Таблица Б.1 – Точность и качество поверхности для различных методов получения заготовок
| Марка
материала
детали
| Метод получения заготовки
| Достижимые квалитеты
| Шероховатость Rz, мкм
|
|
СЧ12-28
СЧ21-40
Сталь 20Л
30Л,35Л
40Л,45Л
50Л
ЛС59-1
ЛС59-1Л
Л062-1Л
ЛК80-3Л
Бронзы
литейные
АЛ2
Д1(Д1Т)
Д16(Д16Т)
БРОЦС6-6-3
| Литье:
в песчано-глинистые формы
в оболочковые формы
по выплавляемым моделям
Литье в оболочковые формы
Горячее штампование
Штампование жидкого металла
Литье:
под давлением
в песчано-глинистые формы
в кокиль
в оболочковые формы
в песчано-глинистые формы
в оболочковые формы
в песчано-глинистые формы
в кокиль
под давлением
Штампование жидкого металла
То же
|
См. табл.
14-15
12-15
14-15
12-14*
12-14*
12-14
См. табл.
14-15
14-15
См. табл.
14-15
См. табл.
14-15
12-14
12-14*
12-14*
|
320-40
40-10
40-10
40-10
80-20
40-10
40-10
320-40
80-20
40-10
320-40
40-10
16,0-40
40-10
40-6,3
40-10
40-10
|
| Точность литейных размеров, выполняемых в одной половине штампа (матрицей или пуансоном), соответствует 12-14-м квалитетам. Пределы допустимых отклонений линейных размеров, зависящих от конечного положения пуансона, располагаются симметрично относительно номинального размера и не могут быть точнее ± 0,5 мм.
|
Таблица Б.2 – Достижимое качество (шероховатости) поверхности
| Вид обработки
| Обрабатываемый
материал
| Класс
шероховатости
поверхности
| Ra в мкм
| R z в мкм
|
| 1
| 2
| 3
| 4
| 5
|
| А. Заготовка
|
| Литье:
в песчаные формы
в металлические и оболочковые формы
по выплавляемым моделям
|
Сталь, чугун
Чугун, бронза, алюминевые сплавы
Сталь, алюминевые сплавы
|
1-4-й
3-5-й
4-6-й
|
80-10
20-5
10-25
|
320-40
80-20
40-10
|
| Прокатка:
прутков
листов
ленты
|
Сталь, латунь
Сталь, алюминий
Латунь
Сталь, латунь, бронза
|
5-7-й
2-8-й
6-9-й
7-9-й
|
5-1,25
40-0,63
2,5-0,32
1,25-0,32
|
20-6,3
160-3,2
10-1,6
6,3-1,6
|
| Штамповка объемная
| Сталь, латунь, алюминиевые сплавы
| 3-7-й
| 20-1,25
| 80-6,3
|
| Дробеструйная обработка
| Сталь
| 2-7-й
| 40-1,25
| 160-6,3
|
| Гидропескоструйная обработка
| Сталь, цветные металлы
| 2-6-й
| 402,5
| 160-10
|
| Прессование
| Пластмассы
Керамика
| 8-11-й
2-7-й
| 0,63-0,08
40-1,25
| 3,2-0,4
160-6,3
|
| Б. Детали после механической обработки
Наружные поверхности
|
| Обтачивание
| Сталь
Чугун
Латунь, бронза
Алюминий
Титан
Нержавеющие и жаропрочные стали
| 2-9-й
2-7-й
3-9-й
3-8-й
5-7-й
5-7-й
| 40-0,32
40-1,25
20-0,32
20-0,63
5-1,25
5-1,25
| 160-1,6
160-6,3
80-1,6
80-3,2
20-6,3
20-6,3
|
Продолжение таблицы Б.2
| 1
| 2
| 3
| 4
| 5
|
| Подрезание торцов
| Сталь, латунь, бронза
Алюминий
Титан
|
3-8-й
4-7-й
5-6-й
|
20-0,63
10-1,25
5-2,5
|
80-3,2
40-6,3
20-10
|
| Шлифование
| Сталь
Чугун
Латунь, бронза, алюминий
Титан
| 4-11-й
5-8-й
6-9-й
6-8-й
| 10-0,08
5-0,63
2,5-0,32
2,5-0,63
| 40-0,4
20-3,2
10-1,6
10-3,2
|
| Зачистка наждачным полотном
| Сталь, цветные сплавы
| 5-8-й
| 5-0,63
| 20-3,2
|
| Обкатывание шариком
| Сталь, титан
| 8-11-й
| 0,63-0,08
| 3,2-0,4
|
| Полирование пастой
| Сталь, цветные сплавы
| 7-12-й
| 1,25-0,04
| 6,3-0,2
|
| Доводка
| Сталь
| 11-14-й
| 0,08-0,01
| 0,4-0,05
|
| Отверстия
|
| Сверление
| Сталь, латунь
Латунь, бронза
Алюминий, титан
| 3-5-й
4-6-й
3-5-й
| 20-5
10-2,5
20-5
| 80-120
40-10
80-20
|
| Зенкерование и цекование
| Сталь, чугун, латунь
| 4-5-й
| 10-5
| 40-20
|
| Растачивание
| Сталь
Чугун
Латунь, бронза
Алюминий
Титан
| 2-8-й
2-6-й
3-9-й
4-8-й
4-6-й
| 40-0,63
40-2,5
20-0,32
10-0,63
10-2,5
| 160-3,2
160-10
80-1,6
40-3,2
40-10
|
| Развертывание
| Сталь, чугун
Латунь, бронза
Алюминий
Титан
| 4-9-й
4-10-й
5-9-й
5-8-й
| 10-0,32
10-0,16
5-0,32
5-0,63
| 40-1,6
40-0,8
20-1,6
20-3,2
|
| Шлифование
| Сталь
Чугун
Латунь, бронза
Алюминий
Титан
| 4-10-й
4-8-й
6-9-й
5-9-й
6-8-й
| 10-0,16
10-0,63
2,5-0,32
5-0,32
2,5-0,63
| 40-0,8
40-3,2
10-1,6
20-1,6
10-3,2
|
| Протягивание
| Сталь
Чугун
Латунь, бронза
| 5-9-й
5-8-й
5-9-й
| 5-0,32
5-0,63
5-0,32
| 20-1,6
20-3,2
20-1,6
|
|
| Титан
| 6-8-й
| 2,5-0,63
| 10-3,2
|
| Хонингование
| Сталь, чугун
| 7-11-й
| 1,25-0,08
| 6,3-0,4
|
Продолжение таблицы Б.2
| 1
| 2
| 3
| 4
| 5
|
| Калибрование шариком
| Сталь
Чугун
Алюминий
| 8-10-й
6-7-й
8-11-й
| 0,63-0,16
2,5-1,25
0,63-0,08
| 3,2-0,8
10-6,3
3,2-0,4
|
| Полирование шариком
| Сталь, цветные сплавы
Титан
| 8-11-й
8-9-й
| 0,63-0,08
0,63-0,32
| 3,2-0,4
3,2-1,6
|
| Доводка
| Сталь
| 10-14-й
| 0,16-0,01
| 0,8-0,05
|
| Плоскости
|
| Строгание
| Сталь
Чугун
Латунь, бронза, алюминий
| 3-6-й
2-5-й
3-7-й
| 20-2,5
40-5
20-1,25
| 80-10
160-20
80-6,3
|
| Долбление
| Сталь, цветные сплавы
| 4-6-й
| 10-2,5
| 40-10
|
| Фрезерование
| Сталь, чугун
Латунь, бронза, алюминий
Титан
Нержавеющая сталь
| 3-6-й
4-7-й
5-7-й
6-7-й
| 20-2,5
10-1,25
5-1,25
2,5-1,25
| 80-10
40-6,3
20-6,3
10-6,3
|
| Слесарная опиловка
| Сталь, чугун
Цветные сплавы
| 4-7-й
5-8-й
| 10-1,25
5-0,63
| 40-6,3
20-3,2
|
| Шлифование
| Сталь, чугун
Латунь, бронза, алюминий
Титан
| 5-8-й
5-9-й
6-7-й
| 5-0,63
5-0,32
2,5-1,25
| 20-3,2
20-1,6
10-6,3
|
| Шабрение
| Сталь, чугун
| 6-8-й
| 2,5-0,63
| 10-3,2
|
| Протягивание
| Сталь, чугун
Титан
| 5-9-й
7-8-й
| 5-0,32
1,25-0,63
| 20-1,6
6,3-3,2
|
| Полирование
| Сталь, чугун, цветные сплавы
| 7-10-й
| 1,25-0,16
| 6,3-0,8
|
| Доводка
| Сталь, чугун
| 9-12-й
| 0,32-0,04
| 1,6-0,2
|
| Зубья колес
|
| Фрезерование
| Сталь, чугун, цветные сплавы
| 4-7-й
| 10-1,25
| 40-6,3
|
| Долбление
| Сталь, чугун, цветные сплавы
| 4-8-й
| 10-0,63
| 40-3,2
|
| Строгание
| Сталь, чугун, цветные сплавы
| 6-7-й
| 2,5-1,25
| 10-6,3
|
| Шлифование
| Сталь
| 8-10-й
| 0,63-0,16
| 3,2-0,8
|
Продолжение таблицы Б.2
| 1
| 2
| 3
| 4
| 5
|
| Строгание
| Сталь, чугун, цветные сплавы
| 6-7-й
| 2,5-1,25
| 10-6,3
|
| Шлифование
| Сталь
| 8-10-й
| 0,63-0,16
| 3,2-0,8
|
| Притирка, обкатка
| Сталь
| 9-11-й
| 0,32-0,08
| 1,6-0,4
|
| Нарезание червяка на токарном станке
| Сталь
| 6-9-й
| 2,5-0,32
| 10-1,6
|
| Резьба
|
| Нарезание:
резцами
|
Сталь, цветные сплавы, нержавеющая сталь
|
5-7-й
|
5-1,25
|
20-6,3
|
| плашками и метчиками
дисковыми резцами и гребенками
| Сталь, цветные сплавы, нержавеющая сталь
Сталь, цветные сплавы
|
4-6-й
6-7-й
|
10-2,5
5-1,25
|
40-10
20-6,3
|
| Фрезерование
| Сталь, цветные сплавы
| 5-6-й
| 5-2,5
| 20-10
|
| Накатывание
| Сталь, цветные сплавы
| 7-8-й
| 1,25-0,63
| 6,3-3,2
|
| Шлифование
| Сталь
| 8-10-й
| 0,63-0,16
| 3,2-0,8
|
Таблица Б.3 – Экономическая точность фрезерования плоскостей цилиндрической фрезой*
| Высота
(толщина)
плоскости в мм при ширине
до 200 и длине до 300 мм
| Фрезерование
|
| Черновое
| Чистовое
| Чистовое повышенной точности
|
| Стали
| Чугуна
| Цветных металлов и сплавов
| Стали
| Чугуна
| Цветных металлов и сплавов
| Стали
| Чугуна
| Цветных металлов и сплавов
|
| Квалитет точности и погрешность размера в мкм
|
| Св. 10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
| 12-13
| 240
280
340
400
460
| 11
| 120
140
170
200
230
| 10
| 70
84
100
120
140
| 11
| 120
140
170
200
230
| 10
| 70
84
100
120
140
| 8;9
| 35
45
50
60
70
| 8;9.
| 35
45
50
60
70
| 7;8
| 18
21
25
30
35
| 7;8
| 18
21
25
30
35
|
| * Точность обработки торцовой фрезой выше 20% при черновом фрезеровании, на 10% при чистовом, на 5% при чистовом фрезеровании повышенной точности
|
| | | | | | | | | | | | | | | | | | | |
Таблица Б.4 – Экономическая точность фрезерования выступов и пазов
| Размеры
в мм
| Квалитет точности и погрешность размера в мкм при обработке
|
| выступов
| пазов
|
| Дисковой фрезой
| Торцовой фрезой
| Дисковой фрезой
| Торцовой фрезой
|
|
Св. 1 до 3
3 до 6
6 до 10
10 до 18
18 до 30
30 до 50
50 до 80
| По ширине
|
| 12-й
| 120
160
200
240
280
340
400
| 11-й
| 60
80
100
120
140
170
200
| 11-й
| 120
160
200
240
280
340
400
| 11-й
| 60
80
100
120
140
170
200
|
|
Св. 3 до 6
6 до 10
10 до 18
18 до 30
30 до 50
| По высоте
| По глубине
|
| 12-й
| 160
200
240
280
340
| 11-й
| 80
100
120
140
170
| 12-й
| 160
200
240
280
400
| 11-й
| 80
100
120
140
170
|
Таблица Б.5 – Экономическая точность обработки пазов и шпоночных канавок шпоночной торцовой фрезой
| Ширина паза или
шпоночной канавки в мм
| Погрешность в мкм при
|
| черновой обработке
| чистовой обработке
|
| 6-10
11-18
19-30
| 100
150
200
| 30
40
50
|
Таблица Б.6 – Экономическая точность обработки при одновременном фрезеровании параллельных поверхностей дисковыми фрезами
| Расстояние между фрезами в мм
| Погрешность в мкм при высоте поверхности в мм
|
| До 50
| Св. 50-80
| Св. 80-120
|
| До 100
Св. 100
| 50
60
| 60
80
| 80
100
|
Таблица Б.7 – Экономическая точность обработки поверхностей фасонной фрезой в мкм
| Длина поверхности
(ширина фрезы) в мм
| Погрешность в мкм при
|
| черновой обработке
| чистовой обработке
|
| о 100
Св. 100 до 30
| 250
350-450
| 100
150-200
|
Таблица Б.8 – Экономическая точность обработки резьбы
| Способы получения резьбы
| Степени точности резьбы
|
| крепежной по
ГОСТ 16093-81
| ходовой
и отсеченной
|
| На универсальных токарно-винторезных станках:
призматическими и
дисковыми однопрофильными резцами
гребенками
специальными головками вихревым способом
|
3-й
3-й
3-й
|
2-3-й
3-й
3-4-й
|
| На револьверных станках и револьверных автоматах:
плашками, гребенками, резьбонарезными головками, по резьбовым копирам
метчиками
|
4-й
5-й
|
–
–
|
| На токарных автоматах плашками
| 5-й
| –
|
| На сверлильных станках:
специальными изогнутыми и удлиненными метчиками в сквозных отверстиях (в гайках)
набором метчиков в глухих отверстиях
|
6-й
6-й
|
–
–
|
| На универсальных фрезерных и специальных резьбофрезерных станках:
дисковой фрезой
червячной
|
5-й
6-й
|
4-й
–
|
| На специальных резьбофрезерных станках групповой фрезой
|
5-й
|
–
|
Таблица Б.9 – Экономическая точность электрических способов обработки
| Способ обработки
| Квалитет точности
|
| Анодно-механическая резка стальных заготовок
Анодно-механическое долбление
Электроискровая прошивка полостей и отверстий
Ультразвуковая обработка отверстий
| 11-12
8-11
8-11
7-9
|
Таблица Б.10 – Экономическая точность расположения отверстий с перпендикулярными осями
|
|
| Способ обработки
| Погрешность в мм
|
| Неперпендикулярность на длине
l = 100 мм
| Ошибка в расстоянии между осями или нескрещивание
|
| Сверление в разметке
Сверление по кондуктору
Растачивание на токарном станке на угольнике
Сверление на фрезерном станке с поворотным столом по лимбу
Растачивание на координатно-расточном станке
Сверление на фрезерном станке с делительной головкой
Растачивание на фрезерном станке с делительной головкой
| 1
0,1
0,1
0,3
0,02
0,3
0,1
| 2
0,5
0,2
0,5
0,1
0,5
0,5
|
Таблица Б.11 – Экономическая точность различных способов обеспечения прямолинейности оси отверстия
|
|
| Способ обработки
| Погрешность в мм
|
| Смещение ∆
| Перекос на длине l = 100 мм
|
| Сверление по разметке
по кондуктору
на токарном станке
Растачивание на токарном станке с одной установки
Растачивание с двух установок на сырой планшайбе, на оправке, в сырых кулачках
То же в самоцентрирующем патроне без дополнительного центрирования
То же при центрировании по индикатору
То же при установке по разметке
| 1
0,2
0,2
0,1
0,05
0,5
0,1
2
| 0,5
0,1
0,2
0,1
0,08
0,5
0,2
2
|
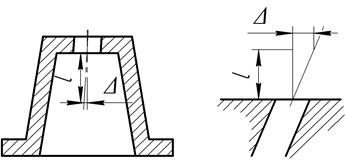
Таблица Б.12 – Экономическая точность различных способов обеспечения перпендикулярности оси отверстия к базовой плоскости
|
|
| Способ обработки
| Погрешность (∆) в мм на длине l = 100 мм
|
| Сверление по разметке
по кондуктору
Растачивание на токарном станке при установке по разметке индикатору
Растачивание на вертикально-фрезерном станке при установке детали на столе
Растачивание на горизонтально-фрезерном или расточном станке при установке детали на угольнике
Планетарное шлифование при установке детали в приспособлении
| 0,5
0,4
0,5
0,05
0,08
0,08
|
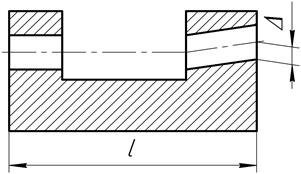
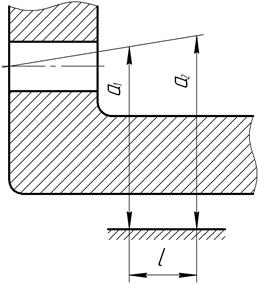
Таблица Б.13 – Экономическая точность различных способов обеспечения параллельности оси отверстия плоскости
|
|
| Способ обработки
| Погрешность (а 2 – а 1)
в мм на длине l = 100 мм
|
| Сверление по разметке
по кондуктору
Растачивание на токарном станке при установке
по разметке
на угольниках
Растачивание на расточном или фрезерном станке
| 0,3
0,1
1,0
0,05
0,05
|
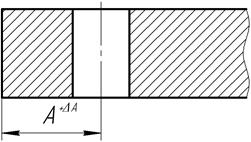
Таблица Б.14 – Экономическая точность расстояния от оси отверстия до плоскости
|
|
| Способ обработки
| Погрешность ∆ А в мм
|
| Сверление по разметке отверстий диаметром (в мм):
до 3
св. 3 до 6
6 до 10
10 до 18
18 до 30
Сверление по кондуктору отверстий диаметром (в мм):
до 3
св. 3 до 6
6 до 10
10 до 18
18 до 30
Растачивание на расточном или фрезерном станке
|
±0,5
±0,6
±0,8
±0,9
±1,0
±0,05
±0,06
±0,07
±0,08
±0,09
0,3
|
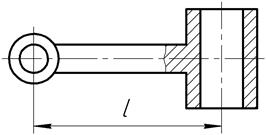
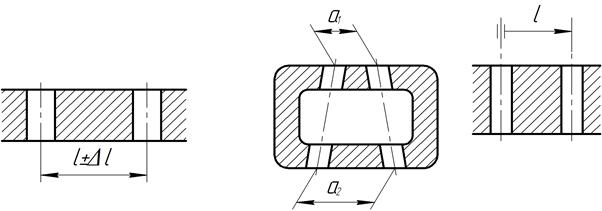
Таблица Б.15 – Экономическая точность расположения отверстий с параллельными осями, размеры в мм
|
|
| Способ обработки
| Погрешность ∆ l расстояния между центрами при обработке отверстий диаметром
| Непараллельность осей
(∆ = а 2 – а 1) на длине 10 мм
|
| до 3
| св. 3 до 6
| св. 6 до 10
| св. 10 до 18
| св. 18 до 30
|
| Свободное сверление по разметке
Сверление и развертывание по кондуктору
Растачивание на токарном станке при установке на угольниках
Растачивание на расточном станке при установке по разметке
Установка по штангенциркулю
Планетарное шлифование
|
±0,5
–
|
±0,6
–
|
±0,8
–
±0,3
±1
±0,3
±0,1
|
±1
–
|
±1,2
–
|
0,3
0,1
0,05
0,1
-
0,05
|
Таблица Б.16 – Соосность поверхностей тел вращения (экономическая точность)
|

|
| Способ обработки
| Эксцентрицитет
поверхностей А и В в мкм
| Способ обработки
| Эксцентрицитет
поверхностей А и В в мкм
|
| Обтачивание и шлифование наружной поверхности:
в центрах с одной установки
с двух установок, центр шпинделя сырой шлифованный
с двух установок, центр шпинделя каленый шлифованный
|
0,015
0,015
0,05
| Обтачивание или шлифование внутренней поверхности:
на оправке, проточенной на месте
на ранее изготовленной оправке; центр шпинделя сырой или каленый шлифованный
на ранее изготовленной оправке; центр шпинделя каленый
|
0,025
0,03
0,075
|
Таблица Б.17 – Экономическая точность шлифования плоскостей
| Высота (толщина) плоскости в мм при ширине 200 и длине до 300 мм
| Квалитет точности и погрешность размера в мкм
при шлифовании
|
| Однократном (черновом)
| Чистовом после однократного
| Чистовом повышенной точности
|
| Св. 10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
| h8÷h9
| 35
45
50
60
70
| h7
| 18
21
25
30
35
| h6
| 12
14
17
20
23
|
| | | | | | | |
ПРИЛОЖЕНИЕ В
(справочное)






