

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
На выполнение работы отводится 4 часа
Цель работы
1.1 Изучить особенности дуговой и воздушно-дуговой резки и строжки металлов.
Необходимые материалы
2.1 Пластины из малоуглеродистой и нержавеющей стали (200ХЮ0ХЮ мм).
2.2 Электроды: а) графитовые или угольные; б) толстопокрытые металлические (d = 5 мм).
2.3 Воздух (подается от компрессора или баллона).
Оборудование, приспособления, инструмент
3.1 Сварочный пост постоянного и переменного токов с электроизмерительными приборами.
3.2 Компрессор или баллон с сжатым воздухом.
3.3 Воздушно-дуговой резак типа РВД-1 или другие.
3.4 Секундомер.
3.5 Весы циферблатные с гирями.
3.6 Масштабная линейка.
3.7 Держатель.
Общие положения
При дуговой резке расплавленный металл удаляется из зоны резки механическим воздействием сварочной дуги и под действием собственного веса. Этим методом можно резать низкоуглеродистые стали, легированные, цветные металлы и чугун.
Резку электрической дугой производят металлическим и угольным электродами. В практике широко применяют обычные толстопокрытые электроды типа Э42, Э46. Метод резки металлов электрической дугой имеет и некоторые недостатки: низкую производительность процесса, недостаточную чистоту реза, науглероживание кромок, при резке угольным электродом, натеки на нижней кромке, большой расход основного металла.
Производительность процесса электродуговой резки определяется количеством (г) выплавленного металла в единицу времени
 (60) откуда
(60) откуда
 (61)
(61)
где GB — количество металла, выплавленного за 1ч, г; αв -коэффициент выплавки, г/(А-ч], Производительность зависит от силы тока й угла наклона электрода относительно поверхности обрабатываемого металла. Установлено, что наибольшая производительность будет при угле наклона 10° (рис. 34.1). При таком угле наклона повышается эффективная тепловая мощность дуги за счет уменьшения потерь тепла в окружающее пространство.
|
|
Воздушно-дуговая резка черных металлов наиболее производительна при использовании постоянного тока обратной полярности, а при резке цветных металлов - прямой полярности. При дуге прямой полярности под действием высокой температуры и других факторов на аноде плавление металла происходит интенсивно. При этом образуется чашеобразное углубление, по которому растекается расплавленный металл, удаление которого воздухом затруднено. Производительность резко падает. При резке на постоянном токе обратной полярности расплавленный металл образует форму конического выступа за счет движения потока электронов к аноду. Он более подвижен и текуч и легко удаляется струей воздуха. Основным рабочим инструментом является резак. В зависимости от назначения и метода подачи воздуха применяют в основном два вида резаков: резак с обтекаемой подачей воздуха и с боковой подачей воздуха.
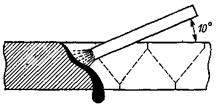
Рисунок 34.1-Схема дуговой резки металлическим электродом
Производительность воздушно-дуговой резки и строжки прямо пропорциональна силе тока, поэтому целесообразно применять мощные сварочные генераторы. Рекомендуемые значения силы тока в зависимости от диаметра электрода приведены ниже:

Питание резака сжатым воздухом осуществляется от цеховой сети под давлением 0,4 - 0,6 МПа или от сети индивидуального компрессора. Если давление больше, то обрывается дуга, а если меньше - слабо выдувается металл. Вылет электрода не должен превышать 100 мм. При работе электрод «обгорает» и периодически должен выдвигаться на ту же величину. Воздушный вентиль открывают до начала резки. Возбуждение дуги производится при поступлении воздуха. Выплавка металла начинается немедленно с появлением дуги, поэтому дугу надо возбуждать в намеченной точке реза. Во всех случаях строжки электрод устанавливается под углом 35—40° к поверхности металла. При использовании резаков с боковой подачей воздуха (рис. 34.2) отверстия для воздуха должны быть внизу по отношению к рабочему концу угольного электрода в призме резака.
|
|
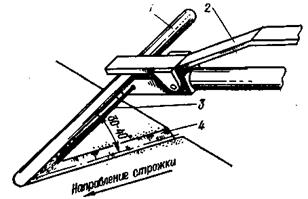
Рисунок 29.2-Схема дуговой строжки:
1-электрод, 2-резак, 3-воздушная струя, 4-канавка
Движение резака производится по направлению конца электрода с постоянным касанием передней кромки расплавленной ванны. Скорость перемещения примерно 500—2000 мм/мин, а глубина канавки увеличивается с увеличением силы тока, угла между электродом и металлом и с уменьшением скорости движения электрода. При резке (рис. 34.3) электрод располагается под углом 45 - 60° по отношению к изделию. Если наклонить электрод в поперечном направлении к линии реза, то можно получить резку со скосом кромок. Особого внимания заслуживает резка этим способом нержавеющей стали толщиной до 15 мм.
Воздушно-дуговой поверхностной и разделительной резке могут подвергаться цветные металлы и их сплавы. Однако применение этого способа для разделения цветных металлов требует повышения погонной энергии ввиду более высокой теплоемкости и теплопроводности этих материалов. С помощью воздушно-дуговой резки можно удалять все дефекты в сварных швах, в стальном литье - газовые и усадочные раковины, шлаковые включения, земляные засоры, трещины, рыхлости и пористости.
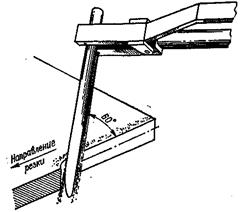
Рисунок 34.3-Схема разделительной воздушно-дуговой резки
Порядок выполнения работы
Опыт 1. Определить производительность процесса и расход материалов при резке электрической дугой листовой низкоуглеродистой стали плавящимся и неплавящимся электродами.
1. Заточить графитовый или угольный электрод под углом 60—90° и закрепить его в держателе.
2. Зачистить и взвесить пластины и графитовые электроды с держателем.
3. Рассчитать массу стержня металлического электрода.
4. Подобрать силу тока для резки по диаметру электрода. Для всех случаев резки сила тока сохраняется.
5. Закрепить пластину струбциной к подставке (рис. 34.4).
6. Отметить мелом линии реза.
7. Произвести резку угольным электродом на длине 76 - 80 мм, отмечая силу тока, напряжение и время горения дуги.
8. Охладить пробу в воде и очистить от брызг и шлака.
|
|
9. Взвесить пластину и электрод с держателем. Количество выплавленного металла и части угольного электрода устанавливается как разность масс до и после резки.
10. Повторить опыт, выполняя резку толстопокрытыми электродами на этой же пластине.
11. Рассчитать производительность для обоих методов резки.
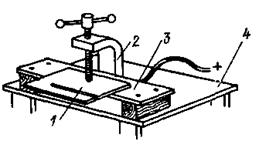
Рисунок 34.4-Размещение пластин для резки:
1-пластина, 2-струбцина, 3-подставка, 4-сварочный стол
Повторить опыт 1 при резке нержавеющей стали.
Опыт 2. Определить производительность, расход электродного материала при воздушно-дуговой резке металлов из низкоуглеродистой стали и стали марки 1Х18Н9Т, руководствуясь указаниями опыта 1.
Опыт 3. Определить производительность воздушно-дуговой строжки низкоуглеродистой стали. Выплавить три канавки при различных наклонах электрода к обрабатываемой поверхности, руководствуясь указаниями опыта 1.
Опыт 4. Произвести резку и строжку низкоуглеродистой стали воздушно-дуговым способом на постоянном токе на прямой полярности и убедиться в непригодности этого способа '(малая производительность, большой расход электроэнергии, неустойчивость процесса резки и строжки).
Опыт 5. Произвести воздушно-дуговую резку и строжку малоуглеродистой стали и стали марки 1Х18Н9Т при питании дуги переменным током и наличии в цепи осциллятора, руководствуясь указаниями опыта 1.Данные всех измерений и результаты расчетов занести в форму 1.
Содержание отчета
6.1 Методика постановки опытов, примеры расчетов.
6.2 Таблица записей и результатов расчетов.
6.3 Выводы и объяснения полученных результатов.
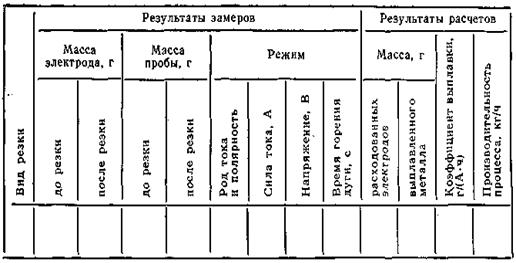
Форма 1. Результаты опытов
7. Контрольные вопросы
7.1 Сущность дуговой и воздушно-дуговой резки металлов и область их применения.
7.
2. Почему при воздушно-дуговой резке металлов применяется постоянный ток обратной полярности?
3. От чего зависит производительность процесса дуговой резки?
7.4 Преимущества воздушно-дуговой резки и строжки металлов.
7.5 Техника воздушно-дуговой резки и строжки
|
|
|

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!