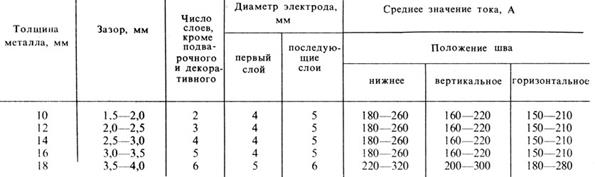
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Стыковые Х-образные швы применяют для стали толщиной от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора и притупления, техника выполнения швов при этом такие же, как и при сварке листов с V-образной разделкой. Чтобы достаточно прогревался и отжигался металл каждого нижележащего слоя, толщина слоев должна быть не более 4 - 5 мм и не менее 2 мм. Например, для выполнения Х-образных швов при сварке листов толщиной 12 мм нужно положить 4 - 6 слоев, а для толщины 40 мм - 10 - 16 слоев (отжигающий и декоративный слои не учитываются).
Стыковые швы листов большой толщины (более 20 мм) целесообразно сваривать с криволинейным скосом двух кромок. Такая подготовка позволяет применять электроды повышенного диаметра, обеспечивает надежный провар и равномерную усадку металла шва.
Швы с двусторонним симметричным скосом двух кромок (Х-образные) имеют следующие преимущества перед швами с односторонним скосом двух кромок (V-образные):
1. Уменьшение объема наплавленного металла в 1,6 - 1,7 раза и, следовательно, увеличение производительности сварки.
2. Уменьшение деформаций от сварки.
3. Возможный непровар в корне шва расположен в нейтральном сечении и поэтому менее опасен.
Для уменьшения коробления сварного изделия рекомендуется выполнять швы попеременно с одной и с другой стороны листа. При сварке в нижнем положении для этого требуется частая кантовка изделия. Поэтому целесообразно устанавливать изделие вертикально и сваривать его одновременно с двух сторон. Работу в этом случае выполняют два сварщика.
Вариант №1
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.




 ГОСТ.5264-80-Т1-2ω
ГОСТ.5264-80-Т1-2ω





 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №2
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.


 ГОСТ.5264-80 - 3-НЗ
ГОСТ.5264-80 - 3-НЗ




 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №3
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.



 ГОСТ.5264-80 С4
ГОСТ.5264-80 С4
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №4
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.
ГОСТ.5264-80 С15
Д 




 иаметр электрода
иаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №5
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.
ГОСТ.5264-80 С15
Д иаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Практическое занятие № 8.






