Решетчатые конструкции — фермы, мачты, балки — изготовляют преимущественно из прокатных элементов; гнутые и сварные профили используют в меньшей степени. К решетчатым конструкциям относят также арматуру железобетона — сетки, плоские и пространственные каркасы.
Решетчатые конструкции представляют собой систему стержней, соединенных в узлах таким образом, что стержни испытывают главным образом растяжение или сжатие. К ним относятся фермы, мачты, арматурные сетки и каркасы.
Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако при больших пролетах применение ферм оказывается более экономичным. Характерные схемы выполнения решеток ферм показаны на рис. 7.18.
Треугольная (рис. 7.18, а) и раскосная (рис. 7.18, б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясам, с целью уменьшения длины панели изготовляют по схемам (рис. 7.18, в, г). Иногда применяют безрас- косные фермы с жесткими узлами (рис. 7.18, д). По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией (рис. 7.18, е).
По назначению фермы разделяют на стропильные и мостовые. Стропильные фермы работают при статической нагрузке. В каче 
Рис. 7.18. Схемы решеток ферм:
а — треугольная; б — раскосная; в — с укороченным нижним поясом; г — с укороченным верхним поясом; д — безраскосная; е — с поясом, образованным ломаной линией; h — высота фермы; / — пролет фермы
стве стержней используют главным образом прокатные и значительно реже гнутые замкнутые сварные профили и трубы.
Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов главным образом способами дуговой сварки. Перспективным является применение точечной контактной сварки.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом.
Разнообразие типов и размеров ферм иногда не позволяет использовать преимущества их сборки в инвентарных кондукторах. В этих случаях нередко применяют метод копирования. Первую собранную по разметке ферму закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы раскладывают и совмещают с деталями копирной фермы. После скрепления деталей прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки. Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.
Первую собранную из уголков по разметке ферму (рис. 7.19, а) закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы 2 раскладывают и совмещают с деталями 1 копирной фермы (рис. 7.19, б). После скрепления деталей 2
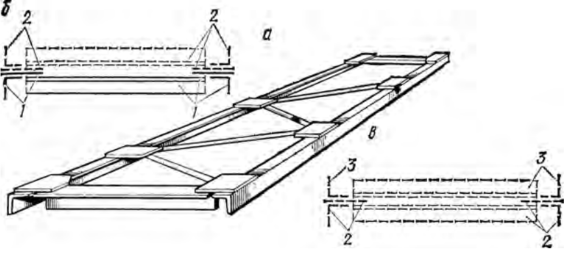
Рис. 7.19. Схема сборки фермы по копиру
прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки 3 (рис. 7.19, в). Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку. Такой способ прост и эффективен, но он не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий, например для крепления ферм к колоннам.
Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы (рис. 7.20), которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков. Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливают концевые планки 2,
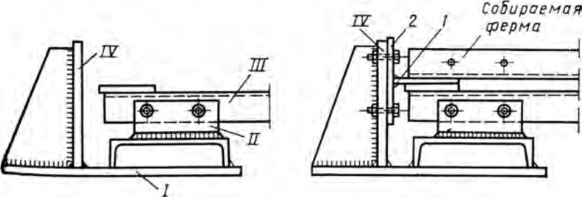
Рис. 7.20. Копир с фиксатором для сборки стропильных ферм:
/ — основание фиксатора; II — крепление фиксатора к копиру; III — копир; ГУ— стойка фиксатора предварительно сваренные с фасонками 1. Их правильное положение обеспечивают совмещением монтажных отверстий концевых планок с отверстиями в стойке фиксатора 4. Затем на копире раскладывают все остальные элементы, производят прихватку, ферму снимают с копира, кантуют и дособирают, как описано выше.
При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным использование кондукторов и кантователей. Кондуктор монтируют на базе плиты с Т-образными пазами. Плита состоит из отдельных секций и оснащена элементами универсальных сборочных приспособлений — опор, упоров, горизонтальных и вертикальных прижимов, фиксаторов. Детали устанавливают по упорам и перед прихваткой зажимают при помощи сборочных приспособлений: эксцентриковых зажимов, струбцин, вилок или с помощью переносной пневмогидравлической струбцины.
В кондукторе фермы собирают без кантовки. Для их поворота при сборке нередко используют устройство, дополняющее сборочный кондуктор (рис. 7.21). С помощью рамки 2 собранную ферму сначала ставят в вертикальное положение, а затем передают на стенд 3, причем в каждом из этих положений выполняют соответствующие швы. В это время на кондукторе 1 производят сборку следующей фермы.
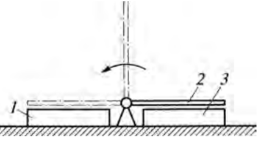
Рис. 7.21. Схема устройства для сборки и сварки ферм:
1 — кондуктор; 2 — поворотная рамка; 3 — стенд
Использованию механизированных поточных методов при изготовлении ферм препятствует не только разнообразие типоразмеров и небольшое число изделий в серии, но и низкая технологичность типовых конструктивных решений. Большое количество деталей, составляющих ферму, усложняет сборочные операции, приводит к необходимости выполнения множества швов, различным образом ориентированных в пространстве, и требует кантовки собранного изделия при сварке. Качество получаемых соединений в значительной мере зависит от квалификации сварщиков и ряда других факторов, характерных для ручного производства.
Уменьшить массу фермы позволяет использование трубчатых профилей. Однако для труб круглого сечения непосредственное соединение элементов в узле получается весьма трудоемким. Иногда концы труб относительно небольших диаметров сплющивают, что упрощает их соединение в узлах способами дуговой сварки. Значительно проще оказывается соединение в узлах труб прямоугольного или квадратного сечения.
Подготовка их к сборке и сварке требует фигурной обрезки концов на специальных машинах термической резки. Иногда концы труб относительно небольших диаметров сплющивают, что упрощает их соединение в узлах дуговой сваркой. Сплющенные по концам трубы можно соединять в пространственный узел ванной сваркой, как показано на рис. 7.22. Торцы сплющенных частей образуют ограниченное по периметру пространство, куда в процессе сварки вводят электрод или гребенку электродов. Такие узлы применяются в пространственно-стержневых несущих конструкциях большепролетных покрытий спортивных сооружений и рынков.
При значительных размерах решетчатую конструкцию изготовляют на заводе по частям и отправляют на место монтажа отдельными секциями. Размеры секций назначают в зависимости от
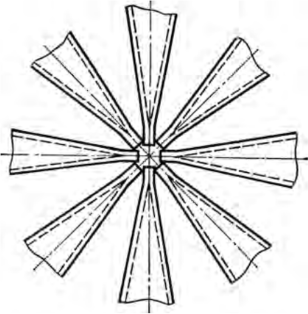
Рис. 7.22. Соединение концов труб в пространственный узел ванной сваркой способа транспортировки; при перевозке по железной дороге исходят из габарита подвижного состава. Секции обычно представляют собой пространственные конструкции; в случае их серийного производства для сборки используют специальные кондукторы. Пространственные решетчатые конструкции башенного типа (радиомачты, радиобашни, конструкции буровых вышек и др.) имеют большую высоту и подвергаются значительным ветровым нагрузкам, поэтому их изготавливают преимущественно из трубчатых элементов. Так, например, стандартная радиомачта представляет собой решетчатую конструкцию, удерживаемую в вертикальном положении расчалками. Ее ствол выполняют из отдельных взаимозаменяемых секций. При монтаже башни секции соединяют на болтах с помощью фланцев, привариваемых к торцам поясных труб каждой секции. Точность расположения фланцев, а также совпадение отверстий на монтаже обеспечиваются заводской сборкой секций в кондукторе.
В строительстве в настоящее время основными элементами являются сборные железобетонные конструкции, изготовляемые индустриальными методами на заводах. Монолитные железобетон-
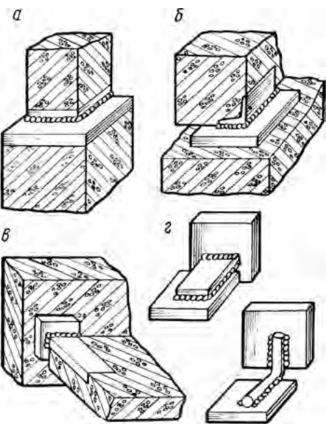 Рис. 7.23.
Рис. 7.23.
Монтажные соединения сборных железобетонных элементов ные сооружения строятся значительно реже. Методы, техника и технология сварки арматурных элементов в значительной степени определяются местом производства работ (завод, полигон, монтажная площадка). Контактная сварка наиболее производительна, но ее применение обычно ограничивается заводами и полигонами сборного железобетона. При изготовлении каркасов для монолитных железобетонных сооружений и выполнении монтажных соединений сборного железобетона применяют главным образом электродуговую, ванную и электрошлаковую сварку. Сборные железобетонные элементы обычно имеют закладные детали, расположенные в местах примыкания одного элемента к другому. При монтаже жилых зданий эти закладные детали сваривают ручной дуговой сваркой друг с другом либо непосредственно (рис. 7.23, а—в), либо с помощью дополнительных связующих элементов: пластин, уголков, швеллеров или арматурных прутков (рис. 7.23, г). В промышленности и при строительстве энергетических сооружений стыковку сборных железобетонных элементов нередко осуществляют сваркой арматурных стержней, выступающих из каждого сборного элемента.
Контрольные вопросы
1. Какую оснастку используют для сборки и сварки балок двутаврового сечения в условиях мелкосерийного производства?
2. Чем определяется целесообразность использования прокатных широкополочных двутавров и тавров при изготовлении сварных балок и других конструкций?
3. Какова последовательность выполнения сборочно-сварочных операций при изготовлении балок коробчатого сечения?
4. Какие существуют характерные типы стыков балок двутаврового сечения и в чем заключаются особенности их сборки и сварки на монтаже?
5. В чем состоят характерные особенности оснастки, используемой при сборке и сварке рамных конструкций?
6. Какие приемы сборки и сварки плоских ферм используют в условиях мелкосерийного производства?
Практическое занятие № 9






