

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ПЛАН УРОКА
Учебной практики
Дата урока: 05.05.20г. группа 3-18, ll курс
Мастер п/о Ткаченко Л.И.
ПМ. 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Тема урока: Исправление дефектов деталей
Количество часов: 6 час.
Цели урока:
Образовательная:
Развивающая:
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
|
|
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний.
| № п/п | Элементы урока | Время | Содержание работы мастера |
| 1. | До начала урока |
| Проверка исправности оборудования, |
| заземления, инструмента, | |||
| организации рабочего места | |||
| Организационный урок | 5/ | Проверка списочного состава | |
| обучающихся, | |||
| проверка санитарного состояния, | |||
| рабочего места и внешнего вида | |||
| обучающихся | |||
| 2. | Вводный групповой инструктаж |
30/ | Проведение инструктажа по охране |
| труда, электро и пожаробезопасности | |||
| Техника и технология выполнения | |||
| наплавки на поломанные детали | |||
| плавящимся покрытым электродом | |||
| Дефекты: выявление, исправление и | |||
| предупреждение их возникновения | |||
|
| |||
| 3. | Самостоятельная работа учащихся и текущий инструктаж | 5 час.5/ | Обучающиеся выполняют наплавку на |
| детали плавящимся | |||
| покрытым электродом, провожу | |||
| текущий инструктаж | |||
| 4. | Заключительный инструктаж | 10/ | Анализирую работы, выставляю |
| оценки | |||
|
| Уборка рабочих мест и осмотр оборудования | 10/ | Обучающиеся убирают рабочие места, |
| складывают инструмент | |||
|
| |||
|
| |||
|
| Подготовка к уроку |
| Технику и технологию выполнения резки |
| покрытыми электродами листовой | |||
| стали различной толщины |
Мастер п/о Л.И. Ткаченко
Ремонт ковша экскаватора
Ковш, являясь сменным узлом экскаватора, подвергается интенсивным механическим и ударно-абразивным нагрузкам при работе и чаще любых других узлов нуждается в смене. Применяя ремонтные технологии, осуществляется замена отдельных частей ковша, а также последующее дополнительное бронирование наиболее нагруженных фрагментов.
Применяемые материалы: электроды Capilla 51Ti, CrNiMo, E-7018, для бронирования – электроды Capilla 54W или проволока DT-DUR 609.
|
|
Стойкость после ремонта до 2-3 лет, стойкость брони - 1 год.




Ремонт корпуса экскаватора
Дефекты – многочисленные трещины корпуса и рамы экскаватора
Материалы: электроды Capilla 51Ti, CrNiMo, E-7018 со сваркой дополнительных накладок
Стойкость до 2х лет при условии соблюдения правил эксплуатации.




Ремонт элементов ходовой части экскаваторов
Ремонт натяжного колеса
Износ – рабочие поверхности, поверхностные трещины
Для восстановления геометрии колеса производиться наплавка порошковой проволокой DT-DUR 250 K.
Ремонт трещин с применением сварки электродами Capilla 51Ti с последующей механической обработкой.
Стойкость не мене 3х лет при условии соблюдения правил эксплуатации.


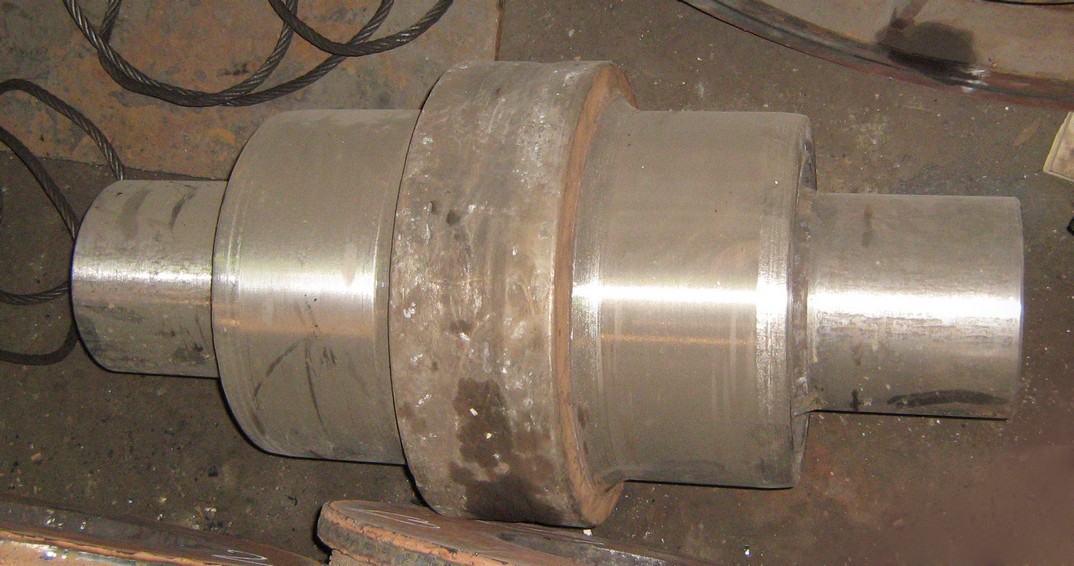
8) Восстановление оси колеса
Оси – наплавка проволокой типа Э50-Э60А (Е 7018) с последующей механической.обработкой.
Стойкость - 1 год. К примеру, новые оси ходят не более 1 года.


9) Восстановление наплавкой опорных стоек колеса
Опорная стойка. Наплавка внутренней и наружной поверхностей. Ремонт выдавленных фрагментов.
Материалы: сварочные электроды или проволока типа E-7018 с последующей механической.обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.


10) Ремонт опорных катков гусеничной техники
Аналогично ремонту опорной стойки. Наплавка наружной поверхности для восстановления геометрии опорного катка.
Материалы: сварочная проволока типа E-7018 с последующей механической обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.

11) Восстановление букс катка
Аналогично ремонту опорной стойки. Наплавка внутренней поверхности для восстановления геометрии буксы катка.
Материалы: сварочная проволока типа E-7018 с последующей механической обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.


Наплавка бил дробилок
Дробилки используются для измельчения породы. Била дробилок, работая в условиях ударно-абразивного и абразивного износа, являются наиболее быстроизнашивающимися деталями дробилок, лимитирующими их производительность. Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
|
|
 Восстановление наплавкой
Восстановление наплавкой
Материал: электроды Capilla 51Ti. Для дополнительного бронирования электроды Capilla 54W или порошковая проволока DT-DUR600
При бронировании стойкость даже выше, чем новых из стали 110Г13 примерно в 2-3 раза
.
17) Ремонт наплавкой дробильных установок
Восстановление наплавкой
Материал: электроды Capilla 51Ti. Для дополнительного бронирования электроды Capilla 54W или порошковая проволока DT-DUR600
Стойкость даже выше, чем новых примерно в 2-3 раза.

18) Наплавка зубьев вала питателя
Восстановление деталей геометрических размеров производится наплавкой с дополнительным бронированием
Материал: электроды типа E-7018, для бронирования электроды Capilla 54W или Capilla 54-160 (5400)
Стойкость в зависимости от интенсивности эксплуатации.

ПЛАН УРОКА
Учебной практики
Дата урока: 05.05.20г. группа 3-18, ll курс
Мастер п/о Ткаченко Л.И.
ПМ. 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Тема урока: Исправление дефектов деталей
Количество часов: 6 час.
Цели урока:
Образовательная:
Развивающая:
|
|
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний.
| № п/п | Элементы урока | Время | Содержание работы мастера |
| 1. | До начала урока |
| Проверка исправности оборудования, |
| заземления, инструмента, | |||
| организации рабочего места | |||
| Организационный урок | 5/ | Проверка списочного состава | |
| обучающихся, | |||
| проверка санитарного состояния, | |||
| рабочего места и внешнего вида | |||
| обучающихся | |||
| 2. | Вводный групповой инструктаж |
30/ | Проведение инструктажа по охране |
| труда, электро и пожаробезопасности | |||
| Техника и технология выполнения | |||
| наплавки на поломанные детали | |||
| плавящимся покрытым электродом | |||
| Дефекты: выявление, исправление и | |||
| предупреждение их возникновения | |||
|
| |||
| 3. | Самостоятельная работа учащихся и текущий инструктаж | 5 час.5/ | Обучающиеся выполняют наплавку на |
| детали плавящимся | |||
| покрытым электродом, провожу | |||
| текущий инструктаж | |||
| 4. | Заключительный инструктаж | 10/ | Анализирую работы, выставляю |
| оценки | |||
|
| Уборка рабочих мест и осмотр оборудования | 10/ | Обучающиеся убирают рабочие места, |
| складывают инструмент | |||
|
| |||
|
| |||
|
| Подготовка к уроку |
| Технику и технологию выполнения резки |
| покрытыми электродами листовой | |||
| стали различной толщины |
Мастер п/о Л.И. Ткаченко
Восстановление деталей наплавкой
Восстановление деталей наплавкой и сваркой – это технологический процесс устранения путем сварки и наплавки недопустимых дефектов образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
|
|
Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции.
Выполнение ремонта ответственных металлоконструкций необходимо выполнять по специально разработанной проектно-технологической документации с учетом фактического состояния металла конструкции (узла, детали), причин повреждения и отсутствия нагрузок на ремонтируемом изделии при выполнении ремонтных работ.
Способы восстановления деталей наплавкой и сваркой
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:
автоматическая сварка под флюсом сплошной или порошковой проволокой
механизированная электродуговая сварка в среде защитных газов сплошной или порошковой проволокой
аргонодуговая автоматическая и механизированная сварка с присадочной проволокой
плазменная сварка и плазменное напыление
ручная электродуговая сварка покрытым электродом.
Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки – ручной дуговой сварки плавящимся (покрытым) электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов. При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
Опыт применения.
В настоящее время нами накоплен большой опыт восстановления деталей наплавкой и сваркой в процессе ремонта оборудования на предприятиях различных отраслей промышленности.
Вот некоторые примеры по горнодобывающим предприятиям:
Ремонт ковша экскаватора
Ковш, являясь сменным узлом экскаватора, подвергается интенсивным механическим и ударно-абразивным нагрузкам при работе и чаще любых других узлов нуждается в смене. Применяя ремонтные технологии, осуществляется замена отдельных частей ковша, а также последующее дополнительное бронирование наиболее нагруженных фрагментов.
Применяемые материалы: электроды Capilla 51Ti, CrNiMo, E-7018, для бронирования – электроды Capilla 54W или проволока DT-DUR 609.
Стойкость после ремонта до 2-3 лет, стойкость брони - 1 год.
|
|
|

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!