Конструкции вантузов
6.1.1 Выбор конструкции устанавливаемого на трубопровод вантуза производится на стадии разработки проекта (проекта производства работ) с учетом рабочего давления в трубопроводе, назначения вантуза и объема откачиваемого продукта в соответствии с требованиями РД-23.040.00-КТН-073-15 и настоящих ОТТ. Для установки на трубопровод должны применяться следующие конструкции вантузов:
- неразрезные вантузные тройники заводского изготовления, устанавливаемые при строительстве трубопровода и изготовлении укрупненных узлов. Неразрезные вантузные тройники применяются на трубопроводах с рабочим давлением до 14 МПа (рисунок 6.1);

Рисунок 6.1 – Конструктивное исполнение вантузного неразрезного тройника заводского изготовления на рабочее давление до 14 МПа.
– разрезные штампосварные тройники. Разрезные штампосварные тройники предназначены для установки на трубопроводы с рабочим давлением до 10,0 МПа (рисунок 6.2);
– разрезные вантузные тройники. Разрезные вантузные тройники предназначены для установки на трубопроводы с рабочим давлением до 6,3 МПа (рисунок 6.3);
– муфтовые тройники заводского изготовления. Муфтовые тройники заводского изготовления предназначены для установки на трубопроводы с рабочим давлением до 6,3 МПа (рисунок 6.4);
– вантузные патрубки без (или с) усиливающей накладкой. Вантузные патрубки используются для установки на трубопроводы с рабочим давлением до 6,3 МПа на период выполнения ремонтных работ, с последующей их вырезкой (рисунок 6.5).
6.1.2 В качестве постоянной конструкции на трубопроводах разрешается применять неразрезные, разрезные, штампосварные и муфтовые вантузные тройники.

1 - верхняя полумуфта; 2 - нижняя полумуфта; 3 - патрубок; 5 -труба; 6 - продольный стыковой шов (монтажный); 7 - кольцевой сварной шов приварки патрубка к тройнику (монтажный); 9 - кольцевой угловой сварной шов приварки тройника к трубе (монтажный)
 до 10 МПа.
до 10 МПа.

Рисунок 6.3 – Разрезной вантузный тройник на рабочее давление до 6,3 МПа.

D Т , D П - диаметр основной трубы и патрубка соответственно
Рисунок 6.4 – Конструктивное исполнение муфтового тройника заводского исполнения на рабочее давление до 6,3 МПа.
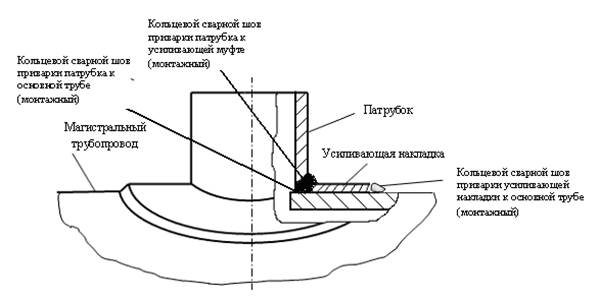
Рисунок 6.5 – Вантузный патрубок с усиливающей накладкой на
рабочее давление до 6,3 МПа.
6.1.3 Вантузные патрубки с усиливающими накладками и без них допускается применять только при проведении ремонтных работ на трубопроводах диаметром от 159 до 1220 мм при условии их установки в заменяемый участок трубопровода (катушку). По окончании работ катушку с вваренным вантузным патрубком вырезают. Монтаж вантузов для откачки нефти и нефтепродуктов из ремонтируемого участка трубопровода производится на верхней и нижней образующей трубы (рисунок 6.6). Количество и диаметр врезаемых для откачки вантузов зависит от объема откачиваемого продукта, рассчитывается в соответствии с РД-23.040.00-КТН-073-15 и указывается в проектной документации (проекте производства работ).
6.1.4 Вантузные тройники, патрубки и усиливающие накладки должны изготавливаться по техническим условиям, включенным в реестр ОВП
ОАО «АК «Транснефть» и испытываться в заводских условиях, в условиях ЦБПО, БПО, ЦРС, АРС (АВС). Не допускается применение разрезных усиливающих накладок, а также усиливающих накладок и патрубков, изготовленных в полевых условиях.
6.1.5 Диаметры трубопроводов и соответствующих им вантузов представлены в таблице 6.1.
6.1.6 Геометрические параметры патрубков вантузов и вантузных тройников приведены в приложении А РД-23.040.00-КТН-386-09.
Таблица 6.1. Диаметры применяемых вантузных тройников, патрубков в зависимости от диаметра эксплуатируемого трубопровода
| Диаметр трубопровода
| Диаметр патрубка
|
| 159
| 57
|
| 219-325
| 57-108
|
| 377-426
| 108-159
|
| 530-1220
| 159-219
|
6.1.7 Срок разрешенной эксплуатации конструкций вантузов на давление до 6,3 МПа определяется согласно РД-23.040.00-КТН-140-11. Срок эксплуатации разрезных вантузных тройников на давление более 6,3 МПа определяется согласно
РД-75.180.00-КТН-274-10.

1 – вантузная задвижка; 2 – патрубок; 3 – усиливающая накладка; 4 – трубопровод; 5 – продольный сварной шов; 6 – поперечный сварной шов; 7 – фланец;
А – расстояние между вантузами; b – ширина усиливающей накладки; d –диаметр вантуза (патрубка); D – диаметр трубопровода; h – высота патрубка вантуза1);
С – минимальное расстояние между усиливающими накладками
| № п/п
| Диаметр трубопровода D
| Диаметр вантуза d
| Ширина
усиливающей накладки b
| Минимальное
расстояние
между усиливающими
накладками C
| Расстояние
между
врезаемыми
вантузами А
|
| 1
| 2
| 3
| 4
| 5
| 6
|
| 1
| 159
| 57
| 100
| 100
| 400
|
| 2
| От 219 до 325
| От 57 до 108
| 100
| 100
| 450
|
| 3
| От 377 до 426
| От 108 до 159
| 100
| 100
| 500
|
| 4
| От 530 до 1220
| От 159 до 219
| 100
| 100
| 500
|
Рисунок 6.6 – Схема и основные параметры расстановки вантузов для откачки нефти и нефтепродукта
6.1.8 При соотношении диаметра врезаемого вантузного патрубка к диаметру трубопровода (d/D) более чем 0,2 приварка вантузного патрубка выполняется только с усиливающей накладкой. Усиливающая накладка вантузного патрубка при его установке для откачки нефти/нефтепродукта на вырезаемой (удаляемой) катушке изготавливается из трубы соответствующего диаметра и класса прочности трубе МН/МНПП. Усиливающая накладка должна иметь ширину 0,4 диаметра патрубка, но не менее 100 мм, толщину, соответствующую толщине стенки МН/МНПП, и иметь технологическое отверстие диаметром от 4 до 6 мм на расстоянии 50 мм от внешнего края по радиальной оси. Диаметр внутреннего отверстия в усиливающей накладке должен превышать наружный диаметр патрубка на 2 – 4 мм.
6.1.9 Диаметр вырезаемого в трубопроводе отверстия должен быть меньше внутреннего диаметра привариваемого вантузного патрубка на величину от 10 до 15 мм».
Требования к установке, сборке и сварке вантузов
6.2.1 Установка, сборка и сварка неразрезных вантузных тройников с трубами толщиной от 4 до 30 мм производится в соответствии с требованиями РД-25.160.00-КТН-037-14 (для участков трубопроводов с рабочим давлением до 14 МПа).
6.2.2 Установка, сборка и сварка разрезных штампосварных тройников производится в соответствии с требованиями РД-75.180.00-КТН-274-10 (для участков трубопроводов с рабочим давлением до 10 МПа).
6.2.3 Установка, сборка и сварка разрезных вантузных тройников на трубах с толщиной стенки от 5 до 30 мм производится в соответствии с требованиями РД-23.040.00-КТН-386-09 на установку, сборку и сварку разрезных тройников П9 (для участков трубопроводов с рабочим давлением до 6,3 МПа).
6.2.4 Установка, сборка, сварка муфтовых тройников на трубах с толщиной стенки от 5 до 30 мм производится в соответствии с требованиями РД-23.040.00-КТН-386-09 на установку, сборку и сварку муфтовых тройников П8 (для участков трубопроводов с рабочим давлением до 6,3 МПа).
6.2.5 Сборка и сварка вантузного патрубка с трубой и усиливающей накладкой на трубах с толщиной стенки от 5 до 30 мм производится в соответствии с требованиями
РД-23.040.00-КТН-386-09 на установку, сборку и сварку ремонтной конструкции П7 (для участков трубопроводов с рабочим давлением до 6,3 МПа).
6.2.6 Врезка вантузного патрубка в трубопровод включает следующие работы:
- обеспечение рабочего давления в трубопроводе, в месте производства работ, в соответствии с положениями РД 23.040.00-КТН-386-09;
- разметку и подгонку патрубка вантуза к нефтепроводу;
- приварку патрубка к нефтепроводу;
- контроль качества сварного шва;
- монтаж и сварку усиливающего воротника (при необходимости).
6.2.7 Установка вантузного патрубка, в том числе с усиливающей накладкой производится с учетом следующих требований:
- перед установкой патрубка необходимо удалить изоляционное покрытие на расстоянии до 100 мм от внешних сварных швов патрубка либо усиливающей накладки, поверхность трубы трубопровода очистить от грязи, ржавчины и окалины. Для очистки металлической поверхности трубы применяется шлифмашинка с металлической щеткой, затем поверхность обрабатывается наждачной бумагой;
- поверхность трубы в местах установки патрубков и усиливающих накладок подвергается визуальному контролю на отсутствие поверхностных дефектов коррозионного и механического происхождения, замеряется фактическая толщина стенки трубы в местах приварки (ультразвуковым толщиномером), проводится ультразвуковая дефектоскопия мест приварки на отсутствие трещин и расслоений. Контроль стенки трубы в местах приварки должен проводиться на ширине 50 мм в обе стороны от линии сварки;
- на поверхности трубы в месте приварки не допускается: наличие трещин, расслоений, сквозных дефектов, и уменьшение толщины стенки трубы более чем на 5 % от номинального значения. При наличии вышеуказанных дефектов и требований по толщине стенки установка вантуза запрещается;
- патрубок вантуза устанавливается перпендикулярно оси трубы. Отклонение оси патрубка от вертикали/горизонтали не более 1º;
- величина зазора между свариваемыми кромками патрубка и поверхностью трубы должна составлять от 2 до 3 мм. Допускаются зазор до 4 мм на длине не более 1/6 периметра стыка;
- поверхность усиливающей накладки с наружной и внутренней сторон должна быть очищена шлифмашинкой с металлической щеткой. Внутренняя и наружная поверхность патрубка должна быть очищена от ржавчины на ширину не менее 20 мм от свариваемой кромки;
- усиливающая накладка должна плотно прилегать к поверхности трубы. Подгонка усиливающей накладки к трубе проводится с помощью шаблона. Величина зазора между кромкой усиливающей накладки и трубой не должна превышать 1,0 мм на длине до 1/4 внешнего периметра усиливающей накладки;
- расстояние от внешнего углового сварного шва патрубка или усиливающей накладки (при ее наличии) до кольцевого стыка и продольного шва на трубопроводе, а также между швами любых приварных элементов должно быть не менее 100 мм;
- первоначально выполняется прихватка усиливающей накладки по внутреннему диаметру к патрубку. Затем выполняется прихватка усиливающей накладки к трубе;
- длина прихваток не менее 30 мм. Количество прихваток по внутреннему диаметру усиливающей накладки не менее 4 шт. Количество прихваток по наружному диаметру не менее 6 шт. Прихватки должны равномерно располагаться по длине шва.
6.2.8 Сборка вантузного патрубка с (без) усиливающей накладкой проводится в следующей последовательности:
- собирается и сваривается патрубок с трубой трубопровода кольцевыми угловыми швами. При сварке вантузного патрубка с усиливающей накладкой усиливающая накладка временно закрепляется в верхней части патрубка;
- на прихватках устанавливается усиливающая накладка на трубе, производится сварка усиливающей накладки с патрубком и трубой кольцевым угловым швом (соединение «усиливающая накладка – патрубок - труба»);
- выполняется сварка усиливающей накладки с трубой трубопровода кольцевыми угловыми швами (соединение «усиливающая накладка - труба»).
6.2.9 Предварительный подогрев и приварка усиливающей накладки к патрубку, а затем к трубе выполняется в соответствии с требованиями РД-23.040.00-КТН-386-09.
6.2.10 Возбуждение дуги при сварке должно производиться в разделке или с уже выполненного шва. Запрещается возбуждать дугу на поверхности свариваемых элементов.
6.2.11 Режимы сварки прихваток должны соответствовать режимам сварки корневого слоя шва. При выполнении прихваток должно обеспечиваться гарантированное проплавление кромок.
6.2.12 Начало и конец каждой прихватки следует зачищать шлифмашинкой (абразивным кругом). Видимые дефекты на прихватках (поры, шлаки и др. дефекты) должны устраняться шлифмашинкой. Прихватки с недопустимыми дефектами (трещинами, надрывами) должны быть удалены шлифмашинкой и заварены повторно.
6.2.13 Каждый слой шва должен быть очищен от шлака и брызг. Обнаруженные дефекты сварки каждого слоя шва (одиночные поры, сетки пор, незаваренные кратера и др.) должны быть устранены шлифмашинкой. Начало и конец каждого слоя шва следует зачищать шлифмашинкой.
6.2.14 В процессе сварки каждого слоя шва должен проводиться межслойный контроль температуры. Межслойная температура должна быть в диапазоне от 50 °С до 250 °С. При снижении межслойной температуры (менее 50°С) проводится повторный подогрев до требуемой температуры. При повышении межслойной температуры
(более 250 °С) необходимо сделать перерыв для охлаждения сварного шва до требуемого диапазона температур.
6.2.15 Сварка на трубопроводе деталей вантузов диаметром более 377 мм выполняется двумя сварщиками.
6.2.16 При неблагоприятных условиях погоды сварка должна проводиться в инвентарных укрытиях.
6.2.17 По окончании сварки сварные швы вантуза должны быть накрыты теплоизолирующими поясами с целью уменьшения скорости охлаждения.
6.2.18 Типовые технологические карты приварки вантузов представлены в приложении В настоящих ОТТ.
6.2.19 Контроль качества сварных соединений производится в соответствии с разделом 10 настоящих ОТТ.
6.2.20 Восстановление изоляционного покрытия на трубопроводе производится в соответствии с разделом 11 настоящих ОТТ.
6.2.21 На установленный вантуз, за исключением вырезаемых, должна быть подготовлена исполнительно-техническая документация, включающая: паспорт на вантуз (согласно РД-23.040.00-КТН-073-15, Приложение Б). В паспорт на вантуз вносят сертификаты на электроды и изоляционные материалы, результаты дефектоскопического контроля сварных соединений, копии удостоверений сварщиков, акт на противокоррозионную изоляцию.
6.2.22 Место установки вантуза вносят в паспорт и схему профиля нефтепровода.








