По приварке к нефтепроводу и нефтепродуктопроводу вантузов, патрубков для приборов КИП, бобышек и термокарманов, катодных выводов для монтажа кабелей ЭХЗ — КиберПедия
Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
По приварке к нефтепроводу и нефтепродуктопроводу вантузов, патрубков для приборов КИП, бобышек и термокарманов, катодных выводов для монтажа кабелей ЭХЗ
2020-04-01
1631
По приварке к нефтепроводу и нефтепродуктопроводу вантузов, патрубков для приборов КИП, бобышек и термокарманов, катодных выводов для монтажа кабелей ЭХЗ0.00 из
5.000 оценок
По приварке к нефтепроводу и нефтепродуктопроводу вантузов, патрубков для приборов КИП, бобышек и термокарманов, катодных выводов для монтажа кабелей ЭХЗ
Общие технические требования
(Издание с изменением № 2 от 18.03.2016)
Главный механик ОАО «АК «Транснефть»
_________________ П.И. Шотер
«____»___________ 2016 г.
Предисловие
1 Документ разработан акционерным обществом «Институт по проектированию магистральных трубопроводов» (АО «Гипротрубопровод»), обществом с ограниченной ответственностью «Научно-исследовательский институт транспорта нефти и нефтепродуктов» (ООО «НИИ Транснефть»)
2 УтверждЕн и введЕн в действие
3 Дата введения
4 ВведЕН ВЗАМЕН ОТТ-25.160.10-КТН-006-06 «Техническое решение по приварке к нефтепроводу вантузов, патрубков для приборов КИП, катодных выводов для монтажа кабелей ЭХЗ», утв. ОАО «АК «Транснефть» 18.01.2006, СТТ-25.160.10-КТН-060-07 «Нефтепровод БТС-2. Технические требования на установку и приварку конструкций на магистральных и технологических трубопроводах», утв. ОАО «АК «Транснефть» 26.02.2007, РД 23.040.60-КТН-332-06 Инструкция по технологии монтажа, приварки патрубков для вырезки отверстий на нефтепроводах под давлением и порядку их эксплуатации» Часть 1, 2, утв. ОАО «АК «Транснефть» 12.08.2006, РД -91.200.00-КТН-107-06 «Технология замены вантузных задвижек, вантузов и ликвидации несанкционированных врезок» утв. ОАО «АК «Транснефть» 07.03.2006.
5 Срок действия – до замены (отмены)
6 Издание с изменением № 2 от 18.03.2016
7 Оригинал документа хранится в отделе научно-технического обеспечения и нормативной документации ОАО «АК «Транснефть»
8 Документ входит в состав отраслевого информационного фонда ОАО «АК «Транснефть»
9 Аннотация
Настоящий документ регламентирует технологию сборочно-сварочных работ при приварке вантузов, патрубков приборов КИП, бобышек, термокарманов, кабелей ЭХЗ к нефтепроводам и нефтепродуктопроводам, а также контроль качества сварных соединений
Подразделение ОАО «АК «Транснефть», ответственное за документ (куратор) – Управление главного механика
Информация об изменениях к настоящему документу, текст изменения, а также информация о статусе документа может быть получена в отраслевом информационном фонде ОАО «АК «Транснефть»
Права на настоящий документ принадлежат ОАО «АК «Транснефть». Документ не может быть полностью или частично воспроизведён, тиражирован и распространен без разрешения ОАО «АК «Транснефть».
ÒÓ ОАО «АК «Транснефть», 2010 г.
Содержание
1 Область применения.............................................................................................................. 1
6 Техническое решение по приварке вантузов к нефтепроводу и нефтепродуктопроводу 7
7 Техническое решение по приварке к нефтепроводу и нефтепродуктопроводу патрубков для приборов КИП.............................................................................................................................. 14
8 Технические решения по приварке бобышек и термокарманов к нефтепроводу и нефтепродуктопроводу................................................................................................................ 17
9 Техническое решение по приварке к нефтепроводу и нефтепродуктопроводу катодных выводов для монтажа кабелей ЭХЗ............................................................................................ 21
10 Контроль сварных соединений.......................................................................................... 27
11 Технология нанесения изоляционных покрытий на места приварки вантуза к нефтепроводу, патрубка для приборов КИП, бобышек и термокарманов, присоединения катодных выводов для монтажа кабелей ЭХЗ................................................................................................................... 28
12 Охрана труда и промышленная безопасность................................................................... 29
Приложение А (рекомендуемое) Пример оформления типовой технологической карты сборки и сварки патрубка приборов КИП................................................................................................. 32
Приложение Б (рекомендуемое) Пример оформления типовой технологической карты термитной приварки катодных выводов ЭХЗ.............................................................................................. 33
Приложение В (рекомендуемое) Пример оформления типовой технологической карты сборки и сварки разрезного вантузного тройника.................................................................................... 34
Приложение Г (рекомендуемое) Пример оформления типовой операционной технологической карты сборки и сварки термокармана на нефтепроводе.......................................................... 36
Введение
Документ разработан на основе требований и опыта применения технических решений, изложенных в ОТТ-25.160.10-КТН-006-06 «Технические решения по приварке к нефтепроводу вантузов, патрубков для приборов КИП, катодных выводов для монтажа кабелей ЭХЗ», РД-23.040.60-КТН-332-06 «Инструкция по технологии монтажа, приварки патрубков для вырезки отверстий на нефтепроводах под давлением и порядку их эксплуатации» (части 1 и 2), СТТ-25.160.10-КТН-060-07 «Нефтепровод БТС-2. Технические требования на установку и приварку конструкций на магистральных и технологических трубопроводах», РД-91.200.00-КТН-107-06 «Технология замены вантузных задвижек, вантузов и ликвидации несанкционированных врезок» и ОТТ-75.200.00-КТН-169-08 «Датчики температуры и термокарманы (гильзы защитные), устанавливаемые на НПС», а также национальных стандартов Российской Федерации.
Настоящий документ устанавливает требования к конструкциям, к выполнению сборочных и сварочных работ при приварке вантузов, патрубков для подключения приборов КИП, катодных выводов для монтажа кабелей ЭХЗ, термокарманов и бобышек к нефтепроводам и нефтепродуктопроводам (далее - нефтепроводам).
Область применения
1.1 Настоящий документ устанавливает требования на выполнение сборочных и сварочных работ при приварке вантузов, патрубков для подключения приборов КИП, бобышек, термокарманов, катодных выводов для монтажа кабелей ЭХЗ к нефтепроводам, нефтепродуктопроводам (ремонтным конструкциям на них установленным) диаметром от 159 до 1220 мм с толщиной стенки от 4 мм до 30 мм, с рабочим давлением до 14,0 МПа, изготовленных из сталей класса прочности К65 и менее, а также требования к проведению контроля качества выполненных сварных соединений, нанесению изоляции на выполненные сварные соединения и технике безопасности при выполнении вышеуказанных работ».
1.2 По общим вопросам подготовки и организации сварочных работ следует руководствоваться требованиями РД-25.160.00-КТН-037-14, РД-23.040.00-КТН-386-09. Вопросы экологической безопасности в данном документе не рассматриваются.
1.3 Документ обязателен для всех организаций системы «Транснефть» и сторонних организаций, занимающихся проектированием, монтажом и эксплуатацией нефтепроводов и нефтепродуктопроводов.
Нормативные ссылки
В настоящем документе использованы ссылки на следующие нормативные документы:
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
Правила технической эксплуатации электроустановок потребителей (ПТЭЭП)
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД-03.120.10-КТН-007-16 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Аттестация сварочного производства на объектах организаций системы «Транснефть»
РД-23.040.00-КТН-386-09 Технология ремонта магистральных нефтепроводов и нефтепродуктопроводов с давлением до 6,3 МПа
ОТТ-25.160.00-КТН-010-16 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Оборудование и материалы сварочные. Общие технические требования
РД-25.160.10-КТН-016-15 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных трубопроводов
РД-25.160.00-КТН-037-14 Сварка при строительстве и ремонте магистральных нефтепроводов
ОР-25.220.01-КТН-260-10 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Наружное антикоррозионное покрытие трубопроводов. Инструкция по ремонту и замене
РД-13.110.00-КТН-260-14 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Правила безопасности при эксплуатации объектов ОАО «АК «Транснефть»
РД-13.220.00-КТН-148-15 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Правила пожарной безопасности на объектах организаций системы «Транснефть»
РД-23.040.00-КТН-140-11 Методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов и нефтепродуктопроводов
РД-35.240.50-КТН-109-13 Автоматизация и телемеханизация технологического оборудования площадочных и линейных объектов магистральных нефтепроводов и нефтепродуктопроводов. Основные положения
РД-75.180.00-КТН-274-10 Технология установки ремонтных конструкций на трубопроводы диаметром 1067 и 1220 мм с давлением 10 МПа
РД-91.020.00-КТН-234-10 Нормы проектирования электрохимической защиты магистральных трубопроводов и сооружений НПС
ОР-03.120.20-КТН-111-14 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Реестр основных видов продукции. Формирование и ведение. Организация экспертизы технической документации, инспекции производства заводов-изготовителей и испытаний продукции, закупаемой организациями системы «Транснефть»
РД-23.040.00-КТН-073-15 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Вырезка и врезка «катушек», соединительных деталей, запорной и регулирующей арматуры. Подключение участков магистральных трубопроводов. Требования к организации и выполнению работ
ОР-13.100.00-КТН-030-12 Порядок допуска подрядных организаций к производству работ по строительству, техническому перевооружению, реконструкции, капитальному и текущему ремонту, ремонтно-эксплуатационным нуждам объектов ОАО «АК «Транснефть»
ОР-03.100.30-КТН-150-11 Порядок организации огневых, газоопасных и других работ повышенной опасности на взрывопожароопасных и пожароопасных объектах организаций системы «Транснефть» и оформления нарядов-допусков на их подготовку и проведение
Примечание - При пользовании настоящим нормативным документом целесообразно проверить действие ссылочных нормативных документов в соответствии с действующим «Перечнем законодательных актов и основных нормативных и распорядительных документов, действующих в сфере магистрального трубопроводного транспорта нефти и нефтепродуктов». Если ссылочный документ заменен (изменен), то при пользовании настоящим нормативным документом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку».
3 Термины и определения
В настоящем документе применены следующие термины с соответствующими определениями:
3.1 аттестованный сварщик: Сварщик, аттестованный в соответствии с требованиями ПБ 03-273-99 и документами, действующими в системе ОАО «АК «Транснефть», и имеющий соответствующее удостоверение.
3.2 вантуз: Устройство, состоящее из патрубка с вантузной запорной арматурой, имеющей одну сторону под приварку, другую – фланцевую, или имеющая фланцы с двух сторон, приваренное под прямым углом к оси трубопровода, предназначенное для впуска воздуха при освобождении и выпуска газовоздушной смеси при заполнении трубопровода, подключения насосных агрегатов для откачки (закачки) нефти (нефтепродукта) из трубопровода при выполнении плановых и аварийных работ на линейной части магистральных трубопроводов.
3.3 усиливающая накладка: Усиливающий элемент, устанавливаемый вокруг патрубка при приварке вантуза к трубопроводу при отношении диаметра врезаемого патрубка к диаметру трубопровода (d/D) более чем 0,2.
3.4 Реестр ОВП ОАО «АК «Транснефть»: Перечень продукции, прошедшей оценку соответствия нормативно-технической базе ОАО «АК «Транснефть», систематизированный по основным видам продукции согласно Перечню основных видов продукции и согласованный с ОАО «АК «Транснефть» для применения при комплектации объектов магистрального трубопроводного транспорта нефти и нефтепродуктов (по ОР-03.120.20-КТН-111-14)».
3.5 патрубок: Отрезок трубы, присоединенный к трубопроводу, резервуару и другим конструкциям, служащий для подключения к ним запорной арматуры или других конструкций.
3.6 датчик температуры: Техническое средство с нормированными метрологическими характеристиками, служащее для преобразования температуры измеряемой среды в другую величину или измерительный сигнал, удобный для обработки, хранения, дальнейших преобразований, индикации или передачи.
3.7 термокарман (гильза защитная): Конструкция, устанавливаемая в трубопровод, предназначенная для монтажа в нее датчиков температуры, обеспечивающая защиту сенсора датчика от негативного воздействия измеряемой среды (избыточное воздействие, химические воздействия, механические воздействия) и передачу температуры измеряемой среды (нефть, нефтепродукты) к чувствительному элементу (сенсору) датчика. Конструктивное исполнение и способ монтажа термокармана должны обеспечивать замену устанавливаемых в них датчиков температуры без разгерметизации трубопровода и демонтажа термокармана.
Обозначения и сокращения
«В настоящем документе применены следующие обозначения и сокращения:
ПВК - контроль проникающими веществами (здесь: капиллярные методы контроля);
РД - руководящий документ;
РК - радиографический контроль;
РНУ - районное нефтяное управление;
РТФ – разовая тигельная форма;
ТУ- технические условия;
УЗК - ультразвуковой контроль;
ЦБПО - центральная база производственного обслуживания;
ЦРС - центральная ремонтная служба;
ЭХЗ - электрохимическая защита;
Dп - диаметр патрубка, мм;
Dт - диаметр трубы, мм».
Общие положения
5.1 К выполнению сварочных работ на объектах ОАО «АК «Транснефть» допускаются сварщики, аттестованные НАКС в соответствии с требованиями, действующими в системе ОАО «АК «Транснефть».
Перед началом сварочных работ на объекте сварщики (операторы) должны пройти допускные испытания в соответствии с требованиями РД-03.120.10-КТН-007-16 и РД-25.160.00-КТН-037-14.
Примечание - Не распространяется на приварку выводов ЭХЗ».
5.2 Сварочное оборудование и сварочные материалы должны быть аттестованы в соответствии с РД 03-613-03, РД 03-614-03, РД-03.120.10-КТН-007-16, отвечать требованиям ОТТ-25.160.00-КТН-010-16 и входить в реестр ОВП ОАО «АК «Транснефть».
5.3 Технологии сварки неразрезных вантузных тройников заводского изготовления, сварки кольцевых стыковых швов приварки деталей к патрубкам, технологии приварки патрубков КИП и бобышек при строительстве и ремонте трубопроводов подлежат аттестации в соответствии с требованиями РД 03-615-03, РД-03.120.10-КТН-007-16, РД-25.160.00-КТН-037-14 и настоящих ОТТ.
Технологии сварки разрезных штампосварных, муфтовых, вантузных тройников заводского изготовления, вантузных патрубков без (или с) усиливающей накладкой, технология приварки патрубков КИП и бобышек в процессе эксплуатации трубопроводов подлежат аттестации в соответствии с требованиями РД 03-615-03, РД-23.040.00-КТН-386-09, РД-25.160.00-КТН-037-14 и настоящих ОТТ.
Технологии приварки выводов ЭХЗ подлежат аттестации в соответствии с требованиями РД 03-615-03
5.4 Ссылка на настоящий документ при его использовании в полном объеме или частично является обязательной.
5.5 Сварка на действующих магистральных нефтепроводах, нефтепродуктопроводах выполняется при допустимых давлениях и скоростях движения продукта в трубопроводе определяемых в соответствии с РД-23.040.00-КТН-386-09.
5.6 Сварочные материалы
5.6.1 Выбор сварочных материалов производится в зависимости от типа применяемой конструкции и технологии сварки в соответствии с требованиями РД-25.160.00-КТН-037-14, РД-23.040.00-КТН-386-09, РД-75.180.00-КТН-274-10, а также требованиями настоящего документа».
5.6.2 Сварочные электроды, предназначенные для приварки выводов ЭХЗ, должны быть аттестованы в соответствии с требованиями НАКС, с учетом дополнительных требований, изложенных в РД-03.120.10-КТН-007-16. Сварочные электроды должны быть включены в реестр ОВП ОАО «АК «Транснефть».
Термитные смеси, паяльно-сварочные стержни, термокарандаши и РТФ из термитных смесей, предназначенные для приварки выводов ЭХЗ, должны быть аттестованы в соответствии с требованиями НАКС».
5.6.3 Сварочные электроды непосредственно перед их выдачей в производство, при отсутствии специальных указаний предприятия-изготовителя сварочных материалов необходимо просушить (прокалить):
- при температуре 300 ºС в течение 1 часа для электродов с основным видом покрытия до типа Э55».
5.6.4 Электроды на сварку должны подаваться на рабочее место сварщика непосредственно после прокалки в «горячем» состоянии и храниться в термопеналах.
5.7 Контроль качества сварных соединений выполняется в соответствии с требованиями РД-25.160.10-КТН-016-15 и раздела 10 настоящих ОТТ.
5.8 Контроль поверхности и тела трубы выполнять в соответствии с ОР-19.100.00-КТН-010-10.
5.9 Примеры оформления типовых операционных технологических карт сборки и сварки изделий представлены в приложениях А, Б, В, Г.
Конструкции вантузов
6.1.1 Выбор конструкции устанавливаемого на трубопровод вантуза производится на стадии разработки проекта (проекта производства работ) с учетом рабочего давления в трубопроводе, назначения вантуза и объема откачиваемого продукта в соответствии с требованиями РД-23.040.00-КТН-073-15 и настоящих ОТТ. Для установки на трубопровод должны применяться следующие конструкции вантузов:
- неразрезные вантузные тройники заводского изготовления, устанавливаемые при строительстве трубопровода и изготовлении укрупненных узлов. Неразрезные вантузные тройники применяются на трубопроводах с рабочим давлением до 14 МПа (рисунок 6.1);
Рисунок 6.1 – Конструктивное исполнение вантузного неразрезного тройника заводского изготовления на рабочее давление до 14 МПа.
– разрезные штампосварные тройники. Разрезные штампосварные тройники предназначены для установки на трубопроводы с рабочим давлением до 10,0 МПа (рисунок 6.2);
– разрезные вантузные тройники. Разрезные вантузные тройники предназначены для установки на трубопроводы с рабочим давлением до 6,3 МПа (рисунок 6.3);
– муфтовые тройники заводского изготовления. Муфтовые тройники заводского изготовления предназначены для установки на трубопроводы с рабочим давлением до 6,3 МПа (рисунок 6.4);
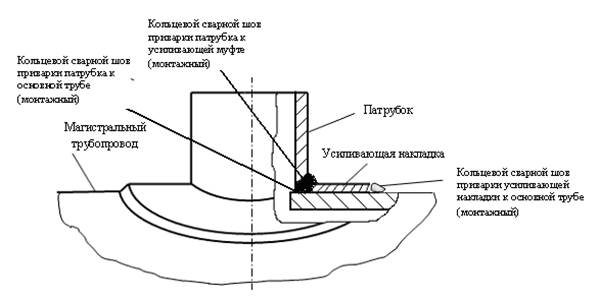
– вантузные патрубки без (или с) усиливающей накладкой. Вантузные патрубки используются для установки на трубопроводы с рабочим давлением до 6,3 МПа на период выполнения ремонтных работ, с последующей их вырезкой (рисунок 6.5).
6.1.2 В качестве постоянной конструкции на трубопроводах разрешается применять неразрезные, разрезные, штампосварные и муфтовые вантузные тройники.
1 - верхняя полумуфта; 2 - нижняя полумуфта; 3 - патрубок; 5 -труба; 6 - продольный стыковой шов (монтажный); 7 - кольцевой сварной шов приварки патрубка к тройнику (монтажный); 9 - кольцевой угловой сварной шов приварки тройника к трубе (монтажный)
до 10 МПа.
Рисунок 6.3 – Разрезной вантузный тройник на рабочее давление до 6,3 МПа.
DТ , DП - диаметр основной трубы и патрубка соответственно
Рисунок 6.4 – Конструктивное исполнение муфтового тройника заводского исполнения на рабочее давление до 6,3 МПа.
Рисунок 6.5 – Вантузный патрубок с усиливающей накладкой на рабочее давление до 6,3 МПа.
6.1.3 Вантузные патрубки с усиливающими накладками и без них допускается применять только при проведении ремонтных работ на трубопроводах диаметром от 159 до 1220 мм при условии их установки в заменяемый участок трубопровода (катушку). По окончании работ катушку с вваренным вантузным патрубком вырезают. Монтаж вантузов для откачки нефти и нефтепродуктов из ремонтируемого участка трубопровода производится на верхней и нижней образующей трубы (рисунок 6.6). Количество и диаметр врезаемых для откачки вантузов зависит от объема откачиваемого продукта, рассчитывается в соответствии с РД-23.040.00-КТН-073-15 и указывается в проектной документации (проекте производства работ).
6.1.4 Вантузные тройники, патрубки и усиливающие накладки должны изготавливаться по техническим условиям, включенным в реестр ОВП ОАО «АК «Транснефть» и испытываться в заводских условиях, в условиях ЦБПО, БПО, ЦРС, АРС (АВС). Не допускается применение разрезных усиливающих накладок, а также усиливающих накладок и патрубков, изготовленных в полевых условиях.
6.1.5 Диаметры трубопроводов и соответствующих им вантузов представлены в таблице 6.1.
6.1.6 Геометрические параметры патрубков вантузов и вантузных тройников приведены в приложении А РД-23.040.00-КТН-386-09.
Таблица 6.1. Диаметры применяемых вантузных тройников, патрубков в зависимости от диаметра эксплуатируемого трубопровода
Диаметр трубопровода
Диаметр патрубка
159
57
219-325
57-108
377-426
108-159
530-1220
159-219
6.1.7 Срок разрешенной эксплуатации конструкций вантузов на давление до 6,3 МПа определяется согласно РД-23.040.00-КТН-140-11. Срок эксплуатации разрезных вантузных тройников на давление более 6,3 МПа определяется согласно РД-75.180.00-КТН-274-10.
А – расстояние между вантузами; b – ширина усиливающей накладки; d –диаметр вантуза (патрубка); D – диаметр трубопровода; h – высота патрубка вантуза1);
С – минимальное расстояние между усиливающими накладками
№ п/п
Диаметр трубопровода D
Диаметр вантуза d
Ширина
усиливающей накладки b
Минимальное
расстояние
между усиливающими
накладками C
Расстояние
между
врезаемыми
вантузами А
1
2
3
4
5
6
1
159
57
100
100
400
2
От 219 до 325
От 57 до 108
100
100
450
3
От 377 до 426
От 108 до 159
100
100
500
4
От 530 до 1220
От 159 до 219
100
100
500
Рисунок 6.6 – Схема и основные параметры расстановки вантузов для откачки нефти и нефтепродукта
6.1.8 При соотношении диаметра врезаемого вантузного патрубка к диаметру трубопровода (d/D) более чем 0,2 приварка вантузного патрубка выполняется только с усиливающей накладкой. Усиливающая накладка вантузного патрубка при его установке для откачки нефти/нефтепродукта на вырезаемой (удаляемой) катушке изготавливается из трубы соответствующего диаметра и класса прочности трубе МН/МНПП. Усиливающая накладка должна иметь ширину 0,4 диаметра патрубка, но не менее 100 мм, толщину, соответствующую толщине стенки МН/МНПП, и иметь технологическое отверстие диаметром от 4 до 6 мм на расстоянии 50 мм от внешнего края по радиальной оси. Диаметр внутреннего отверстия в усиливающей накладке должен превышать наружный диаметр патрубка на 2 – 4 мм.
6.1.9 Диаметр вырезаемого в трубопроводе отверстия должен быть меньше внутреннего диаметра привариваемого вантузного патрубка на величину от 10 до 15 мм».
Требования к установке, сборке и сварке вантузов
6.2.1 Установка, сборка и сварка неразрезных вантузных тройников с трубами толщиной от 4 до 30 мм производится в соответствии с требованиями РД-25.160.00-КТН-037-14 (для участков трубопроводов с рабочим давлением до 14 МПа).
6.2.2 Установка, сборка и сварка разрезных штампосварных тройников производится в соответствии с требованиями РД-75.180.00-КТН-274-10 (для участков трубопроводов с рабочим давлением до 10 МПа).
6.2.3 Установка, сборка и сварка разрезных вантузных тройников на трубах с толщиной стенки от 5 до 30 мм производится в соответствии с требованиями РД-23.040.00-КТН-386-09 на установку, сборку и сварку разрезных тройников П9 (для участков трубопроводов с рабочим давлением до 6,3 МПа).
6.2.4 Установка, сборка, сварка муфтовых тройников на трубах с толщиной стенки от 5 до 30 мм производится в соответствии с требованиями РД-23.040.00-КТН-386-09 на установку, сборку и сварку муфтовых тройников П8 (для участков трубопроводов с рабочим давлением до 6,3 МПа).
6.2.5 Сборка и сварка вантузного патрубка с трубой и усиливающей накладкой на трубах с толщиной стенки от 5 до 30 мм производится в соответствии с требованиями РД-23.040.00-КТН-386-09 на установку, сборку и сварку ремонтной конструкции П7 (для участков трубопроводов с рабочим давлением до 6,3 МПа).
6.2.6 Врезка вантузного патрубка в трубопровод включает следующие работы:
- обеспечение рабочего давления в трубопроводе, в месте производства работ, в соответствии с положениями РД 23.040.00-КТН-386-09;
- разметку и подгонку патрубка вантуза к нефтепроводу;
- приварку патрубка к нефтепроводу;
- контроль качества сварного шва;
- монтаж и сварку усиливающего воротника (при необходимости).
6.2.7 Установка вантузного патрубка, в том числе с усиливающей накладкой производится с учетом следующих требований:
- перед установкой патрубка необходимо удалить изоляционное покрытие на расстоянии до 100 мм от внешних сварных швов патрубка либо усиливающей накладки, поверхность трубы трубопровода очистить от грязи, ржавчины и окалины. Для очистки металлической поверхности трубы применяется шлифмашинка с металлической щеткой, затем поверхность обрабатывается наждачной бумагой;
- поверхность трубы в местах установки патрубков и усиливающих накладок подвергается визуальному контролю на отсутствие поверхностных дефектов коррозионного и механического происхождения, замеряется фактическая толщина стенки трубы в местах приварки (ультразвуковым толщиномером), проводится ультразвуковая дефектоскопия мест приварки на отсутствие трещин и расслоений. Контроль стенки трубы в местах приварки должен проводиться на ширине 50 мм в обе стороны от линии сварки;
- на поверхности трубы в месте приварки не допускается: наличие трещин, расслоений, сквозных дефектов, и уменьшение толщины стенки трубы более чем на 5 % от номинального значения. При наличии вышеуказанных дефектов и требований по толщине стенки установка вантуза запрещается;
- патрубок вантуза устанавливается перпендикулярно оси трубы. Отклонение оси патрубка от вертикали/горизонтали не более 1º;
- величина зазора между свариваемыми кромками патрубка и поверхностью трубы должна составлять от 2 до 3 мм. Допускаются зазор до 4 мм на длине не более 1/6 периметра стыка;
- поверхность усиливающей накладки с наружной и внутренней сторон должна быть очищена шлифмашинкой с металлической щеткой. Внутренняя и наружная поверхность патрубка должна быть очищена от ржавчины на ширину не менее 20 мм от свариваемой кромки;
- усиливающая накладка должна плотно прилегать к поверхности трубы. Подгонка усиливающей накладки к трубе проводится с помощью шаблона. Величина зазора между кромкой усиливающей накладки и трубой не должна превышать 1,0 мм на длине до 1/4 внешнего периметра усиливающей накладки;
- расстояние от внешнего углового сварного шва патрубка или усиливающей накладки (при ее наличии) до кольцевого стыка и продольного шва на трубопроводе, а также между швами любых приварных элементов должно быть не менее 100 мм;
- первоначально выполняется прихватка усиливающей накладки по внутреннему диаметру к патрубку. Затем выполняется прихватка усиливающей накладки к трубе;
- длина прихваток не менее 30 мм. Количество прихваток по внутреннему диаметру усиливающей накладки не менее 4 шт. Количество прихваток по наружному диаметру не менее 6 шт. Прихватки должны равномерно располагаться по длине шва.
6.2.8 Сборка вантузного патрубка с (без) усиливающей накладкой проводится в следующей последовательности:
- собирается и сваривается патрубок с трубой трубопровода кольцевыми угловыми швами. При сварке вантузного патрубка с усиливающей накладкой усиливающая накладка временно закрепляется в верхней части патрубка;
- на прихватках устанавливается усиливающая накладка на трубе, производится сварка усиливающей накладки с патрубком и трубой кольцевым угловым швом (соединение «усиливающая накладка – патрубок - труба»);
6.2.9 Предварительный подогрев и приварка усиливающей накладки к патрубку, а затем к трубе выполняется в соответствии с требованиями РД-23.040.00-КТН-386-09.
6.2.10 Возбуждение дуги при сварке должно производиться в разделке или с уже выполненного шва. Запрещается возбуждать дугу на поверхности свариваемых элементов.
6.2.11 Режимы сварки прихваток должны соответствовать режимам сварки корневого слоя шва. При выполнении прихваток должно обеспечиваться гарантированное проплавление кромок.
6.2.12 Начало и конец каждой прихватки следует зачищать шлифмашинкой (абразивным кругом). Видимые дефекты на прихватках (поры, шлаки и др. дефекты) должны устраняться шлифмашинкой. Прихватки с недопустимыми дефектами (трещинами, надрывами) должны быть удалены шлифмашинкой и заварены повторно.
6.2.13 Каждый слой шва должен быть очищен от шлака и брызг. Обнаруженные дефекты сварки каждого слоя шва (одиночные поры, сетки пор, незаваренные кратера и др.) должны быть устранены шлифмашинкой. Начало и конец каждого слоя шва следует зачищать шлифмашинкой.
6.2.14 В процессе сварки каждого слоя шва должен проводиться межслойный контроль температуры. Межслойная температура должна быть в диапазоне от 50 °С до 250 °С. При снижении межслойной температуры (менее 50°С) проводится повторный подогрев до требуемой температуры. При повышении межслойной температуры (более 250 °С) необходимо сделать перерыв для охлаждения сварного шва до требуемого диапазона температур.
6.2.15 Сварка на трубопроводе деталей вантузов диаметром более 377 мм выполняется двумя сварщиками.
6.2.16 При неблагоприятных условиях погоды сварка должна проводиться в инвентарных укрытиях.
6.2.17 По окончании сварки сварные швы вантуза должны быть накрыты теплоизолирующими поясами с целью уменьшения скорости охлаждения.
6.2.18 Типовые технологические карты приварки вантузов представлены в приложении В настоящих ОТТ.
6.2.19 Контроль качества сварных соединений производится в соответствии с разделом 10 настоящих ОТТ.
6.2.20 Восстановление изоляционного покрытия на трубопроводе производится в соответствии с разделом 11 настоящих ОТТ.
6.2.21 На установленный вантуз, за исключением вырезаемых, должна быть подготовлена исполнительно-техническая документация, включающая: паспорт на вантуз (согласно РД-23.040.00-КТН-073-15, Приложение Б). В паспорт на вантуз вносят сертификаты на электроды и изоляционные материалы, результаты дефектоскопического контроля сварных соединений, копии удостоверений сварщиков, акт на противокоррозионную изоляцию.
6.2.22 Место установки вантуза вносят в паспорт и схему профиля нефтепровода.
Контроль сварных соединений
10.1 Для обеспечения требуемого уровня качества сварных соединений объем и порядок выполнения неразрушающего контроля сварных соединений принимается в соответствии с указаниями проектной документации. При отсутствии указаний в проекте контроль проводится в соответствии с требованиями РД-25.160.10-КТН-016-15».
Места приварки выводов ЭХЗ контролируются только ВИК.
10.2 При визуальном контроле оценивается качество формирования сварных швов отсутствие наплывов, выходящих на поверхность дефектов, незаваренных кратеров и видимых подрезов.
10.3 Сварные соединения, выполненные ручной дуговой сваркой, которые по результатам визуального контроля не соответствуют требованиям РД-25.160.10-КТН-016-15 и п.10.2 настоящих ОТТ дальнейшему контролю не подлежат, до устранения выявленных дефектов.
10.4 В сварных швах не допускаются трещины всех видов и направлений, подрезы на основном металле трубы, непровары в корневом слое шва, несплавления между металлом шва, основным металлом трубы и конструктивными элементами, несплавления между слоями.
10.5 Оценка качества сварных соединений производится в соответствии с требованиями настоящего раздела и требованиями РД-25.160.10-КТН-016-15.
10.6 Ремонт недопустимых дефектов сварных соединений, обнаруженных при проведении контроля, проводят в соответствии с требованиями РД-23.040.00-КТН-386-09.
10.7 Все отремонтированные участки сварных соединений подлежат повторному контролю качества в соответствии с пунктом 10.1 в объеме 100 %.
ОБЪЕКТ
СТРОИТЕЛЬСТВА
ТИП
ТРУБОПРОВОДА
ДИАМЕТР
КИЛОМЕТРАЖ
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ
ШИФР
КАРТЫ
Магистральный
Нефтепровод
1020 мм
труба + патрубок приборов КИП
Элемент
Диаметр, мм
Толщина стенки мм
Марка стали
Класс
Прочности стали
Электроды
Типа Э50А по ГОСТ 9467
(Е7016 по AWS А5.1)
диам 2,5/2,6/3,0/3,2 мм Корневой Заполняющие слои
1. Выполнить прокалку электродов:
- тип Э50А в течение 1,0 часа при температуре 300 ºC.
1. Минимальное расстояние между продольным или кольцевым швом трубы и швом приварки патру





 до 10 МПа.
до 10 МПа.