Нормой времени называют регламентируемые затраты времени, необходимые для выполнения данной операции в нормальных производственных условиях.
Норма штучного времени при выполнении станочных работ состоит из следующих основных частей:
1) основного или технологического времени;
2) вспомогательного времени:
) время обслуживания рабочего места;
) время перерывов на отдых и физические потребности;
Формула штучного времени (Тшт)
Тшт = Тосн+Твсп+Тобсл+Тлн;
Формула основного времени (То)
То = LЧi / SЧn,
где L - длина обрабатываемого участка, в мм; i - число проходов; S - подача, в мм/мин n - число оборотов, в об/мин L = l+lвр+lпр, где l - длина заготовки; lвр - длина врезания; lпр - длина прохода;
Расчет штучного времени на переход:
Операция 010 Токарная.
L = 2+2+5,7 = 10,7 (мм) To = 10,7Ч1/0,6Ч4000 = 0,004 (мин) Tвсп = 0,35 (мин) Тшт.о. = 0,004+0,35+0,1+3 = 3,45 (мин)
Производственная характеристика оборудования
Обоснование выбора оборудования
Применение оборудования, выбранному по проектируемому технологическому процессу, удовлетворяет всем требованиям по изготовлению детали. Применяемое оборудование позволяет обеспечить коэффициенты точности поверхностей, необходимые параметры шероховатости и допустимые формы, предъявляемые к детали. При этом наиболее полно используется технологические возможности оборудования, что позволяет максимально использовать эффективность его использования.
По проектируемому технологическому процессу используют оборудование, позволяющее хорошее использование для крупносерийного производства.
При выборе станочного оборудования необходимо учитывать:
характер производства;
методы достижения заданной точности при обработке;
соответствие станка размерам детали;
мощность станка;
удобство управления и обслуживания станка;
габаритные размеры и стоимость станка;
возможность оснащения станка высокопроизводительными приспособлениями и средствами механизации и автоматизации.
Исходя из всего этого я выбрал следующие виды станков:
Ленточно-отрезной станок 8543А
Станок предназначен для распиливания сортового материала на заготовки.
Токарный станок с ЧПУ SL - 20.
Станок предназначен для токарной обработки деталей из материала, требующего последовательного применения различных режущих инструментов. Наиболее характерными деталями для обработки на станке являются штуцеры, ниппели, втулки, резьбовые детали и т.д., изготовляемые в условиях серийного производства.
Система измерения инструмента.
Шпоночно-фрезерный станок 692Р-1 Станок предназначен для фрезерования различных деталей из стали, чугуна и
цветных металлов сравнительно небольших размеров.
Достаточная мощность приводов и широкий диапазон скоростей и подач позволяет успешно работать на станке, как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Описание конструкции режущего инструмента
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его вида, конструкции и размеров в значительной мере предопределяется методами обработке, свойствами обрабатываемого материала, требуемой точностью и качеством обрабатываемой поверхности заготовки.
При выборе инструмента необходимо стремится применить стандартный инструмент, но когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку несколько поверхностей.
Выбор режущей части инструмента имеет большое значение для повышения производительности и снижение себестоимости обработки.
Для обработки стали следует применять инструмент, режущей части которого изготовляется титановольфрамовых твердых сплавов (Т5К10, Т14К8, Т15К6, Т15К6Т, Т30К4), быстрорежущие инструментальных сталей (Р18, Р9, Р9Ф4, Р14Ф4), вольфрамовых твердых сплавов (ВК2, ВК3М, ВК4, ВК8) и др.
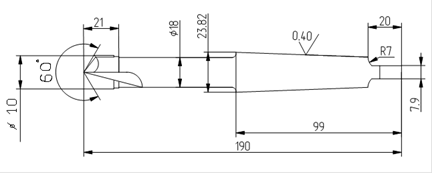
Твердосплавное, машинное сверло.
Данное сверло предназначено для изготовления лунок на торце детали. Состоит из: 1 - режущая часть 2 - направляющая 3 - хвостовик 4 - лапка
Организация производства





