Различия в размерах тепловых узлов вызывают либо появление напряжений в отливке, либо их деформацию - коробление. Коробление отливок возникает в результате неравномерного охлаждения и усадки ее элементов, переходящей в пластические деформации. Неравномерность охлаждения вызывается различными размерами сечений или различными условиями отвода теплоты от элементов отливки, образующих единую связанную систему.
Виды напряжений. В процессе формирования отливки и охлаждения до температуры окружающей среды в ней возникает сложное напряженное состояние. По физической природе и размерам области уравновешивания различают напряжения I рода - зональные напряжения, возникающие в макрообъемах, с градиентом по всей отливке или отдельным частям ее; напряжения II рода - в макрообъемах, в пределах микрозерна или группы зерен; напряжения III рода - в субмикроскопических областях, в пределах кристаллической решетки.
По источнику происхождения напряжения подразделяют на усадочные (возникающие в результате сопротивления усадке металла со стороны формы и стержней); термические (возникающие за счет градиента температур по сечению отливки и неравномерного или неодновременного сжатия (расширения) отдельных частей отливки, слоев структурных зон); фазовые (возникающие в результате различия удельных объемов фаз при фазовых превращениях). Независимо от источника происхождения все эти напряжения алгебраически складываются, и их результирующее воздействие зависит от соотношения суммарного напряжения и механических свойств сплава.
Усадочные напряжения всегда растягивающие. Их величина зависит от сопротивления формы и стержней. По размерам области уравновешивания — это в основном напряжения I рода. При высоких температурах происходит релаксация усадочных напряжений вследствие пластической деформации. С переходом сплава в упругое состояние напряжения накапливаются и достигают максимума к моменту выбивки отливки из формы: после выбивки напряжения частично снимаются.
Механическое торможение усадки возникает в отливках, имеющих внутренние полости и выступающие части, так как сокращение наружных размеров отливок встречает сопротивление формы. В зависимости от материала формы (песчаная смесь, металлический кокиль и т.д.) это сопротивление приближенно характеризуют коэффициентом жесткости и для абсолютно податливых форм  =0, для абсолютно жестких = 1, в общем случае 0 < < 1. В области низких температур, когда металл переходит в упругое состояние, деформации, вызванные торможением усадки, способствуют появлению так называемых усадочных напряжений
=0, для абсолютно жестких = 1, в общем случае 0 < < 1. В области низких температур, когда металл переходит в упругое состояние, деформации, вызванные торможением усадки, способствуют появлению так называемых усадочных напряжений
Термическое торможение усадки возникает в результате взаимных деформаций при неравномерном охлаждении различных частей отливки сложной конфигурации. Массивные и тонкие части отливки затвердевают не одновременно и охлаждаются с различной скоростью, в результате чего между ними возникают перепады температур, величина которых сначала возрастает, достигает максимума, а затем снижается до нуля при полном охлаждении отливки. В области высоких температур деформации носят пластический характер и не приводят к появлению напряжений (Е = 0), хотя и вызывают снижение свойств металла в результате образования большого числа дислокаций в структуре. После перехода всей отливки в упругое состояние возникающие деформации приводят к появлению термических напряжений.
Фазовые напряжения в наибольшей степени зависят от свойств сплава (точнее, от свойств фаз и структурных составляющих). Возникновение и уровень напряжений определяется: 1) различием удельных объемов фаз; 2) упругими и пластическими свойствами матрицы сплава (то есть основной структурной составляющей); 3) последовательностью протекания фазового превращения в объеме отливки (из-за наличия градиента температур фазовые превращения протекают, как правило, не одновременно).
Снятие напряжений. Для снятия напряжений обычно используют термическую обработку различных видов. При отжиге I рода температура нагрева не связана с температурой фазовых превращений. Отжиг стальных и чугунных отливок обычно производится при температуре 450-650 °С в течение 2-10 ч. Отливки из алюминиевых сплавов отжигают при 250-350 °С. С повышением температуры нагрева скорость релаксации напряжений резко возрастает, и, следовательно, сокращается необходимая длительность отжига. Отжиг II рода связан с фазовой перекристаллизацией сплава, поэтому он наиболее полно снимает напряжения в отливках и одновременно исправляет крупнозернистую и зернистую структуру в сталях и некоторых сплавах.
Крупногабаритные чугунные отливки (базовые детали станков и т.п.) для частичного снятия остаточных напряжений и предотвращения коробления иногда подвергаются длительному вылеживаю в течение нескольких месяцев при температуре окружающей среды. Этот процесс обычно называют естественным старением.
Усадочные, фазовые и термические напряжения в отливках. Влияние состава сплава и технологических факторов на развитие внутренних напряжений в отливках. Остаточные напряжения и меры по их снижению (диаграмма, графики)
Большое значение имеет температура, при которой происходит фазовое превращение, так как с повышением температуры свойства матрицы и избыточных фаз сильно изменяются: снижается прочность и повышается пластичность. Поэтому при высокотемпературных превращениях, даже в случае большого различия удельных объемов фаз, происходит релаксация напряжений в результате микропластических сдвигов и не возникает больших остаточных напряжений. Превращения при температурах в зоне упругости сплава и пониженной пластичности вызывают большие временные напряжения, релаксация которых может осуществляться только путем микроразрушений - образования микротрещин. Наиболее опасны с этой точки зрения фазовые превращения в высоколегированных сталях с мартенситной матрицей, в отбеленных чугунах с ледебуритной матрицей и в жаропрочных сплавах, содержащих большое количество интерметаллидов.
По источнику происхождения напряжения подразделяют на усадочные – возникающие в результате сопротивления усадке металла со стороны формы и стержней; термические – возникающие за счет градиента температур по сечению отливки и неравномерного или неодновременного сжатия (расширения) отдельных частей отливки, слоев структурных зон; фазовые – возникающие в результате различия удельных объемов фаз при фазовых превращениях. Независимо от источника происхождения все эти напряжения алгебраически складываются, и их результирующее воздействие зависит от соотношения суммарного напряжения и механических свойств сплава.
Усадочные напряжения всегда растягивающие. Их величина зависит от сопротивления формы и стержней. По размерам области уравновешивания – это в основном напряжения I рода. При высоких температурах происходит релаксация усадочных напряжений вследствие пластической деформации. С переходом сплава в упругое состояние напряжения накапливаются и достигаются максимума к моменту выбивки отливки из формы: после выбивки напряжения частично снимаются.
Механическое торможение усадки возникает в отливках, имеющих внутренние полости и выступающие части, так как сокращение наружных размеров отливок встречает сопротивление формы. В зависимости от материала формы (песчаная смесь, металлический кокиль и т.д.) это сопротивление приближенно характеризуют коэффициентом жесткости μ: для абсолютно податливых форм μ = 0, для абсолютно жестких μ = 1, в общем случае 0 < μ < 1. Способность формы к деформированию под влиянием усилий, развиваемых отливкой при усадке, обратная ее жесткости, определяет действительную усадку отливки εотл в отличие от свободной усадки εсв, которую можно получить только в абсолютно податливой форме:  .
.
Нереализованная усадка металла, подавленная сопротивлением формы, является деформацией отливки е:  .
.
В податливых формах (μ ≈ 0) деформация отливки минимальна (е ≈ 0), в жестких формах (μ ≈ 1) деформация численно равна нереализованной (потенциально возможной) свободной усадке е ≈ εсв.
В области высоких температур, когда металл находится в пластическом состоянии, деформации е, превышающие предельную пластичность материала δ, вызывают появление трещин, называемых горячими, или кристаллизационными. Это связано с тем, что в температурном интервале кристаллизации tл-tс, когда дендритные кристаллиты частично разделены прослойками жидкой фазы, пластичность металла резко снижается до 0,1-0,5 %; при этом даже незначительное торможение линейной усадки способно вызвать появление деформаций е, превышающих пластичность δ:  , и тогда образуется горячая трещина.
, и тогда образуется горячая трещина.
В области низких температур, когда металл переходит в упругое состояние, деформации. Вызванные торможением усадки, способствуют появлению так называемых усадочных напряжений σу = еЕ = μεсв*Е = αтμЕ(t* – t), где Е – модуль упругости, t – текущая температура, εсв* – потенциальная свободная усадка отливки с момента условного перехода металла из чисто пластического в идеально упругое состояние при температуре t*. По мере понижения температуры отливки усадочные напряжения σу(t) нарастают и достигают максимума после полного охлаждения (t = tк ≈ 0):  .
.
Если величина σу(t) в какой-то момент превысит предел прочности σв, произойдет разрушение, и образуется так называемая холодная трещина.
Для уменьшения σу в отливках сложной конфигурации, испытывающих значительное механическое торможение усадки, важно не только снижать жесткость формы μ, но также извлекать отливку из формы при такой температуре выбивки tв, когда σу не достигает σв, то есть 
 .
.
Очевидно, что усадочные напряжения не возникают, если выбивку производить при tв > t*, однако при этом могут достигать опасной величины термические напряжения, поэтому необходимо выдерживать отливки в форме до некоторой оптимальной температуры.
Термическое торможение усадки возникает в результате взаимных деформаций при неравномерном охлаждении различных частей отливки сложной конфигурации (рис.2,в). Массивные и тонкие части отливки затвердевают не одновременно и охлаждаются с различной скоростью, в результате чего между ними возникают перепады температур, величина которых сначала возрастает, достигает максимума, а затем снижается до нуля при полном охлаждении отливки. В зависимости от изменения температуры обе части отливки сокращают свои размеры на величину (εсв)1,2 = αтΔt1,2, где индексы 1 и 2 относятся к тонкой и массивной частям соответственно. Если бы они были не связаны и их усадка не зависела друг от друга, тогда она была бы равна свободной: (εотл)1,2 = (εсв)1,2. В связанной системе более интенсивное сокращение размеров одной части вызывает деформации сжатия в другой и, наоборот, приводит к появлению деформаций растяжения в первой. Эти деформации равны разнице между потенциальной свободной усадкой и действительной усадкой отливки как единого целого:  (1).
(1).
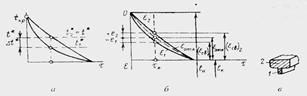
Рис.2. Изменение температуры (а) и усадки (б) тонкого (1) и массивного (2) брусков при охлаждении отливки сложного сечения (в)
В области высоких температур (t > t*) деформации носят пластический характер и не приводят к появлению напряжений (Е ≈ 0), хотя и вызывают снижение свойств металла в результате образования большого числа дислокаций в структуре. После перехода всей отливки в упругое состояние (с момента τ* на рис.2,а, когда t2 < t*) возникающие деформации приводят к появлению термических напряжений (σт)1,2 = Ее1,2. С момента τ* до полного остывания массивная часть отливки, охлаждаясь от t2*, получит большую свободную усадку (εсв)2 = αтt2*, чем тонкая (εсв)1 = αтt1 (рис.2,б), поэтому после полного охлаждения массивная часть будет согласно (1) растянута на величину е2 = αтt2* – εотл, так как усадка отливки за тот же период εотл < (εсв)2. Соответственно тонкая часть при остывании от более низкой температуры t1* будет сжата на величину -е1 = αтt1* – εотл, так как εотл > (εсв)1. Выражая εотл через среднюю температуру в момент τ*:  , где f1, f2 – сечения тонкого и массивного элементов, получим после несложных преобразований:
, где f1, f2 – сечения тонкого и массивного элементов, получим после несложных преобразований:  (2), где Δt* = t2* – t1* – перепад температур в отливке в момент τ*.
(2), где Δt* = t2* – t1* – перепад температур в отливке в момент τ*.
Таким образом, термические напряжения возникают в момент условного перехода отливки в упругое состояние, возрастают по мере охлаждения и достигают максимального значения (2) после полного выравнивания температур. Величина σт определяется перепадом температур Δt*, то есть неравномерностью охлаждения различных частей отливки, а распределение напряжений зависит от соотношения площадей их сечения f1 и f2. Отливки из материала с большим модулем упругости Е имеют более высокий уровень остаточных напряжений.
Уменьшение теплопроводности сплава увеличивает градиент температура по сечению отливки и, следовательно, уровень напряжений I рода. Очевидно также влияние температурного коэффициента линейного расширения αт на уровень напряжений I рода. В результате αт структурных составляющих могут возникать также термические напряжения II рода. Анализ процесса возникновения термических напряжений показывает, что остаточные напряжения не зависят от размеров отливки и пропорциональны различию сечений элементов отливки. При этом в толстых сечениях развиваются растягивающие напряжения, в тонких – сжимающие.
Фазовые напряжения в наибольшей степени зависят от свойств сплава (точнее, от свойств фаз и структурных составляющих). Возникновение и уровень напряжений определяется: 1) различием удельных объемов фаз; 2) упругими и пластическими свойствами матрицы сплава (то есть основной структурной составляющей); 3) последовательностью протекания фазового превращения в объеме отливки (из-за наличия градиента температур фазовые превращения протекают, как правило, не одновременно). Из сказанного, очевидно, что по размерам области уравновешивания это напряжения I и II рода.
Большое значение имеет температура, при которой происходит фазовое превращение, так как с повышением температуры свойства матрицы и избыточных фаз сильно изменяются: снижается прочность и повышается пластичность. Поэтому при высокотемпературных превращениях, даже в случае большого различия удельных объемов фаз, происходит релаксация напряжений в результате микропластических сдвигов и не возникает больших остаточных напряжений. Превращения при температурах в зоне упругости сплава и пониженной пластичности вызывают больших временные напряжения, релаксация которых может осуществляться только путем микроразрушений – образования микротрещин. Наиболее опасны с этой точки зрения фазовые превращения в высоколегированных сталях с мартенситной матрицей, в отбеленных чугунах с ледебуритной матрице и в жаропрочных сплавах, содержащих большое количество интерметаллидов.
Снятие напряжений. Для снятия напряжений обычно используют термическую обработку различных видов. При отжиге I рода температура нагрева не связана с температурой фазовых превращений. Отжиг стальных и чугунных отливок обычно производится при температуре 450-650 ˚C в течение 2-10 ч. Отливки из алюминиевых сплавов отжигают при 250-350 ˚C. С повышением температуры нагрева скорость релаксации напряжений резко возрастает, и, следовательно, сокращается необходимая длительность отжига. Отжиг II рода связан с фазовой перекристаллизацией сплава, поэтому он наиболее полно снимает напряжения в отливках и одновременно исправляет крупнозернистую зернистую структуру в сталях и некоторых сплавах.
Крупногабаритные чугунные отливки (базовые детали станков и т.п.) для частичного снятия остаточных напряжений и предотвращения коробления иногда подвергаются длительному вылеживаю с течение нескольких месяцев при температуре окружающей среды. Этот процесс обычно называют естественным старением, что не соответствует технологии, принятой в металловедении.





