Окончание табл. 4.6
Испытания на осевое растяжение
Испытаниям на осевое растяжение подвергаются соединения, выполненные сваркой нагретым инструментом встык.
Критерием определения качества сварного соединения, выполненного сваркой встык, является характер разрушения образцов.
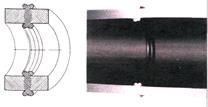
Различают три типа разрушения:
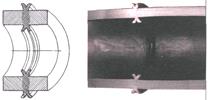
тип I – наблюдается после формирования «шейки» – типичного сужения площади поперечного сечения образца во время растяжения на одной из половин испытываемого образца. Разрушение наступает, как правило, не ранее чем при достижении относительного удлинения более 50 % и характеризует высокую пластичность. Линия разрыва проходит по основному материалу и не пересекает плоскость сварки;
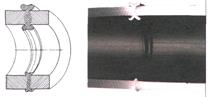
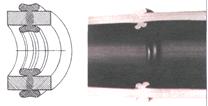
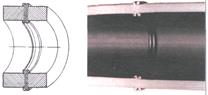
тип II – отмечается при достижении предела текучести в момент начала формирования «шейки». Разрушение наступает при небольших величинах относительного удлинения, как правило, не менее 20 и не более 50 % и характеризует низкую пластичность. Линия разрыва пересекает плоскость сварки, но носит вязкий характер;
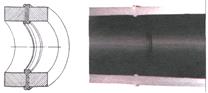
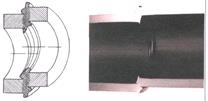
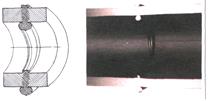
тип III – происходит до достижения предела текучести и до начала формирования «шейки». Разрушение наступает при удлинении образца, как правило, не более 20 % и характеризует хрупкое разрушение. Линия разрыва проходит точно по плоскости сварки.
Результаты испытания считаются положительными, если при испытании на осевое растяжение не менее 80 % образцов имеют пластичный характер разрушения I типа. Остальные 20 % образцов могут иметь характер разрушения типа II. Разрушение типа III не допускается.
При хрупком разрыве по шву для определения причин разрушения анализируются характер излома и дефекты шва.
При испытании на осевое растяжение определяют также относительное удлинение при разрыве по ГОСТ 11262–2017.
Ультразвуковой контроль
Ультразвуковому контролю подвергаются соединения полиэтиленовых труб, выполненные сваркой нагретым инструментом встык и соответствующие требованиям визуального контроля (внешнего осмотра). Требования ультразвукового контроля распространяются только на сварные соединения газопроводов.
Количество сварных соединений, подвергаемых ультразвуковому контролю, следует определять по нормам СНиП 42-01 в зависимости от условий прокладки газопровода и степени автоматизации сварочной техники.
К выполнению работ по ультразвуковому контролю допускаются специалисты, имеющие сертификат установленной формы на право проведения контроля не ниже второго уровня квалификации по акустическим методам контроля, а также удостоверение о дополнительном обучении по контролю сварных стыковых соединений полиэтиленовых газопроводов.
С помощью ультразвукового контроля должны выявляться внутренние дефекты типа несплавлений, трещин, отдельных или цепочек (скоплений) пор, включений.
Дефекты сварных стыковых соединений полиэтиленовых газопроводов по результатам ультразвукового контроля относят к одному из следующих видов:
‒ одиночные (поры, механические включения, примеси);
‒ протяженные (несплавления, трещины, удлиненные поры и включения, цепочки или скопления пор, включений).
Оценка качества сварных стыковых соединений полиэтиленовых газопроводов производится по следующим признакам:
‒ по максимально допустимой площади дефекта (амплитудный критерий);
‒ по условной протяженности дефекта (амплитудно-временной критерий);
‒ по количеству допустимых дефектов на периметре стыка.
В случае определения разных значений условной протяженности дефекта при контроле сварного шва с двух его сторон оценка качества производится по большему из них.
Практическое занятие № 5
Физические основы сварки труб с применением деталей
с закладными нагревателями
Цель занятия: изучить основные закономерности сварки с применением соединительных деталей с закладными нагревателями (ЗН).
По окончании задания составить письменные ответы на следующие вопросы:
1. Описать сущность получения сварных соединений при сварке с помощью деталей с закладными нагревателями.
2. Перечислить основные параметры режима сварки ЗН и принципы их назначения.
3. Описать технологию выполнения сварки с помощью деталей с ЗН.
4. Описать методики контроля качества сварных соединений, основные дефекты и причины их возникновения.