Оценивать свариваемость различных сталей, и в частности хладостойких, а также необходимые условия сварки, обеспечивающие получение работоспособного сварного соединения, необходимо на основании следующих положений:
1. Получение сварного соединения, без каких либо дефектов и, прежде всего, без холодных и горячих трещин.
2. Получение сварного соединения с уровнем прочности, пластичности и вязкости, обеспечивающими надлежащую работоспособность при требуемых условиях эксплуатации.
3. Необходимость применения специальных технологических мер при сварке (подогрев, регулирование погонной энергии и т.д.) для выполнения условий 1 и 2.
4.Необходимость проведения термообработки после сварки хладостойких сталей имеет свои особенности, связанные с составом свариваемых сталей, их структурным состоянием перед сваркой.
4.1.3. Сварка хладостойких никелевых сталей типа 06Н6 и 06Н9
Сварка никелевых сталей с образованием аустенитных швов также связана с некоторыми особенностями:
Во-первых, высокое содержание никеля в свариваемой стали и низкое содержание углерода создают предпосылки для уменьшения ширины мартенситного участка в зоне проплавления и смешения.
Во-вторых, эксплуатация сварных соединений происходит без нагрева, и диффузионная неоднородность в зоне сплавления не развивается, а свойства определяются только проплавлением и образованием сплавов смешения.
В-третьих, низкие температуры эксплуатации (-196 °С) могут привести к распаду недостаточно устойчивого аустенита, как в металле шва, так и в зоне проплавления и смешения, поэтому аустенитные швы должны быть стабильно аустенитными. Повышенная стабильность аустенита в металле шва определяет также повышение стабильности аустенита в зоне сплавления (смешения) и соответственно уменьшение ширины мартенситного участка.
Все никелевые стали сложены по фазовому и структурному состоянию. Из-за того, что N1 является сильным аустенизатором, то альфа - область сильно сужается, а точка А3 значительно понижается, Ni сильно снижает критическую скорость охлаждения при закалке. Поэтому стали с 9 % Ni, после охлаждения, например, после сварки, на воздухе закаливаются с образованием мартенсита или мартенсита с аустенитом. Сталь с 6 % Ni при охлаждении на воздухе дает ферритно-мартенситную структуру, а при более быстром охлаждении - мартенсит. Сталь с 3 % Ni закаливается только при ускоренном охлаждении в воде. Рассмотренные стали в закаленном состоянии не применяются. Обычно после закалки применяют отпуск при температуре 690°С, а для сталей 06Н6 и 06Н9 применяют еще и нормализацию при температуре 860С.
В результате отпуска закаленные стали имеют высокую хладостойкость. При нагреве до температуры отпуска происходит превращение α в j и в стали имеющей аустенит, например 06Н9, появится некоторое количество остаточного аустенита, обеспечивающего хорошую вязкость.
Мартенсит распадается на феррит и карбид.
Хладостойкость определяется не только содержанием никеля, но и однородностью состава, мелкозернистостью строения. Поэтому их подвергают нормализации.
Никелевые стали успешно свариваются различными видами сварки. Для сварки стали 06НЗ применяют электроды или проволоку того же состава, либо аустенитную хромоникелевую. Для стали 06Н6 - проволоку аустенитную хромоникелевую. Для стали 06Н9 материала на никелевой основе. Сварка никелевых сталей связана с определенными трудностями, а именно:
Использование при дуговой сварке присадочных материалов близких по составу к свариваемым сталям вызывает необходимость подогрева свариваемых изделий для предотвращения холодных трещин. Необходимо также ограничивать содержание серы в швах (до 0,03%) с целью предупреждения возникновения горячих трещин из-за образования легкоплавкой эвтектики Ni - Ni3S2. Кроме того, для измельчения зерна в литом металле шва с целью обеспечения необходимой его ударной вязкости при отрицательных температурах необходимо подвергать сварные соединения одинарной или даже двойной нормализации. В связи с этим для сварки хладостойких никелевых сталей целесообразно применять электроды и сварочные проволоки аустенитного класса, что обеспечивает достаточную технологическую прочность и высокий уровень ударной вязкости швов без термической обработки.
Проведение термообработки сварного соединения не всегда осуществимо, из-за больших размеров изделия и отсутствия печей таких габаритов. Выполнить местную термообработку нельзя, из-за того, что она может оказать неблагоприятное воздействие на свойства или напряженное состояние соседских зон. Это дорогая и сложная операция. Использование аустенитных сварочных материалов вызывает, в свою очередь, определенную химическую, структурную и механическую неоднородность зон сплавления, что может сдвигать порог хладноломкости в область повышенных температур. Наибольшую опасность представляют возможность образования мартенситных прослоек в зоне сплавления. Однако толщина этих хрупких прослоек может быть уменьшена за счет увеличения запаса аустенитности швов, как это видно на диаграмме Шеффлера (рис.8).
В связи с этим механизированная сварка сталей 0Н3 и 0Н6 под слоем флюса АН-26С выполняется проволокой Св-10Х16Н25АМ6, а стали 0Н9 -проволокой Св-06Х15Н6М15. Термическая обработка после сварки не производится.
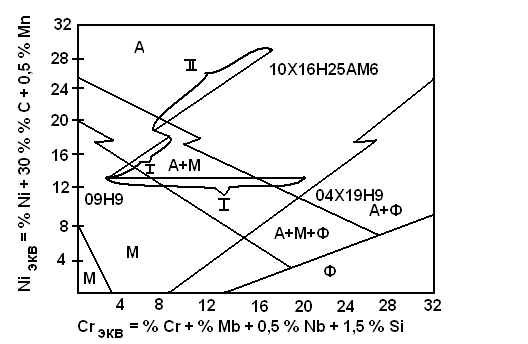
Рисунок 8 – Определение запаса аустенитности швов по диаграмме Шеффлера






