Химический состав и механические свойства стали приведены в таблицах 1 и 2.
Таблица 2 - Химический состав 09Г2С в %
| С
| Si
| Mn
| Ni
| S
| P
| Cr
| Cu
| As
| Fe
|
| до 0,12
| 0,5-0,8
| 1,3-1,7
| до 0,3
| до 0,04
| 0,035
| до 0,3
| до 0,3
| 0,08
| ~96-97
|
Механические свойства металла шва и сварного соединения зависят от его структуры, которая определяется химическим составом, режимом сварки, предыдущей и последующей термообработкой. Химический состав металла шва при сварке рассматриваемой стали незначительно отличается от состава основного металла. Это различие сводится к снижению содержания в металле шва углерода для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения. Возможное снижение прочности металла шва, вызванное уменьшением содержания в нем углерода, компенсируются легированием металла через проволоку, покрытие или флюс марганцем и кремнием.
Таким образом, химический состав металла шва зависит от доли участия основного и дополнительного металлов в образовании металла шва и взаимодействий между металлом, шлаком и газовой фазой. Повышенные скорости охлаждения металла шва также способствуют повышению его прочности, однако при этом снижаются его пластические свойства и ударная вязкость. Это объясняется изменением количества и строения перлитной фазы. Скорость охлаждения металла шва определяется толщиной свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия.
Механические свойства металла околошовной зоны зависят от конкретных условий сварки и от вида термообработки стали перед сваркой. Если сталь перед сваркой прошла термическое упрочнение – закалку, то в зоне термического влияния шва на участках рекристаллизации и старения будет наблюдаться отпуск металла, т.е. снижение его прочностных свойств. Уровень изменения этих свойств зависит от погонной энергии, типа сварного соединения и условий сварки.
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационных трещин. Это обусловлено низким содержанием в них углерода. Однако для низкоуглеродистых сталей, содержащих углерод по верхнему пределу (свыше 20%), при сварке угловых швов, особенно с повышенным зазором, возможно образование кристаллизационных трещин, что связано в основном с неблагоприятной формой провара.
Для сварки труб в качестве защитной среды решено выбрать флюс АН-22 по ГОСТ 9087-81 и проволока Св-10ГА по ГОСТ 2246-70, которая поставляется свернутой в катушки масса не менее 28кг, а для приварки фланцев в качестве защитной среды решено выбрать СО2+20%Ar, СО2 по ГОСТ 8050-85, Ar по ГОСТ 10157-79 и проволоку Св-08Г2С по ГОСТ 2246-70, которая поставляется в катушках массой не менее 18кг [11].
Выбор оснастки/приспособления, обеспечивающего минимальные затраты времени на изготовление.
Резка листовых заготовок для труб.
Гильотинные ножницы механические НГ-10 предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
Ножницы НГ-10 укомплектованы автоматической системой установки необходимого зазора между ножами, в зависимости от толщины разрезаемого листа и усилия прижима, пропорционального усилию реза.
Механические ножницы НГ-10 могут быть использованы в заготовительных и ремонтных цехах предприятий машиностроения при температуре окружающей среды от + 1° С до + 35° С, относительно влажности воздуха 80 % при температуре + 25° С.
Таблица 2 – Технические характеристики гильотинных ножниц НГ-10

Изготовление труб.
Для изготовления обечайки используем вальцовочный станок ИБ2222В, обладающий высоким качеством и надежностью.
Вальцовочный станок ИБ 2220В специально разработан для работы с листами толщиной до 16 мм. Схема вальцовки обечайки показана на рис.6.2.1.
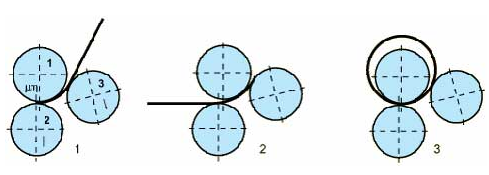
Рисунок 6.2.1 – Схема вальцовки.
Таблица 3 – Технические характеристики вальцовочного станка ИБ2222В






