

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Курсовой проект
По дисциплине:
“Производство сварных конструкций”
Вариант №7
|
г. Санкт-Петербург
2019г.
СОДЕРЖАНИЕ
Цель выполнения курсового проекта. 3
Задачи. 3
1. Исходные данные. 4
2. Описание конструкции. 5
3. Анализ вариантов технологических операций для изготовления элемента трубопровода. 5
3.1. Резка листовых заготовок для изготовления труб. 5
3.2. Подготовка кромок под сварку. 5
3.3. Изготовление труб. 6
4. Выбор способа сварки. 7
4.1. Вид сварки. 7
4.2. Сварка под слоем флюса. 7
4.3 Сварка в среде защитных газов. 8
4.4. Защитная среда для сварки. 8
4.5. Защитная среда для приварки фланцев. 9
4.6. Электродная проволока. 10
5. Характеристика и свариваемость материала. 11
6. Выбор оснастки/приспособления, обеспечивающего минимальные затраты времени на изготовление. 13
6.1. Резка листовых заготовок для труб. 13
6.2. Изготовление труб. 13
6.3. Сварочное оборудование для сварки продольных и кольцевых швов. 14
7. Расчёт режимов для автоматической сварки под слоем флюса. 19
8. Методы контроля качества сварных швов. 22
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.. 24
Цель выполнения курсового проекта
Ознакомится с разработкой технологической цепочки изготовления сварных конструкций. Работа выполнятся для изделия по конкретному чертежу/эскизу, который выдаёт преподаватель.
Задачи
1. Дать характеристику свариваемости материала, из которого изготовлена конструкция.
2. Рассмотреть варианты принципиальной технологии конструкции/узла и обосновать выбранный вариант;
3. Выбрать и обосновать способ сварки, обеспечивающий высокую производительность и качество выполненных сварных швов, а также экономическую целесообразность применения того или иного способа сварки;
|
|
4. Выбрать конструктивные элементы разделки кромок и способ, их выполнения;
5. Выбрать необходимое сварочное оборудование;
6. Определить необходимую оснастку/приспособления, обеспечивающую минимальную затрату времени на изготовление/сварку узла;
7. Выбор и расчёт режимов сварки;
8. Рекомендовать методы контроля качества сварных швов для рассматриваемой конструкции.
Исходные данные.
· Наименование конструкции - элемент трубопровода;
· Материал – 09Г2С;
· L = 6000 мм;
· Dт = 470 мм;
· Dф = 670мм;
·  d = 12 мм.
d = 12 мм.
Рисунок 1.1 - Чертёж изделия
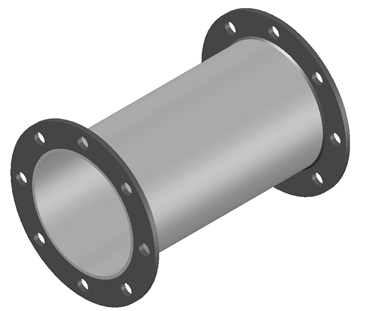
Рисунок 1.2 - 3D
Описание конструкции.
Составные части элемента трубопровода:
- Фланец: 2-670-27 ст. 09Г2С ГОСТ 19281-89;
- Трубы: 
3. Анализ вариантов технологических операций для изготовления элемента трубопровода.
Подготовка кромок под сварку.
Для обработки кромок под сварку, а именно подготовки разделки кромки на кольцевых стыках возможны два варианта:
- Обработка на строгальном станке;
- Обработка ручным фаскоснимателем.
В наше время продольно-строгальные станки применяются для обработки различных поверхностей и плоскостей стальными резцами. С их помощью можно качественно обработать не только крупные и сложные конструкции, но и мелкие и средние детали, требующие особого подхода и сноровки. К одному из преимуществ работы на строгальном станке, является простая и быстрая наладка и отстройка механизма. Установка деталей крупных размеров совсем несложная. Совокупность этих факторов указывает не только на экономическую выгоду, но и простоту работы и обслуживания.
Ручные фаскоснимтели имеют более низкую стоимость, а работа с ними более трудоемкая. Недостатком также является необходимость дополнительных обработок труб перед их применением, но при этом листы после обработки можно передавать на сварку, не подвергая дополнительным обработкам.
|
|
Исходя из перечисленных преимуществ строгальных станков выбираем данный вид обработки кромок при изготовлении расширительной емкости.
Изготовление труб.
Изготовление труб диаметром 470 мм можно произвести следующими способами:
- Трёхвалковые вальцы;
- Чертырёхвалковые вальцы.
Преимущества трехвалковых вальцов заключаются в том, что они способны гнуть профили большого размера, а также профили малых размеров и радиусов, в сочетании со значительной полезной длиной и повышенной жесткостью поддерживающих валов, с межцентровым расстоянием между вальцами, имеющим широкий диапазон изменчивости.
Четырехвалковые вальцы обладают следующими преимуществами:
1. Благодаря более совершенной функции гибки и подгибки, достигается наиболее укороченный плоский край.
2. За один проход возможно осуществление вальцовки. В том числе и подгибка с двух краев листового металла, при достаточной мощности машины.
3. Исключается предварительная операция по подгибке металла с обоих краев, как того требовалось при использовании трехвалковых машин.
4. Автоматический режим подгибки позволяет обойтись без перезаправки листа. Если в трехвалковых станках требовалась наклонная подача, то в четырехвалковых станках листовой прокат заправляется горизонтально.
Так как на трехвалковых вальцах возможно обработать металлический лист толщиной S=12 мм, ширины l=1500мм и длины l=3000 мм, качество гибки на высоком уровне, а также обеспечивает нужный результат за 1-2 прохода, при этом стоимость данного типа вальцов значительно ниже, выбираем данный вид вальцов.
Выбор способа сварки.
Вид сварки.
В процессе формирования сварного соединения участвует сталь Ст3, которая обладает хорошей свариваемостью.
Для сварки расширительной емкости реально возможны два вида сварки:
- сварка под слоем флюса;
- сварка в среде защитных газов.
Сварка под слоем флюса.
Преимущества сварки под флюсом:
Обеспечивается высокое и стабильное качество сварки. Это достигается за счет надёжной защиты сварочной ванны и металла шва в период кристаллизации и охлаждения от воздействия атмосферы (кислорода, азота воздуха); пониженный расход электродного металла, и пониженный расход электроэнергии.
Недостатки:
|
|
Сварка ведётся только в нижнем положении, хотя возможность применения для сварки кольцевого шва существует, но это сопровождается усложнением и удорожанием применяемой оснастки; значительны затраты времени на засыпку флюса и удаления шлака; требования к чистоте поверхности выше, чем при сварке в защитных газах.
Защитная среда для сварки.
При изготовлении емкости применяется сталь 09Г2С – это конструкционная низколегированная сталь; при автоматической сварке под слоем флюса этой стали в качестве защитной среды наиболее распространён флюс. Однако процесс сварки под слоем флюса обладает наряду неоспоримыми достоинствами, например более высокие технологически свойства (защита, формирование, отделимость шлаковой корки и др.) и меньшая стоимость, возможность в более широких пределах легировать металл шва через флюс.
Недостатками сварки под слоем флюса, является повышенная жидкотекучесть расплавленного металла и флюса. Поэтому сварка возможна только в нижнем положении при отклонении плоскости шва от горизонтали не более чем на 10—15⁰. В противном случае нарушится формирование шва, могут образоваться подрезы и другие дефекты. Это одна из причин, почему сварку под флюсом не применяют для соединения поворотных кольцевых стыков труб диаметром менее 150 мм.
Кроме того, этот способ сварки требует и более тщательной сборки кромок под сварку и использования специальных приемов сварки. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов [7].
Наиболее перспективным с точки зрения высоких сварочно-технологических характеристик является флюс АН-22. Он обеспечивает оптимальное сочетание сварочно-технологических характеристик, стоимости выполнения сварочных работ и качества сварных конструкций.
По сравнению со сваркой под слоем флюса ФЦ-16, он обеспечивает:
- плавный переход от наплавленного к основному металлу;
- снижение трудоемкости при зачистке основного металла от шлака в 8-10 раз;
- повышение производительности труда сварщиков на 20-30%;
- хорошая отделимость шлаковой корки;
|
|
- повышение показателей механических свойств металла шва, в том числе значения ударной вязкости при отрицательных температурах;
- улучшение санитарно-гигиенических и экологических характеристик процесса сварки.
Ввиду требований, предъявляемых для сварки данного вида, стали и более высокой производительности сварки, по сравнению с флюсом ФЦ-16, выбираю сварку под слоем флюса АН-22. Наименьшие затраты на зачистку.
Электродная проволока.
Для сварки расширительной емкости под слоем флюса рекомендуется использовать сварочную проволоку:
- Св-10ГА;
- Св-10Г2.
Они обеспечивают малую загрязнённость металла шва оксидными включениями. Меньшая загрязнённость металла шва оксидными включениями при сварке стали обусловлена более рациональным содержанием Si и Mn; при котором продукты раскисления формируются в виде жидких силикатов.
Таблица 1 - Химический состав рекомендуемых электродных проволок по ГОСТ 2246-70
| Марки проволоки | С, не более | Mn, не более | Si, не более | Cr, не более | Ni, не более | Mо, не более | Ti, V | S | P |
| не более | |||||||||
| Св–10ГА | 0.04 | 0,87 | 0.03 | - | - | - | - | 0,012 | 0,011 |
| Св-10Г2 | 0.12 | 0,12–0,35 | 0,4-0,7 | - | 1-1,5 | - | 0,4-0,5 | - | - |
Выбираем проволоку Св–10ГА, так как хим.состав наиболее близок к свариваемым материалам, а также даёт возможность обеспечить равнопрочность сварного шва основному металлу и обеспечивает требуемые механические свойства.
Для сварки и приварки фланца в среде защитных газов рекомендуется использовать сварочные проволоки Св-08Г2С и Св–08Г2; они обеспечивают малую загрязнённость металла шва оксидными включениями. Меньшая загрязнённость металла шва оксидными включениями при сварке стали обусловлена более рациональным содержанием Si и Mn; при котором продукты раскисления формируются в виде жидких силикатов.
Изготовление труб.
Для изготовления обечайки используем вальцовочный станок ИБ2222В, обладающий высоким качеством и надежностью.
Вальцовочный станок ИБ 2220В специально разработан для работы с листами толщиной до 16 мм. Схема вальцовки обечайки показана на рис.6.2.1.
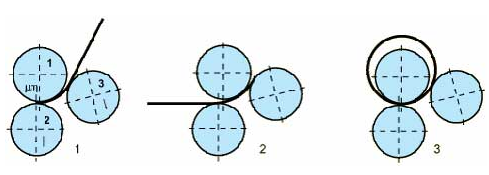
Рисунок 6.2.1 – Схема вальцовки.
Таблица 3 – Технические характеристики вальцовочного станка ИБ2222В

СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. –М: Машиностроение, 1977. – 432 с.
2. Николаев Г.А., Винокуров В.А. Сварные конструкции. Расчет и проектирование. -М.: Высшая школа, 1990. -446 с.
3. Николаев Г.А., Куркин С.А. Сварные конструкции. Технология изготовления, механизация, автоматизация и контроль качества в сварочном производстве.- М.: Высшая школа, 1991. – 398 с.
4. Никифоров Г.Д., Технология и оборудование сварки плавлением. –М: Машиностроение, 1978.- 278 с.
|
|
5. Справочное издание «Сварка в машиностроении» в 4 томах.-М: Машиностроение.
6. Волченко В.Н. Контроль качества сварных конструкций. -М.: Машиностроение, 1986. – 52 с.
7. Глизманенко Д.Л. Газовая сварка и резка металлов. Изд. Высшая школа - М, 1973. – 271 с.
8. Куркин С.А., Ховов В.М., Рыбачук A.M. Технология, механизация и автоматизация производства сварных конструкций. Атлас. -М.: Машиностроение, 1989. -327с.
9. Евстифеев Г.А., Веретенников И.С. Средства механизации сварочного производства. – М: Машиностроение, 1977. – 264 с.
10. Проектирование сварных конструкций в машиностроении./ Под ред. Куркина С.А.- М: Машиностроение, 1975.
11. Пешковский О.И., Технология изготовления металлических конструкций, - М: Стройиздат, 1990.
12. Номенклатурный каталог. Электротермическое оборудование. Серия 12.НК 12.0.01-84. Электропечи сопротивления термодинамического действия.
13. Гуревич С.М. Справочник по сварке, -К : Наукова думка, 1981.
Курсовой проект
По дисциплине:
“Производство сварных конструкций”
Вариант №7
|
г. Санкт-Петербург
2019г.
СОДЕРЖАНИЕ
Цель выполнения курсового проекта. 3
Задачи. 3
1. Исходные данные. 4
2. Описание конструкции. 5
3. Анализ вариантов технологических операций для изготовления элемента трубопровода. 5
3.1. Резка листовых заготовок для изготовления труб. 5
3.2. Подготовка кромок под сварку. 5
3.3. Изготовление труб. 6
4. Выбор способа сварки. 7
4.1. Вид сварки. 7
4.2. Сварка под слоем флюса. 7
4.3 Сварка в среде защитных газов. 8
4.4. Защитная среда для сварки. 8
4.5. Защитная среда для приварки фланцев. 9
4.6. Электродная проволока. 10
5. Характеристика и свариваемость материала. 11
6. Выбор оснастки/приспособления, обеспечивающего минимальные затраты времени на изготовление. 13
6.1. Резка листовых заготовок для труб. 13
6.2. Изготовление труб. 13
6.3. Сварочное оборудование для сварки продольных и кольцевых швов. 14
7. Расчёт режимов для автоматической сварки под слоем флюса. 19
8. Методы контроля качества сварных швов. 22
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.. 24
Цель выполнения курсового проекта
Ознакомится с разработкой технологической цепочки изготовления сварных конструкций. Работа выполнятся для изделия по конкретному чертежу/эскизу, который выдаёт преподаватель.
Задачи
1. Дать характеристику свариваемости материала, из которого изготовлена конструкция.
2. Рассмотреть варианты принципиальной технологии конструкции/узла и обосновать выбранный вариант;
3. Выбрать и обосновать способ сварки, обеспечивающий высокую производительность и качество выполненных сварных швов, а также экономическую целесообразность применения того или иного способа сварки;
4. Выбрать конструктивные элементы разделки кромок и способ, их выполнения;
5. Выбрать необходимое сварочное оборудование;
6. Определить необходимую оснастку/приспособления, обеспечивающую минимальную затрату времени на изготовление/сварку узла;
7. Выбор и расчёт режимов сварки;
8. Рекомендовать методы контроля качества сварных швов для рассматриваемой конструкции.
Исходные данные.
· Наименование конструкции - элемент трубопровода;
· Материал – 09Г2С;
· L = 6000 мм;
· Dт = 470 мм;
· Dф = 670мм;
· d = 12 мм.
Рисунок 1.1 - Чертёж изделия
Рисунок 1.2 - 3D
Описание конструкции.
Составные части элемента трубопровода:
- Фланец: 2-670-27 ст. 09Г2С ГОСТ 19281-89;
- Трубы:
3. Анализ вариантов технологических операций для изготовления элемента трубопровода.
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!