Если неразъемная (цельная) модель имеет плоскую поверхность и конусность от нее, то можно формовать ее без затруднений в двух опоках. Если же модель не имеет плоскости, пригодной для укладки ее на подмодельную доску, то нельзя ее формовать обычным способом. В этом случае приходится применять формовку или с подрезкой— при изготовлении единичных форм по данной модели, или при серийном производстве — с фальшивой опокой, представляющей собой фигурный подмодельный щиток, изготовленный из земли, гипса или дерева по форме модели.
Шаблонная формовка
При производстве индивидуальных отливок, имеющих форму тел вращения, бывает экономически выгодно применять шаблонную формовку (без модели).
На рис. 22.6 показана крышка (рис. 21.6, /), форма для которой изготовляется при помощи шаблона. Подпятник 1 (рис. 21.6, //), в который вставляют вертикальный шпиндель 2,укрепляют в почве. Вокруг шпинделя делается твердая постель 7с отводом газов через вентиляционные трубы 8. На постель насыпают бугорок формовочной земли и уплотняют. На шпиндель надевают рукав 3 с закрепленным па нем шаблоном 4 для образования при вращении верхней поверхности формы абвгд путем сгребания формовочного материала. Необходимая высота шаблона при работе фиксируется стопорным кольцом 5.
После образования верхней поверхности по контуру абвгд (рис. 21.6, //) снимают рукав с первым шаблоном 4, покрывают полученную поверхность листами тонкой бумаги (иногда посыпают разделительным песком) и ставят опоку, фиксируя ее положение колышками 9 (рис. 21.6, ///). Установив модели стояка, литника и выпора, набивают опоку обычным порядком.
Затем опоку снимают, вынув сначала модели стояка, литника и выпора и с помощью второго шаблона 6 (рис. 21.6, IV), срезают слой земли, равный толщине тела крышки, и образуют нижнюю поверхность формы по ее контуру ежзиклмно
Наконец, шаблон и шпиндель удаляют, заделывают отверстие, образованное шпинделем в форме, прорезают питатели, ставят опоку на место (по колышкам) и чаши над литником и выпором, и форма готова к заливке.
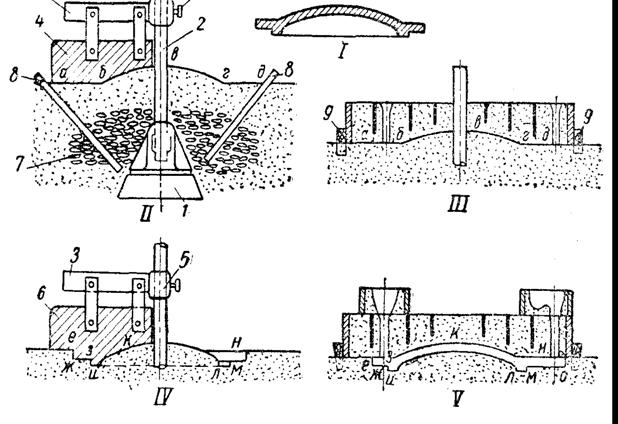
Рис. 21.6. Шаблонная формовка крышки;
I – отливка крышки; II – верхняя поверхность крышки; III – заформованная опока;
IV – нижняя поверхность крышки; V —готовая форма
Задание:
1.Составить план ответа на темы «Общие сведения» и «Формовочные и стержневые материалы»
2. Составить план для ответа по темам «Формовочные смеси, их характеристика и классификация», «Стержневые смеси и предъявляемые к ним требования» и «Припылы, краски и другие материалы»
3.Составить план ответа по темам «Инструменты и принадлежности для ручной формовки» и «Формовка в почве»
4. Составить план для ответа по темам «Формовка в опоках», «Формовка по неразъёмной модели» и «Шаблонная формовка»
ЛИТЕЙНЫЕ СВОЙСТВА СПЛАВОВ
Для производства отливок применяют сплавы, обладающие хорошими литейными свойствами, позволяющими получать из них отливки весьма сложной конфигурации. К хорошим литейным свойствам сплавов относятся высокая жидкотекучесть, малая усадка при затвердевании и дальнейшем охлаждении, незначительная ликвация, низкая способность сплавов поглощать газы при плавке и заливке.
Жидкотекучесть
Жидкотекучестью сплава называется его способность заполнять полость литейной формы и точно воспроизводить очертание этой полости. Существует много способов для определения жидкотекучести металлов и сплавов, из них наибольшее распространение получила спиральная проба постоянного трапециевидного поперечного сечения площадью 0,56 см2 (рис. 22.1).

Рис. 22.1. Спиральная проба для определения
жидкотекучести металлов и сплавов:
1 – литниковая чаша; 2 – фильтр; 3 – стояк; 4 – металлоприёмник; 5 – спиральный канал; 6 – выступы на спирали
По длине, полученной в одинаковых условиях отлитой спирали, судят о жидкотекучести; чем больше длина спирали, тем больше жидкотекучесть сплава. С повышением температуры жидкотекучесть одного и того же сплава повышается, а с увеличением окисляемости и газонасыщенности уменьшается. Для сравнения жидкотекучести различных сплавов необходимо производить их заливку при определенной температуре (например, на 100°С выше температуры ликвидус) в одинаковые формы; тогда жидкотекучесть будет зависеть только от природных свойств самого сплава.
Высокой жидкотекучестью обладают серый чугун, алюминиевые высококремнистые сплавы (силумины), цинковые и медные сплавы. Примерная жидкотекучесть алюминиевого сплава марки АЛ2 (10…12% Si, остальное алюминий) при указанных условиях составляет 60…65 см.
Усадка
Усадкой называется свойство металлов и сплавов уменьшаться в линейных размерах и объеме при охлаждении от температуры заливки до комнатной. С усадкой сплавов связано образование многих пороков в отливках: усадочные раковины, рыхлота, коробление и трещины. Последние два дефекта связаны с появлением внутренних напряжений при затвердевании отливки.
Литейная усадка может быть свободной и затрудненной (когда имеются помехи в виде сопротивления стержней, отдельных частей формы и др.). Свободная усадка всегда больше затрудненной. Так, например, литейная линейная усадка алюминиевого сплава марки АЛ2 примерно составляет: свободная 0,9%, затрудненная 0,8%.
К внутренним напряжениям, образующимся в отливках, относятся: усадочные (получающиеся за счет затрудненной усадки), тепловые (возникающие из-за неравномерного охлаждения тонких и толстых частей отливки) и фазовые (связанные с изменением структуры сплава и размеров кристаллов, что приводит к изменению объема отливки).
Внутренние напряжения могут влиять на качество отливки следующим образом: 1) если литейные напряжения больше предела текучести, но меньше предела прочности сплава, то они вызовут коробление отливки;
2) если литейные напряжения превышают предел прочности сплава, то в отливке образуются трещины.
Трещины могут быть горячие и холодные. Горячие трещины возникают при температуре, близкой к температуре плавления сплавов, когда отливки имеют низкую прочность. Горячие трещины имеют окисленную темную поверхность. Холодные трещины возникают в затвердевшем сплаве, в отливках сложной конфигурации, имеющих неравномерные сечения стенок, изготовленных из сплавов с большой литейной усадкой.
Ликвация
Ликвацией называется образование неоднородности химического состава в различных частях отливки. Различают два основных вида ликвации: зональную, когда отдельные зоны отливки имеют различный химический состав, и внутрикристаллическую, когда состав кристаллов неоднороден (например, при быстром охлаждении отливок состав кристаллов не успевает выравниваться). В стали и чугуне ликвируют сера, фосфор, углерод, неметаллические включения, располагаясь главным образом в верхней и осевой частях отливки, т. е. в местах, затвердевающих в последнюю очередь. Зональная ликвация может быть уменьшена перемешиванием сплава перед его заливкой в формы и последующим быстрым охлаждением отливки.
Вопросы для повторения и закрепления:
1. Как проверяется жидкотекучесть металлов и сплавов?
2. Как влияет усадка и внутренние напряжения на качество отливок?
3. Что оказывает влияние на величину усадки заготовки?
4. Что называется ликвацией и что влияет на её появление?
Задание:
Составить план ответа по разделу «Литейные свойства металлов»
ВАГРАНКА. УСТРОЙСТВО.






