Из известной номенклатуры стандартизованных средств измерений, выпускаемых на отечественных предприятиях [18,25], выбрать средства контроля размеров детали, показанной на конструкторском чертеже (рис. 4.9).
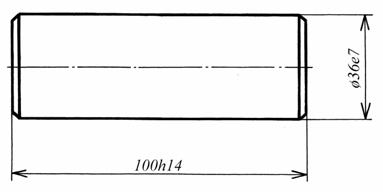
Рис. 4.9. Конструкторский чертеж детали «Палец».
Решение
Воспользуемся методическими указаниями РД 50-98-86 по применению ГОСТ 8.051-81 [7], изложенными в работе [18]. Они рекомендуют следующий порядок действий:
1) Проводится анализ чертежа детали с целью оценки возможности сопряжения её элементов с универсальными стандартизованными средствами измерений, выпускаемыми на отечественных предприятиях.
Вывод: конструктивные особенности детали «Палец» обеспечивают возможность надёжного сопряжения её элементов со стандартизованными средствами измерений. Поверхности, выбранные конструктором в качестве конструкторских баз, могут быть использованы в качестве баз метрологических.
2) Осуществляется выбор стандартизованных средств измерений на основании данных таблиц 1.16.1 - 1.16.23 и 1.17.1 - 1.17.4 [18], в которых содержатся сведения о предельных допустимых погрешностях измерения (ПДПИ) средств измерений, серийно выпускаемых отечественными специализированными инструментальными заводами:
а) для контроля размера Æ 36e7.
Учитывая конфигурацию, габаритные размеры детали и требования стандартных методик выполнения измерений [18], останавливаем свой выбор на накладном средстве измерений. Тогда по табл. 1.20 [18] «Выбор накладных средств измерения наружных размеров» для размера с номинальным значением 36 мм, 7-го квалитета точности будем иметь: допуск, равный 0,025 мм, допускаемую погрешность измерения, равную 0,007 мм и рекомендуемые средства измерений, условно обозначенные кодами «4б»; «5в»; «6а» (цифры кода соответствуют номерам, под которыми в табл. 1.16.1 - 1.16.23 и 1.17.1 - 1.17.4 [18] зашифрованы названия средств измерений, а буквы - условно оговаривают условия проведения измерений).
По табл. 1.16.3 «Предельные погрешности измерения микрометрами гладкими» расшифровываем код «4б»:
- микрометр гладкий с величиной отсчета по нониусу 0,01 мм; настройка на ноль должна осуществляться по установочной мере; температурные условия должны характеризоваться температурным режимом 5°C (это означает, что температура измеряемой детали и температура средства измерений не должны отличаться более, чем на 5°C) при обеспечении надёжной теплоизоляции от рук оператора (оператор должен работать в перчатках). При соблюдении этих условий предельная погрешность измерения составит величину, равную 0,005 мм.
По табл. 1.16.4. «Предельные погрешности измерения скобами индикаторными» расшифровываем код «5в»:
- скоба индикаторная с ценой деления 0,01 мм; контакт детали и средства измерений плоскостной или линейчатый, настройка на ноль по концевым мерам длины 4-го класса; температурный режим 5°C при работе оператора в перчатках; предельная погрешность измерений 0,007 мм.
По табл. 1.16.5 «Предельные погрешности измерения микрометрами рычажными и скобами рычажными» расшифровываем код «6а»:
- скоба рычажная с ценой деления 0,002 мм; контакт - любой; настройка на ноль по концевым мерам длины 3-го класса; температурный режим 5°C при нахождении средства измерений в руках оператора; предельная погрешность измерений 0,007 мм.
Из рекомендуемых средств измерений выбираем или имеющееся в наличии, или обеспечивающее наименьшие затраты на подготовку и проведение контрольной операции. В данном случае остановим свой выбор на скобе рычажной СРП 50, ТУ 2-034-366-82 [25].
С целью проверки приемлемости установления приёмочных границ, равных предельным размерам для поля допуска Æ36e7( ), определим параметры m, n, c (см. выше п. 3.4). Для этого с помощью справочного приложения № 2 к ГОСТ 8.051-81 [7] найдем
), определим параметры m, n, c (см. выше п. 3.4). Для этого с помощью справочного приложения № 2 к ГОСТ 8.051-81 [7] найдем  . Для размера с допуском по 7-му квалитету примем = 16%. По табл. на стр. 8 ГОСТ 8.051-81 [7] будем иметь: m = 5,2%; n = 7,8%; с = 0,25×IT7 = 0,006 мм. Эти данные говорят о том, что при использовании для контроля размеров с полем допуска Æ36е7() в качестве средства измерений рычажной скобы СРП 25 с соблюдением рекомендуемых условий проведения измерений и установлением приёмочных границ, равных предельным размерам наименьшему 35,925 мм и наибольшему 35,950 мм, среди деталей, принятых в качестве годных, окажется 5,2% деталей, размеры которых будут выходить за границы поля и лежать в пределах от 35,919 мм до 35,925 мм и от 35,950 мм до 35,956 мм. Если такие размеры деталей приведут к заметному нарушению характера их соединения с ответными деталями (т. е. не удовлетворят требованиям заказчика по функциональным свойствам), то следует ввести новые приёмочные границы, соответствующие наименьшему предельному значению, равному 35,9285 мм и наибольшему предельному значению, равному 35,9475 мм. Эти данные должны быть отражены в технических требованиях конструкторского чертежа.
. Для размера с допуском по 7-му квалитету примем = 16%. По табл. на стр. 8 ГОСТ 8.051-81 [7] будем иметь: m = 5,2%; n = 7,8%; с = 0,25×IT7 = 0,006 мм. Эти данные говорят о том, что при использовании для контроля размеров с полем допуска Æ36е7() в качестве средства измерений рычажной скобы СРП 25 с соблюдением рекомендуемых условий проведения измерений и установлением приёмочных границ, равных предельным размерам наименьшему 35,925 мм и наибольшему 35,950 мм, среди деталей, принятых в качестве годных, окажется 5,2% деталей, размеры которых будут выходить за границы поля и лежать в пределах от 35,919 мм до 35,925 мм и от 35,950 мм до 35,956 мм. Если такие размеры деталей приведут к заметному нарушению характера их соединения с ответными деталями (т. е. не удовлетворят требованиям заказчика по функциональным свойствам), то следует ввести новые приёмочные границы, соответствующие наименьшему предельному значению, равному 35,9285 мм и наибольшему предельному значению, равному 35,9475 мм. Эти данные должны быть отражены в технических требованиях конструкторского чертежа.
Кроме того, среди забракованных деталей окажется 7,8% годных, то есть тех, размеры которых фактически не выходят за пределы поля допуска Æ36е7(). Эти данные должны учитываться экономической службой предприятия, например, при составлении договора с заказчиком с целью минимизации потерь производителя; 
б) для контроля размера 100h14.
В соответствии с данными табл. 1.20 методических указаний [18] для размера с номинальным значением 100 мм и допуском по 14-му квалитету рекомендуются накладные средства измерений, обозначенные кодами «2»; «4а».
По табл. 1.16.2 «Предельные погрешности измерения штангенциркулями» [18] расшифровываем код «2»:
- штангенциркуль с отсчетом по нониусу 0,1 мм; средство измерений в руках оператора.
По табл. 1.16.3 «Предельные погрешности измерения микрометрами гладкими» [18] расшифровываем код «4а»:
- микрометр гладкий с величиной отсчета 0,01 мм при настройке на ноль по установочной мере; микрометр при работе находится в руках оператора.
Из рекомендуемых средств измерений выбираем наиболее дешевое - штангенциркуль ШЦ-1, ГОСТ 166-89.
Анализируемый размер 100h14( ) имеет широкий допуск и принадлежит элементу детали, который не входит в соединение. Поэтому определение параметров m, n, с не требуется.
) имеет широкий допуск и принадлежит элементу детали, который не входит в соединение. Поэтому определение параметров m, n, с не требуется.
По результатам проведённой работы оформляются технологические документы на технический контроль (см. выше п. 4.1.).
СПИСОК ЛИТЕРАТУРЫ
1. ГОСТ 2.307-68. Нанесение размеров и предельных отклонений. - Введ. 01.01.73. - М.: Из-во стандартов, 2003. - 21 с., ил. - (Единая система конструкторской документации).
2. ГОСТ2.308-79. Указание на чертежах допусков формы и расположения поверхностей. - Введ. 01.01.80. - М.: Из-во стандартов, 2003. - 20 с., ил. - (Единая система конструкторской документации).
3. ГОСТ 2.309-73. Обозначение шероховатости поверхностей. - Введ. 01.01.75. - М.: Из-во стандартов, 2003. - 7 с., ил. - (Единая система конструкторской документации).
4. ГОСТ 3.1105-84. Формы и правила оформления документов общего назначения. - Введ. 01.01.86. - М.: Из-во стандартов, 2001. - С. 21. - (Единая система технологической документации).
5. ГОСТ 3.1502-85. Формы и правила оформления документов на технический контроль. - Введ. 01.01.87. - М.: Из-во стандартов, 1986. - С. 12. -(Единая система технологической документации).
6. ГОСТ 8.050-73. Нормальные условия выполнения линейных и угловых измерений. - Введ. 01.01.75. - М.: из-во стандартов, 1973. - С. 14. - (Государственная система обеспечения единства измерений).
7. ГОСТ 8.051-81. Погрешности, допускаемые при измерении размеров до 500 мм. - Введ. 01.01.82. - М.: Из-во стандартов, 1987. - С. 10. - (Государственная система обеспечения единства измерений).
8. ГОСТ 6636-69. Нормальные линейные размеры. - Введ. 01.01.70. - М.: Из-во стандартов, 1991. - 8 с., ил. - (Основные нормы взаимозаменяемости).
9. ГОСТ 24642-81. Допуски формы и расположения поверхностей. Основные термины и определения. - Введ. 01.07.81. - М.: Из-во стандартов, 1990. - 68 с., ил. - (Основные нормы взаимозаменяемости).
10. ГОСТ 24643-81. Допуски формы и расположения поверхностей. Числовые значения. - Введ. 01.07.81. - М.: Из-во стандартов, 1984. - С. 14. - (Основные нормы взаимозаменяемости).
11. ГОСТ 25346-89. Единая система допусков и посадок. Общие положения, рады допусков и основных отклонений. - Введ. 01.01.90. - М.: Из-во стандартов, 1989. - С. 32. - (Основные нормы взаимозаменяемости).
12. ГОСТ 25347-82. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки. - Введ. 01.01.83. - М.: Из-во стандартов, 1982. - С.56. - (Основные нормы взаимозаменяемости).
13. ГОСТ 28187-89. Отклонения формы и расположения поверхностей. Общие требования и методы измерений, - Введ. 01.07.90. - М.: Из-во стандартов, 1989. - С.19. - (Основные нормы взаимозаменяемости).
14. ГОСТ 30893.1- 2002. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками. - Введ. 01.01.2004. - М.: Из-во стандартов, 2003. - С.6. - (Основные нормы взаимозаменяемости).
15. ГОСТ 30893.2-2002. Общие допуски. Допуски формы и расположения поверхностей не указанные индивидуально. - Введ. 01.01.2004. - М.: Из-во стандартов, 2003. - С.8. - (Основные нормы взаимозаменяемости(.
16. ГОСТ Р 50056-92. Зависимые допуски формы, расположения и координирующих размеров. - Введ. 01.01.94. - М.: Из-во стандартов, 1992. - С.32. - (Основные нормы взаимозаменяемости).
17. Допуски и посадки: Справочник. В 2-х ч. /В.Д.Мягков, М.А.Палей, А.Б.Романов, В.А.Брагинский. - Л.: Машиностроение, 1982. - Ч. 1, 543 с., ил.
18. Единая система допусков и посадок СЭВ в машиностроении и приборостроении. Контроль деталей: Справочник. - М.: Из-во стандартов, 1987. - 200 с., ил.
19. Марков Н.Н. Метрологическое обеспечение в машиностроении. Учебник для высших учебных заведений. - М.: Из-во «СТАНКИН», 1995. - 468 с., ил.
20. Метрологическая экспертиза технической документации /Яковлев Ю.Н., Глушкова Н.Г., Медовикова Н.Я., Бесфамильная Л.В., Столярова Н.И. - М.: Из-во стандартов, 1992. - 184 с., ил.
21. Оформление технологических карт //Методические указания по выполнению курсовых проектов специальностей 12.01, 12.02, 21.03, 07.01 дневного, вечернего и заочного обучения.: Ч. 1. /ТулГУ. - Тула, 1990. - 30 с., ил.
22. Оформление технологических карт. //Методические указания по выполнению курсовых проектов специальностей 12.01, 12.02, 21.03, 07.01 дневного, вечернего и заочного обучения,: Ч. 2./ ТулГУ. - Тула, 1990. - 23 с., ил.
23. Расчет параметров посадки и калибров для проверки отверстия и вала. //Методические указания по выполнению курсовых и контрольных работ. /ТулГУ. - Тула, 1994. - 22 с., ил.
24. РТМ2 Н31-4-81. Соотношения между допусками размера, формы, расположения и шероховатости поверхностей. - Введ. 01.01.83. - М.: Научно-исследовательский институт информации по машиностроению, 1981. - 54 с., ил. - (Руководящий технический материал).
25. Средства контроля, управления и измерения линейных и угловых размеров в машиностроении: Отраслевой каталог. - М.: Из-во ВНИИТЭМР, 1990. - 280 с., ил.
26. Технический контроль в машиностроении: Справочник проектировщика /Под общ. ред. В.Н.Чупырина, А.Д.Никифорова, - М.: Из-во Машиностроение, 1987. - 512 с., ил.
ПРИЛОЖЕНИЕ
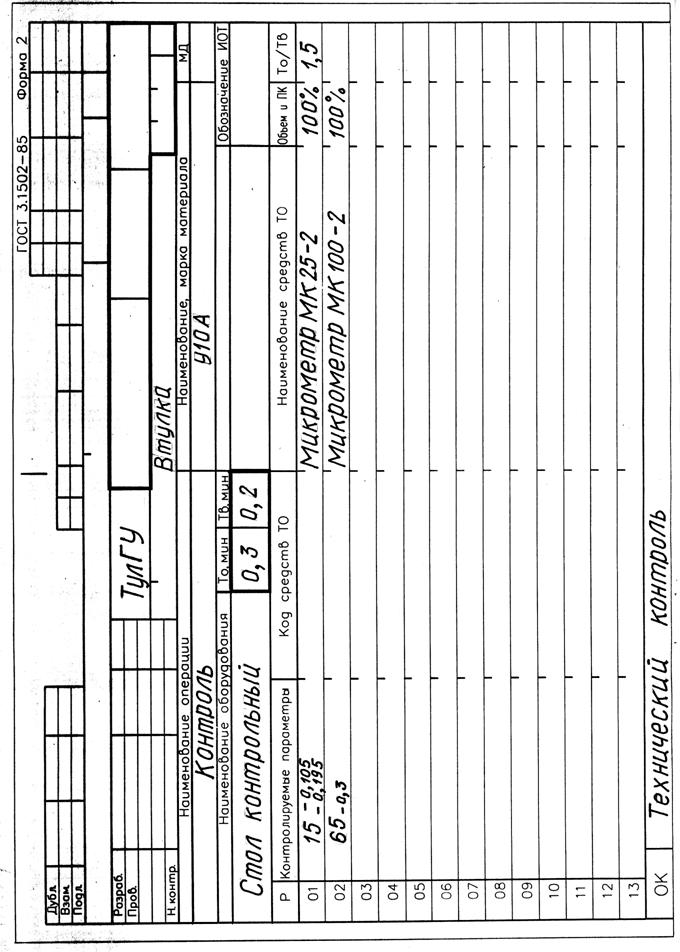
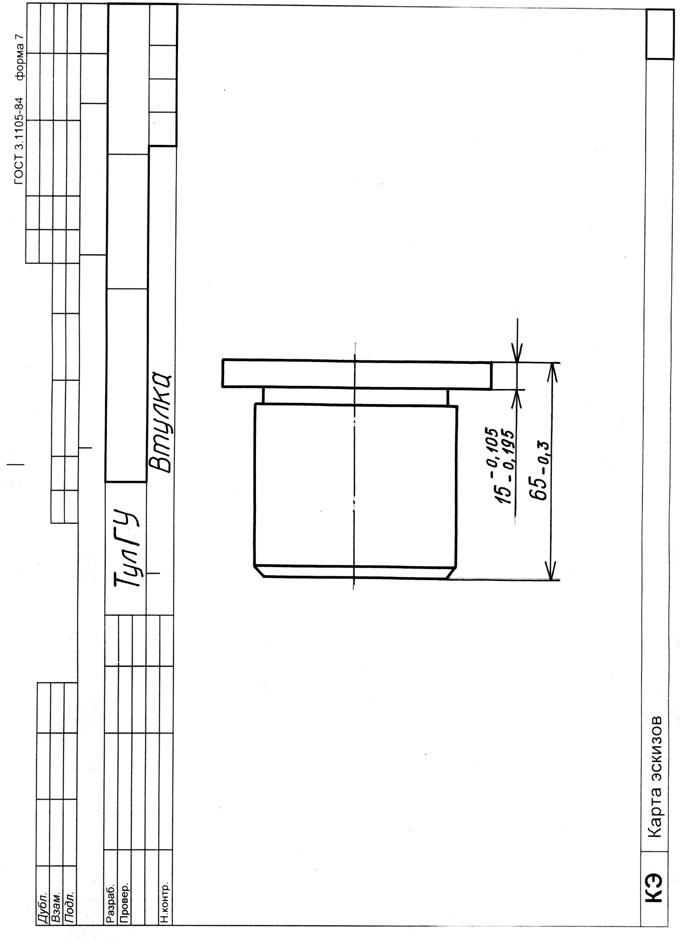
Технологические документы на операцию контроля
детали «Втулка»