

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
Ю.Л.Апатов, С.Г.Ганапольский, К.Ю.Апатов
ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ
В ДЕРЕВООБРАБАТЫВАЮЩЕМ И
МЕТАЛЛООБРАБАТЫВАЮЩЕМ
ПРОИЗВОДСТВАХ
Рекомендовано Ученым советом ВятГУ в качестве учебного пособия по дисциплине «Автоматика и автоматизация производственных процессов» для студентов специальности 150405 – Машины и оборудование лесного комплекса
Киров 2012
Печатается по решению редакционно-издательского совета Вятского государственного университета
УДК 621. 865. 8.
А 76
Рецензент:
Апатов Ю.Л., Ганапольский С.Г., Апатов К.Ю. Применение промышленных роботов в деревообрабатывающем и металлообрабатывающем производствах: учебное пособие. – Киров: Изд-во ВятГУ, 2012. – 150 с.: ил.
В учебном пособии рассматриваются вопросы практического использования промышленных роботов в производственных условиях. Даны многочисленные примеры конструктивного исполнения этого вида оборудования, рассмотрена классификация и порядок выбора требуемой модели. Большое внимание уделено механической части роботов – манипуляторам, с подробным рассмотрением их кинематики, особенностей приводов и исполнительных механизмов. Широко представлена методика расчета механических и вакуумных захватных устройств. Подробно изложена методика экспериментального определения погрешности позиционирования, как основного точностного параметра любого робота. Даны сведения по технике безопасности при работе с промышленными роботами.
Пособие весьма полезно для освоения студентами теоретического курса при изучении дисциплин «Автоматика и автоматизация производственных процессов» по специальности 150405 – Машины и оборудование лесного комплекса, а также родственной дисциплины «Автоматизация производственных процессов в машиностроении» по специальности 151001 – «Технология машиностроения».
Редактор Куликова А.В
Подписано в печать Усл. печ. л.
Бумага офсетная. Печать копир Aficio 1022
Заказ № Тираж Бесплатно
Текст напечатан с оригинал-макета, изготовленного ПРИП ВятГУ по материалам, предоставленным автором
Оформление обложки, изготовление – ПРИП ВятГУ
610000, г. Киров, ул. Московская, 36
© Ю.Л. Апатов, С.Г. Ганапольский, К.Ю. Апатов, 2012
© Вятский государственный университет, 2012
Оглавление стр.
| 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ. КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ РОБОТОВ 1.1. Введение. Хронология появления роботов 1.2. Понятие о промышленном роботе и его структуре 1.3. Примеры конструкций роботов и манипуляторов 1.4. Классификация промышленных роботов, методика и порядок выбора модели 2. МЕХАНИЧЕСКАЯ ЧАСТЬ ПРОМЫШЛЕННОГО РОБОТА (МАНИПУЛЯТОР). 2.1. Кинематика манипуляторов и разновидности механических систем 2.2. Приводы манипуляторов как источник движения 2.3. Передаточные звенья, трансмиссии и механизмы 2.4. Пневматическая схема промышленного робота с цикловой системой управления и цилиндрической системой координат 3. ЗАХВАТНЫЕ УСТРОЙСТВА, КАК ОСНОВНОЙ ВИД ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ ПРОМЫШЛЕННОГО РОБОТА 3.1. Разновидности захватных устройств и их краткая классификация 3.2. Расчет захватных устройств промышленных роботов различного функционального назначения 3.2.1. Механические захватные устройства и их расчет 3.2.2 Вакуумные захватные устройства и их расчет 3.3. Расширение технологических возможностей промышленных роботов посредством захватных устройств 3.3.1. Групповой схват промышленного робота 3.3.2. Расширение технологических возможностей промышленных роботов методом «очувствления» захватного устройства 4. ПРОИЗВОДСТВЕННОЕ ИСПОЛЬЗОВАНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ И РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ НА ИХ ОСНОВЕ 4.1. Примеры практического использования промышленных роботов в технологических целях 4.2. Определение погрешности позиционирования и ее анализ 4.3. Техника безопасности при применении промышленных роботов Заключение Контрольные вопросы Список литературы |
1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Примеры конструкций роботов и манипуляторов
Конструктивное исполнение указанных видов технологического оборудования весьма разнообразно и зависит от тех функций, которые оно выполняет. Кроме того, для манипуляторов характерна более упрощенная, чем у роботов, конструкция в виду отсутствия у них системы автоматического управления, датчиков, сенсоров и т. п. составляющих частей.
Это видно на рис. 1.7. и 1.8., где показаны манипуляторы, используемые на лесозаготовках.
Разнообразие конструкций роботов отвечает классификации, которая производится по достаточно большому числу классификационных признаков. Например, по характеру выполняемых операций промышленные роботы можно подразделить на три группы:

а

б
Рис. 1.7. Общий вид манипулятора LOGLIFT 51F, применяемого на лесозаготовках: а – на этапе захвата бревна с земли; б – то же при погрузке
а) производственные, или технологические, выполняющие основные операции технологических процессов. Уместно напомнить, что при механической обработке детали, к основным операциям относятся такие, которые приводят к изменению размеров, формы и состояния поверхностей обрабатываемых деталей;

Рис. 1.8. Манипулятор LOGLIFT 61F во время спиливания ствола
б) подъемно-транспортные, или вспомогательные, выполняющие действия типа «взять – перенести – положить» при осуществлении ими так называемых вспомогательных операций. Сюда можно отнести роботы, обслуживающие автоматизированные склады;
в) универсальные для различных действий, как основных и вспомогательных.
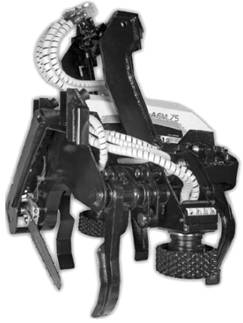
На рис. 1.9. показан рабочий орган манипулятора аналогичного назначения, имеющего расширенные технологические возможности. Он имеет механизм подачи бревна с подающими роликами, пилу для мерной распиловки, а также механизм очистки дерева от коры.
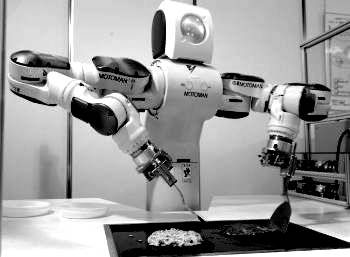
Еще два примера роботов, являющихся достаточно новыми разработками, не относящихся к понятию «промышленный робот», даны на рис. 1.10. а. и б. Надеемся, что последний вариант исполнения и назначения робота не потребует каких-либо пояснений.
 а а
|
 б б
|
Рис. 1.9. Рабочий орган манипулятора AFM 75: а – общий вид; б – вид сбоку

| 
|
а б
Рис. 1.10. Примеры роботов: а – боевой робот; б – робот-повар
Боевым роботом (боевая система наблюдения и разведки) принято называть некое автоматическое устройство, (заменяющее человека в боевых ситуациях или при работе в условиях, несовместимых с возможностями человека (условия природных катастроф, террористических акций), а также в военных целях: разведка, боевые действия, разминирование и т. п.
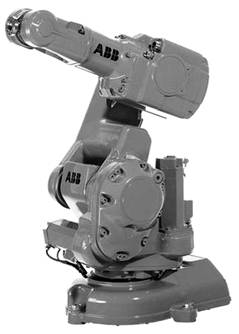
Приведем в качестве иллюстрации (рис. 1.11., 1.12. и 1.13.) некоторые разновидности современных промышленных роботов различного целевого назначения и конструктивного исполнения.
 а
а
|  б
б
|
 в
в
|  г
г
|
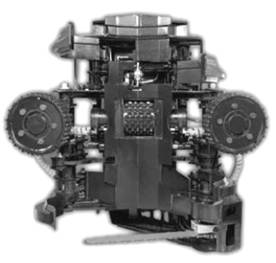
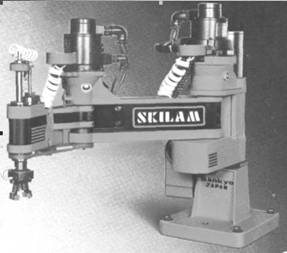
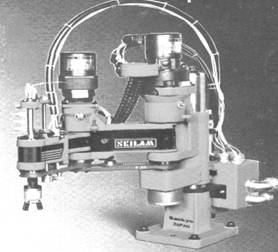
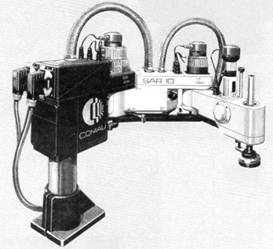
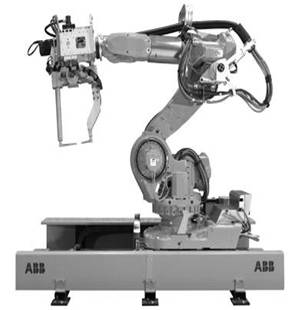
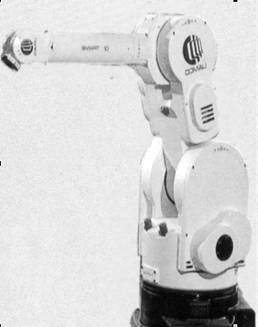
Рис. 1.11. Некоторые модели промышленных роботов, использующих ангулярную систему управляемых координат: а – робот модели SKILAM SR-3; б – робот модели SR-4; в – робот Adept; г – робот SAR-10
 а
а
|  б
б
|
 в
в
|  г
г
|
Рис. 1.12. Модели промышленных роботов различного технологического назначения: а – робот ROBEL J модели RJ65 для непрерывной дуговой сварки; б – стационарный робот для операций точечной сварки (имеет сварочные клещи в виде рабочего инструмента); в – подвесной робот портального типа; г – напольный универсальный робот модели СМАРТ 10-25
 а
а
|  б
б
|
 в
в
|
 г
г
|
Рис. 1.13. Семейство промышленных роботов фирмы KUKA (Германия): а; б; в; г – варианты моделей различного конструктивного исполнения
В последнее время все большее развитие получают роботы бытового назначения, основной задачей которых является выполнение самых разнообразных операций по дому, чем они оказывают помощь человеку.
Однако, учитывая то, что объектом настоящего пособия являются промышленные роботы, средства их технологического оснащения и особенности применение в конкретных условиях, далее остановимся более подробно на их конструктивном исполнении, классификации и порядке выбора модели.
По специализации промышленные роботы подразделяют на специальные, выполняющие строго определенные технологические операции или обслуживающие конкретные модели технологического оборудования; специализированные, предназначенные для выполнения технологических операций одного вида (механической обработки, сварки, сборки, окраски, нанесения различных покрытий, склеивания и т. п.) или для обслуживания определенной группы моделей технологического оборудования, объединенных общностью манипуляционных действий; универсальные (многоцелевые), ориентированные на работу с различными видами технологического оборудования.
Примеры практического использования промышленных роботов в технологических целях
Применение промышленных роботов редко происходит в виде отдельной автономной единицы (самого робота). Как правило, создается робототехнический комплекс (РТК), включающий в себя целый ряд составляющих: технологическое оборудование, обслуживаемое роботом, комплект средств оснащении, питатели заготовками, накопители, комплект рабочего инструмента и т. п. Это сложная задача, которая должна базироваться на анализе особенностей действующего производства.
При таком анализе необходимо установить следующие параметры: тип производства (массовое, крупносерийное, серийное, мелкосерийное); организация производства (поточное, непоточное); характер перемещения деталей по технологическому процессу (непрерывный, прерывистый); специфические особенности данного производства (наличие вредных условий труда, обработка специальных материалов и др.).
В результате анализа указанных параметров определяют: номенклатуру деталей, обработка которых может быть осуществлена с применением ПР; характеристики деталей и вид заготовок; неиспользованные резервы и узкие места производственного процесса; потери, возникающие вследствие технических и организационных недостатков; состав основного технологического оборудования и рекомендации по его модернизации или замене; специфические особенности действующего производственного процесса, от которых зависит повышение его эффективности; пути изменения организационной структуры производства; усовершенствования технологического процесса обработки, автоматизации отдельных операций; средства механизации и автоматизации труда, повышающие производительность, в том числе путем применения промышленных роботов.
После чего, технолог, курирующий проект по роботизации производства, в соответствии с технологическим процессом данного РТК составляет алгоритм управления промышленным роботом, который включает в себя последовательность действия его в процессе обслуживания оборудования или при выполнении основной технологической операции.
Некоторые требования и условия эксплуатации промышленных роботов. Опыт эксплуатации таких роботов подтверждает, что их неисправности чаще выражаются в виде появления отказов, которые обусловлены либо потерей точности позиционирования при установке заготовок или деталей, что связано с нарушением динамики перемещений захватов по степеням подвижности, либо к прекращению автоматической работы.
Причинами потери точности позиционирования при перемещениях манипулятора также являются утечка масла из полостей гидродемпферов и стравливание сжатого воздуха в результате неправильной регулировки. Надежность функционирования робота, имеющего пневматический привод, во многом зависит от качества сжатого воздуха, используемого как рабочее тело. Подводимый к манипулятору воздух должен быть очищен от пыли и влаги, присутствующей в виде конденсата.
Диагностирование работоспособности РТК позволяет предотвратить возникновение аварийных ситуаций. Для этого их оснащают развитой информационной системой, включающей в себя датчики различных типов, регистрирующие давление в гидро- и пневмосетях, уровни питающих напряжений, положение управляемых координат технологического оборудования, режимы обработки и работоспособность системы управления. Дискретные сигналы датчиков (постоянного тока напряжением 24 В) поступают на пульт оператора, имеющий развитую систему индикации, которая позволяет ему быстро находить и устранять неисправности.
 а а
| 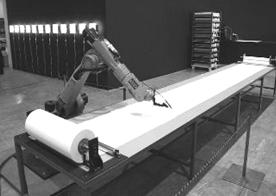 б б
|
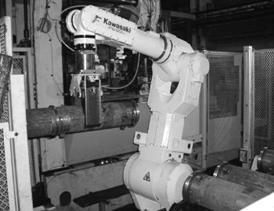 в в
| 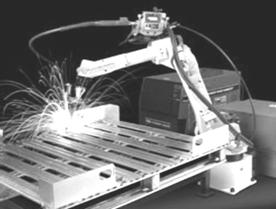 г г
|
 д д
|  е е
|
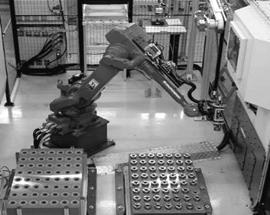
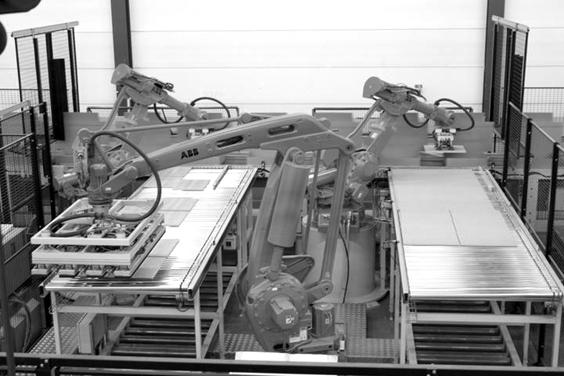
Рис. 4.1. Примеры применения промышленных роботов: а – обработка криволинейного паза в деревянной детали с использованием кругового интерполятора; б – разметка, гравирование и раскрой рулонных материалов; в – работа с массивными деталями; г – электродуговая сварка (роботt ARC Mate 100iBe/120iBe); д – покраска и нанесение защитных покрытий на корпус автомобиля; е – робот, обслуживающий токарный станок с ЧПУ (спереди видны кассеты-накопители для заготовок и готовых деталей)
 а а
|  б б
|
 в в
|  г г
|
 д д
|  е е
|
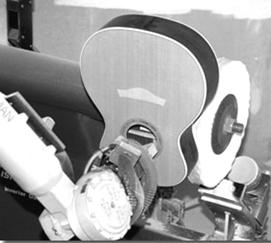
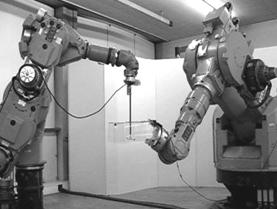
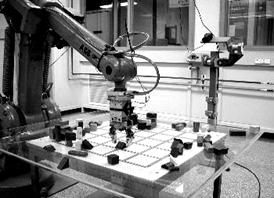
Рис. 4.2. Примеры применения промышленных роботов (продолжение): а – полирование корпуса гитары со стороны нижней деки; б – фрезерование крупногабаритных деталей из неметаллических материалов; в – опытная модель робота в лаборатории; г – совместная работа двух роботов с агрессивными жидкостями; д – конвейерная сборка изделия; е –интеллектуальный робот за отработкой задачи «распознавания образов»
 а а
|  б б
|
 в в
|
Рис. 4.3. Примеры применения промышленных роботов (продолжение): а – конвейерная сборка кузовов автомобилей методом точечной сварки; б – рабочая позиция роботизированной стапельной сборки автомобиля; в – фрагмент деревообрабатывающего производства, в котором роботы оснащены специальными технологическими устройствами
Для робототехнического комплекса обязательно наличие ограждения. Расчет размеров ограждения производится с учетом необходимых расстояний между стационарными ограждениями и границей рабочей зоны и рабочего пространства робота и технологическим оборудованием для удобного и безопасного выполнения операций программирования, обучения, ремонта и наладки робота. При этом должны учитываться система координат, тип и размеры рабочей зоны, количество роботов, а также антропометрические данные и рабочая поза оператора при выполнении операции по обслуживанию основного технологического оборудования.
При срабатывании устройства аварийной остановки должно прекратиться любые движения робота независимо от режима его работы, как это предусмотрено при конструировании любых моделей.
Техническая характеристика промышленного робота и содержащаяся в ней информация. Большое значение имеет техническая характеристика промышленного робота, особенно при обосновании выбора его модели. Какого же рода информация содержится в ней?
В качестве примера рассмотрим техническую характеристику промышленного робота с пневматическим приводом и цикловой системой управления, использующей прямоугольную систему координат – типичного представителя роботов 1-го поколения модели «РИТМ-05».
Достоинствами этой модели являются: простота программирования, наличие двух манипуляторов (рук), простота конструкции пневматической приводной системы; большая скорость перемещения рук, обеспечивающая достаточно высокую производительность робота при выполнении различных действий; отсутствие трубопроводов для отвода отработавшей рабочей среды (масла); возможность использования всегда имеющихся в производственных цехах пневмомагистралей.
Имеющиеся недостатки – это невозможность, из-за сжимаемости воздуха, обеспечить достаточно высокую точность позиционирования рабочего органа, что затрудняет практическое использование этих роботов в таких трудно автоматизируемых процессах, как сборка. Это объясняется тем, что скорость исполнительного органа непостоянна и зависит от нагрузки (в частности, от массы переносимой роботом детали). Позиционирование здесь производится по переставным жестким упорам, поэтому погрешность позиционирования находится в пределах ± 0,1 мм.
Следует отметить, что погрешность позиционирования является важнейшей характеристикой роботов любых моделей, поэтому ниже, в этом же разделе пособия (п. 4.2) рассматривается методика ее экспериментального определения и проверки роботов на точность.
Данный робот использует прямоугольную пространственную систему координат с позиционированием в двух точках по каждой из координат. Окончание перемещения по любой из управляемых координат контролируется специальными датчиками конечного положения (конечными выключателями), что является обратной связью.
Роботы данного типа могут успешно использоваться, например, для автоматизации вспомогательных технологических операций (типа «загрузка-выгрузка»), не требующих высокой точности перемещений:
· при холодной листовой штамповке, в условиях серийного и мелкосерийного производств, когда требуется достаточно частое перепрограммирование;
· транспортирования из накопителей сориентированных деталей в штампы;
· для загрузки и разгрузки приспособлений различных станков;
· для управления объединенным в робототехнический комплекс технологическим оборудованием и других целей.
При этом температура окружающей среды должна быть в пределах
5 – 40° С, а относительная влажность воздуха не более 80%.
Список литературы
1. Рапопорт, Г.Н., Солин, Ю.В. Применение промышленных роботов. – М.: Машиностроение, 1985. – 272 с.
2. Юревич, Е. А. Основы робототехники. – Л. Машиностроение, 1985. – 271 с.
3. Таланов, В.В. Технические средства автоматизации / Под ред. А.С.Клюева. – М.: Машиностроение, 2002. – 248 с.
4. Спыну, Г. А. Промышленные роботы: конструирование и применение: учеб. пособие /Г. А. Спыну; Под общ. ред. В. И. Костюка. – Киев: Высш. шк., 1991. – 310 с.
5. Гибкие производственные системы, промышленные роботы, робототехнические комплексы: в 14 кн. / Под ред. Б. И. Черпакова. – М.: Высш. шк., 1989.
6. Шишмарев, В.Ю. Автоматизация производственных процессов в машиностроении: учебник /В.Ю.Шишмарев. – М.: Академия, 2007. – 364 с.
7. Киселев, Г. А. Гибкие производственные системы в машиностроении /Г. А. Киселев, В. Ю. Гуленков. – М.: Изд-во стандартов, 1987. – 288 с.
8. Белянин, П.Н. Промышленные роботы и их применение: Робототехника для машиностроения 2-е изд., перераб. и доп. – М.: Машиностроение, 1983. – 311 с.
9. Белянин, П. Н. Сбалансированные манипуляторы». – М.: Машиностроение, 1988. – 264 с.
10. Робототехника и гибкие автоматизированные производства: учеб. пособие: в 9 кн./ Под ред. И. М. Макарова. – М.: Высш. шк., 1986.
11. Роботизированные производственные комплексы /Под ред. Ю. Г. Козырева, А. А. Кудинова. – М.: Машиностроение, 1987. – 270с.
12. Козырев, Ю. Г. Промышленные роботы: справочник / Ю. Г. Козырев. - 2-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 392 с.
13. Робототехника. / Под ред. Е. П. Попова, Е. И. Юревича. - М.: Машиностроение, 1984. – 288 с. - (АМ и РС: Автомат. манипуляторы и робототехн. системы).
14. Волчкевич Л.И. Автоматизация производственных процессов: учеб. пос. – М.: Машиностроение, 2005. – 380 с.
15. Справочник по промышленной робототехнике: В 2-х кн. Кн. 1 /Под ред. Ш.Нофа; Пер. с англ. – М: Машиностроение, 1989. – 480 с.; Кн. 2 /Под ред. Ш.Нофа; Пер. с англ. – М: Машиностроение, 1990. – 480 с.
16. Гибкие сборочные системы. / Под. ред. А.М.Покровского. – М.: Машиностроение, 1988. – 400 с.
17. Капустин Н.М. Комплексная автоматизация в машиностроении: учебник. /Капустин Н.М., Дьяконова Н.П., Кузнецов П.М. – М.: Академия, 2005. – 368 с.
18. Соломенцев, Ю.М. Промышленные роботы в машиностроении: Альбом схем и чертежей. – М.: Машиностроение, 1987. – 140 с.
19. Промышленные роботы: Каталог. – М.: Машиностроение, 1988. – 109 с.
20. Апатов Ю.Л. Расчет и проектирование захватных устройств механического типа для промышленных роботов. Методические указания для лабораторных работ и РГР. – Киров: ВятГУ, 2006. – 27 с.
21. Авторское свидетельство СССР №975389 «Групповой схват промышленного робота» МКИ B25J15/00. Апатов Ю.Л., Корсаков В.С., Васильевых Л.А. от 21.07.1982.
22. Авторское свидетельство СССР №1454690 «Сват промышленного робота» МКИ B25J15/00. Апатов Ю.Л., Васильевых Л.А., Светлаков Г.Б., Вожегов С.П. от 1.10.1988.
23. Перечень ГОСТов. Роботы промышленные. Роботизированные технологические комплексы. Требования безопасности и методы испытаний.Industrial robots. Robotized technological systems. Safety requirements and testing methods. Дата введения 1.01.2002.
ГОСТ 12.1.019-79 Электробезопасность. Общие требования и номенклатура видов защиты;
ГОСТ 12.2.003-91 Оборудование производственное. Общие требования безопасности;
ГОСТ 12.2.007.0-75 Изделия электротехнические. Общие требования безопасности;
ГОСТ 12.2.040-79 Гидроприводы объемные и системы смазочные. Общие требования безопасности к конструкции;
ГОСТ 12.2.049-80 Оборудование производственное. Общие эргономические требования;
ГОСТ 12.2.062-81 Оборудование производственное. Ограждения защитные;
ГОСТ 12.3.001-85 Пневмоприводы. Общие требования безопасности к монтажу, испытаниям и эксплуатации;
ГОСТ 12.4.026-76 Цвета сигнальные и знаки безопасности;
ГОСТ 12.4.040-78 Органы управления производственным оборудованием. Обозначения;
ГОСТ 21786-76 Система «человек-машина». Сигнализаторы звуковые неречевых сообщений. Общие эргономические требования;
ГОСТ 22269-76 Система «человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования;
ГОСТ 23000-78 Система «человек-машина». Пульты управления. Общие эргономические требования;
ГОСТ 25686-85 Манипуляторы, автооператоры и промышленные роботы. Термины и определения.
Ю.Л.Апатов, С.Г.Ганапольский, К.Ю.Апатов

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!