| 1.1.Фамилия, имя, отчество
|
|
| 1.2. Год рождения
|
|
| 1.3. Образование и специальность
|
|
| 1.4. Место работы
|
|
| 1.5. Должность
|
|
| 1.6. Стаж работы в области сварочного производства
|
|
| 1.7. Переподготовка по сварочному производству
|
|
|
|
|
|
| (в каком учебном заведении, когда и номер документа)
|
|
| 1.8. Наличие уровня профессиональной подготовки
|
|
| 1.9. Специальная подготовка
|
|
|
|
| (когда, где и номер документа)
|
|
| 1.10. Направление производственной деятельности
|
|
|
| | | | | |
Данные об аттестации
2.1. Оценка теоретических знаний на общем экзамене _________________________________
2.2. Оценка знаний на специальном экзамене _________________________________________
Заключение аттестационной комиссии
3.1. Присвоенный уровень _________________________________________________________
3.2. Допущен к __________________________________________________________________
(направление производственной деятельности
________________________________________________________________________________
и наименования групп опасных технических устройств)
________________________________________________________________________________
| Председатель комиссии:
|
|
|
|
|
| (подпись)
| (Ф.И.О.)
|
|
| Члены комиссии:
|
|
|
|
| 1.
|
|
|
|
| 2.
|
|
|
|
| 3.
|
|
|
|
| Представитель Госгортехнадзора России:
|
|
|
|
|
| Удостоверение № ______ выдано
|
|
|
|
| (дата, подпись)
|
| | | | | | |
Примечания:
1. Протокол оформляют в двух экземплярах: первый экземпляр передают на предприятие (организацию), направившую специалиста на аттестацию, второй - в аттестационный центр.
2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывают наименование органа Госгортехнадзора России и должность представителя.
Приложение 21
Форма аттестационного удостоверения специалиста сварочного производства
| РОССИЙСКАЯ ФЕДЕРАЦИЯ
RUSSIАN FEDERАTION
НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ
(НАКС)
NАTIONАL АTTESTАTION COMMITTEE ON WELDING PRАCTICE (NАCWP)
Аттестационное удостоверение специалиста сварочного производства
уровень ____ (аттестованный _____)
Speciаlist In Welding Production Certificаte
level______ (certified _______)
|
| стр.2
|
|
| Выдано
|
|
|
|
| (наименование аттестационного центра)
|
|
| №
|
|
|
|
| (номер аттестационного удостоверения)
|
|
| Фамилия
|
|
|
Место для фото-
графии 3х4
|
|
|
| Surnаme
|
|
|
|
|
| Имя
|
|
|
|
|
| First nаme
|
|
|
|
|
| Отчество
|
|
|
|
|
| Middle nаme
|
|
|
|
|
| Год рождения
|
|
|
|
|
| Dаte of birth
|
| M.П.
|
|
|
|
|
|
|
|
|
| | | | | | | | | |
| стр. 3
|
| стр. 4
|
| № удостоверения
|
| № удостоверения
|
| Допущен к:
|
|
|
|
|
| (Вид производственной деятельности и наименование групп опасных технических устройств)
|
| Срок действия удостоверения продлен до
|
|
|
|
| На основании решения аттестационной комиссии
|
|
|
|
| Протокол №
| от
|
|
| Руководитель АЦ
| (подпись)
| Фамилия И.О
|
|
| М.П.
|
|
|
| Срок действия удостоверения продлен до
|
|
| Протокол № от
|
| На основании решения аттестационной комиссии
|
|
| Удостоверение действительно до
|
| Протокол №
| от
|
| Руководитель АЦ
| (подпись)
| Фамилия, И.О
|
| Руководитель АЦ
| (подпись)
| Фамилия И.О
|
| М.П.
|
| М.П.
|
|
| | | | | | | | | |
Форма вкладыша к аттестационному удостоверению специалиста
| стр.2
|
| стр.3
|
| РОССИЙСКАЯ ФЕДЕРАЦИЯ
|
| № вкладыша
Допущен к:
|
| НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ
|
| (вид производственной деятельности, наименования опасных технических устройств)
|
| ПРОИЗВОДСТВУ
|
|
|
| (НАКС)
|
|
|
|
|
|
|
| ВКЛАДЫШ
|
|
|
| к аттестационному удостоверению
|
|
|
| специалиста сварочного производства
|
|
|
| _____ уровня (аттестованный ________)
|
| Протокол №
| _________________
|
|
|
| Вкладыш действителен до окончания срока действия удостоверения
|
| (Фамилия И.О.)
|
|
|
|
|
|
| № _____________________
к удостоверению №________________
|
| Руководитель аттестационного центра
| подпись, дата
| Фамилия, И.О.
|
| (без удостоверения недействительно)
|
| М.П.
|
| | | | | | |
Приложение 22
а)

б)

Рис.1. Положения при сварке стыковых (а) и тавровых (б) соединений листов:
Н1 - нижнее; Г - горизонтальное; Н2 - нижнее тавровых соединений; В1 - вертикальное (сварка снизу вверх); В2 - вертикальное (сварка сверху вниз); П1 - потолочное; П2 - потолочное тавровых соединений.
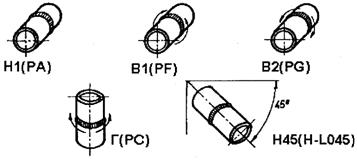

Рис.2. Положения при сварке стыковых (а) и угловых (б) соединений труб:
Н1 - нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 - нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В1 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на подъем);
В2 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на спуск); Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н45 - переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 - потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом.

Рис.3. Размеры деталей для стыковых контрольных сварных соединений листов

Рис.4. Размеры деталей для тавровых контрольных сварных соединений листов.
При t ³ 6 мм, а £ 0,5t; При t < 6 мм, 0,5 t £ а £ (Z = 0,7 t)
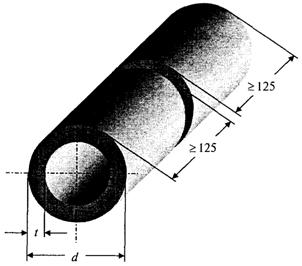
Рис.5. Размеры деталей для стыковых контрольных сварных соединений металлических труб

Рис.6. Размеры деталей для угловых контрольных сварных соединений труб между собой и труб с листами.
При t ³ 6 мм, а £ 0,5 t; При t < 6 мм, 0,5 t £ а £ Z = 0,7 t).
а)

б)
в)

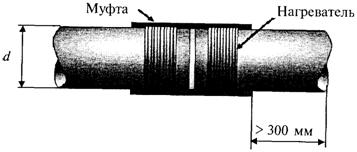
Рис.7. Типы контрольных сварных соединений при сварке труб из полимерных материалов:
а - стыковое соединение; б - соединение муфтой; в - соединение седловым ответвлением
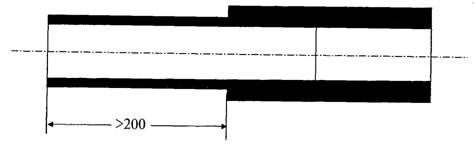
Рис.8. Контрольное сварное соединение типа Р

Рис.9. Контрольное сварное соединение типов V; X

Рис.10. Контрольное сварное соединение типов ТБ; ТV; ТХ

Рис.11. Контрольное сварное соединение типа H






