МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ПРОВЕДЕНИЮ, СОДЕРЖАНИЮ, ОФОРМЛЕНИЮ И ЗАЩИТЕ ОТЧЁТОВ ПО ПРАКТИЧЕСКИМ РАБОТАМ
СТУДЕНТОВ, ОБУЧАЮЩИХСЯ ПО ПРОГРАММЕ
МОДУЛЯ МДК 03.01
Разработка технологических процессов, технической и технологической документации (электроподвижной состав)
КТЖТ
2016 г.
Содержание
Введение - 3
| Структура отчёта - 5
Общие требования - 6
|
| |
| Основные надписи - 8
Правила оформления технологических документов. - 13
Формы и правила оформления титульного листа. - 16 Основные правила записи адресной информации о
технологическом процессе. - 19
Правила записи адресной информации
об операции (операциях) - 20
Правила записи информации о рабочих местах. - 23
Виды конструкторских документов - 24
|
| |
| Практическая работа №1. Практическая работа №1. Заполнение маршрутной карты. - 29
|
| |
| Практическая работа №2. Практическая работа №2. Заполнение карты дефектации. - 39
|
| |
| Практическая работа №3. Практическая работа №3. Заполнение карты эскизов. - 43
|
| |
| Практическая работа №4. Заполнение карты технологического
процесса ремонта ЭПС. - 47
|
|
| Практическая работа №5.
Составление технолого-нормировочной карты - 57
|
| |
| Практическая работа №6. Проверка колёсной пары
шаблонами и измерительным инструментом. - 63
|
| |
| Практическая работа №7. Проверка геометрических
характеристик подшипников. - 74
|
| |
| Практическая работа №8. Технология ремонта автотормозного оборудования - 80
|
| |
| Практическая работа №9. Проверка состояния и действия
автосцепки с помощью шаблона №940р. - 89
|
| |
| Практическая работа №10. Проверка состояния зубьев шестерён,
зазоров в моторно-осевых подшипниках. - 95
Практическая работа №11. Проверка обмотки якоря на отсутствие
обрывов и межвитковых замыканий. - 101
Практическая работа №12. Проверка электрической машины
после сборки (замер сопротивления изоляции, - 107
нажатия щёток, осевого разбега якоря.)
Практическая работа №13. Проверка после ремонта
индивидуального контактора. - 116
Практическая работа №14. Проверка индивидуального
переключателя после ремонта. - 122
Практическая работа №15. Регулировка и испытание
защитной аппаратуры. - 128
Практическая работа №16. Проверка заряда аккумуляторной
батареи, уровня и плотности электролита - 134
Практическая работа №17. Отыскание неисправностей
в электрических цепях. - 136
Библиографический список - 170
Приложения:
|
| |
Приложение А Пример оформления титульного листа в
альбомной ориентации
Приложение Б Пример оформления титульного листа в
книжной ориентации
Приложение В Пример оформления первого листа
пояснительной записки
Приложение Г Пример оформления второго и
последующих листов пояснительной записки
Приложение Д Пример оформления титульного листа
на комплект практических работ
Приложение Е Маршрутная карта(первый лист или заглавный лист)
Приложение Ё Маршрутная карта (последующие листы)
Приложение И Перечень основных регламентирующих документов, применяемых в ОАО «РЖД» при ремонте и эксплуатации локомотивов и мотор-вагонного подвижного состава.
В настоящем методическом пособии поясняются основные требования к составлению отчётов по проведённым практическим работам (в частности по заполнению маршрутной карты при описании технологии ремонта узлов и агрегатов электроподвижного состава)
Учтены основные требования стандартов по оформлению маршрутных и операционных карт, карт эскизов и технического контро- ля. Приведены примеры заполнения технологической документации.
Введение
Как известно, сущность технологического процесса заключается в закреплении получения заранее известного результата, который, при правильно составленном описании невозможно не получить при соблюдении всех требований технологии. Именно гарантия получения заранее известного, а значит, предсказуемого результата делает технологический процесс ценным и необходимым при планировании проведения ремонтных и сборочных работ.
Проектирование технологического процесса включает в себя ряд иерархических уровней, которые распространяются от самых простейших, единичных операций, к сложнейшим комплексам производственных процессов, которые могут быть эффективны лишь при производстве в определённом, достаточно большом объёме, при условии одновременного выполнения.
В условиях локомотивного (ремонтного) депо, технологические карты опи-сывают последовательность и порядок выполнения основных и вспомогательных работ при проведении различных видов технического ремонта и осмотра. Планирование и проектирование производства описывается конструкторскими и эксплуатационными или ремонтными документами. К конструкторским документам (именуемым в дальнейшем словом "документы") относят графические и текстовые документы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, приемки, эксплуатации и ремонта.
В методических указаниях определяются технологические процессы, расположение графических изображений и блоков основной надписи в формах технологических документов, раскрывается система обозначения и кодирования технологической документации, правила оформления, выбора технологической оснастки при разработке технологической документации. Указаны порядок и последовательность действий технологов при оформлении технологической документации с учетом особенностей производства и ремонта локомотивов и МВПС.
В приложениях к методическим указаниям представлены примеры оформления и заполнения форм технологической документации при проектировании технологических процессов ремонта электроподвижного состава.
Структура отчёта
Следует помнить, что основной целью составления отчёта по практическим работам, является приобретение навыков по составлению технической документации. Представляющих собой синтез умения выбора и заполнения бланков и форм отчётности, а так же поиска информации связанной с регламентом проведения работ, описанном в руководящих документах. Поскольку на этапе обучения необходимо отслеживать «образ мысли» разработчика, с целью выявления характера допущенных ошибок или упущений, до самого технологического документа (технологической карты) размещается пояснительная записка, в которой указывается цель проведения практической работы, её ход и критерии оценки, используемые в руководящих документах и правилах ремонта ОАО «РЖД», а так же требования ГОСТа к оформлению данного вида документа.
Таким образом оформление отчёта по практическим работам сводится к трём основным этапам:
1. Оформление титульного листа. Помимо титульного листа на конкретную тему, оформляется титульный лист на комплект документов (практических работ). Пример оформления титульного листа на комплект документов показан в приложении Д. Пример оформления титульного листа на отдельную практическую работу приведён в приложениях А и Б.
2. Оформление пояснительной записки. Пример оформления первого и последующих листов пояснительной записки приведён в приложениях В и Г. Окончательно оформленная пояснительная записка должна быть переплетена или сброшюрована.
3. Оформление технологического документа (или комплекта документов) согласно теме учебного плана. Примеры оформления технологических документов приведены ниже, на каждую практическую работу отдельно.
В каждом частном случае, готовится документ, представляющий собой образец технологической карты процесса, предусмотренной в соответствующем теме ГОСТу.
Общие требования
К конструкторским документам относятся графические, текстовые, аудиовизуальные (мультимедийные) и иные документы, содержащие информацию об изделии, необходимую для его проектирования, разработки. изготовления, контроля, приёмки, эксплуатации, ремонта, модернизации и утилизации. (ГОСТ 2.001-93)
Конструкторский документ в бумажной форме (бумажный до- кумент) - документ, выполненный на бумажном или аналогичном по на- значению носителе (кальке, микрофильмах и т.п.)
Конструкторский документ в электронной форме (электронный документ) - документ, выполненный как структурированный набор дан- ных. создаваемых программно-техническим средством.
Графический документ - документ, содержащий в основном графическое изображение изделия и (или) его составных частей, взаимное расположение и функционирование этих частей, их внутренние и внешние связи.
К графическим документам относятся чертежи, схемы, электрон- ные модели изделия и его составных частей. Подробнее составление графических документов будет разобрано в практической работе №3.
Текстовый документ - документ, содержащий в основном сплошной текст или текст, разбитый на графы.
К текстовым документам относятся спецификации, технические условия, ведомости, пояснительные записки, таблицы и т.п.
Аудиовизуальный документ (мультимедийный документ) - элек- тронный документ, содержащий видео- и (или) звуковую информацию.
На каждое изделие, в зависимости от функционального назначения, выполняют несколько документов (например, пояснительную записку, чертеж детали, спецификацию, сборочный чертеж, схемы и др).
При составлении документа подразумевается, что результатом этой деятельности будет появление документа пригодного для использования на производстве. При этом документация должна быть достаточной для выполнения производственных процессов, обеспечивающих заданное в КД качество. В общем случае она должна отражать:
– назначение (наименование) процесса;
– последовательность и маршрут выполнения операций в процессе;
– назначение операций контроля;
– определение критериев приемки и отклонения;
– назначение средств технологического оснащения, включая контрольное оборудование, инструмент, калибры;
– указание обозначения чертежа детали, узла;
– назначение состава (разряда) исполнителей и трудозатрат;
– определение методов и способов контроля, порядка предъявления к приемке;
– установление допусков (технологически реализуемых) на выпуск продукции;
–установление требований к производственной среде, мер безопасности;
–установление требований к производству образцов, с выделением требований к его элементам, несоблюдение показателей, качество которых может приводить к риску нанесения ущерба здоровью и жизни человека или окружающей среде;
–указание по выполнению специальных требований КД;
–установление нормированных показателей (номенклатурный
состав и классификация) энергетической эффективности для энергоемких объектов и типовых технологических процессов, расхода топлива и энергии;
–установление требований к метрологическому обеспечению производства, энергосбережения, охраны труда;
–установление требований по квалификации исполнителей;
–определение специальных мер по защите легкоповреждаемой продукции, а также ТП от опасных воздействий;
Документы подразделяются на виды, указанные в таблице 1. Таблица 1
| Вид
| Условное обозначение
| Назначение
| | Титульный лист
ГОСТ 3.1105-84
| ТЛ
| Документ предназначен для оформления:
–комплекта ТД на ремонт вагонов;
–отдельных видов ТД
Является первым листом комплекта технологической документации
| |
Карта эскизов
ГОСТ 3.1105-84
| КЭ
| Графический документ, содержащий эскизы, схемы, таблицы. Предназначен для пояснения выполнения ТП
| | Технологическая
инструкция
ГОСТ 3.1105-84
| ТИ
| Документ предназначен для описания технологических процессов, методов приемки, повторяющихся при ремонте, правил эксплуатации средств технологи-ческого оснащения. Применяется в целях сокращения объема разрабатываемой технологической документации
|
Виды документов специального назначения указаны в таблице 2.
Таблица 2 – Виды технологической документации специального назначения
| Вид ТД
| Условное
обозначение
| Назначение ТД
| | Маршрутная карта
ГОСТ 3.1118-82
| МК
| Документ предназначен для маршрутного
и маршрутно-операционного описания ТП ремонта вагона и его составных частей, включая контроль, перемещения по всем операциям в технологической последова-тельности с указанием данных об оборудовании, технологической оснастке. Допускается разрабатывать МК на отдельные виды работ. Рекомендуется применять МК в качестве карты технологического процесса ремонта (КТПР), карты технологического процесса дефектации (КТПД), карты типового технологического процесса очистки (КТТПО), операционной карты наплавки (ОКН)
| | Карта
технологического
процесса ремонта
| МК/КТПР
| Документ предназначен для разработки ТП ремонта вагона и его составных частей по операциям с привязкой к имеющимся дефектам. Выполнен на МК
| | Карта
технологического
процесса
дефектации
| МК/КТПД
| Документ предназначен для раз работки ТП
дефектации детали, сборочной единицы
ремонтируемого узла для определения дефектов. Выполнен на МК
| |
Карта типового технологического процесса
очистки
| МК/КТТПО
|
Документ предназначен для разработки ти-
пового процесса очистки ремонтируемых
узлов и их составных частей. Выполнен
на МК
| | Операционная карта
наплавки
| МК/ОКН
| Документ предназначен для описания техно-логической операции наплавки и разра-
батывается на детали, в которых отдельные
поверхности вследствие износа восстанав-
ливаются методом наплавки. ОКН применя-ется совместно с КТПР. Выполнен на МК
| |
Ведомость техноло-
гических документов
ГОСТ 3.1122-84
| ВТД
| Документ предназначен для указания пол-
ного состава документов, необходимых
для ремонта узла и его составных частей
и применяется при передаче документов
другому предприятию.
|
Состав необходимых документов, которые могут быть применены, устанавливают по ГОСТ 3.1102-81. Основной технологический документ МК, МК/КТПР, МК/КТПД, МК/КТТПО в отдельности или в совокупности с другими, записанными в нем технологическими документами, полностью или однозначно определяет технологический процесс по всем или отдельным видам работ.
Перечень необходимых ремонтных работ регламентируется технологическими инструкциями и руководящими документами. Примерный перечень которых, приведён в приложении Б настоящего пособия.
|
Основные надписи
Основную надпись следует применять для всех видов документов, предусмотренных ГОСТ 3.1102-81.
Основная надпись представлена в виде информационных блоков:
Блок I (Б1) – блок адресной информации;
Блок 2(Б2) – блок состава исполнителей;
Блок 3(БЗ) – блок внесения изменений;
Блок 4(Б4) – блок дополнительной информации;
Блок 5(Б5) – блок вспомогательной информации;
Блок 6(Б6) – блок вида и назначения документов.
В зависимости от назначения и способа выполнения документа блоки основной надписи могут иметь различные формы, например, Б1ф1,Б2ф1и т. д. Графическое изображение форм блоков приведены в рисунках с 1 по 14.

Рисунок 1 Б1ф1 – для документов МК, ТИ, КТП, КТТП, ВТД

Рисунок 2 Б1ф1а – для документов МК, ТИ, КТП, КТТП, ВТД
Рисунок 3 Б1ф3 – для документов МК, ТИ, КТП, КТТП, ВТД

Рисунок 4 Б1ф3а – для документов

МК, ТИ, КТП, КТТП, ВТД
Таблица 3 – Формат документа
| Формат документа
| L (мм)
| I (мм)
|
| А 4 с вертикальным полем подшивки
|
| 33,8
|
| А 4 с горизонтальным полем подшивки
| 189,8
| 41,6
|
| А3
| 189,8
| 41,6
|

Рисунок 5 Б2ф1 – для всех видов документов. Лист 1

Рисунок 6 Б3ф1 – для всех видов документов формата А4 (с вертикальным расположением поля подшивки) и формата А3. Лист 1

Рисунок 8 Б3ф1б – для всех видов документов

Рисунок 9 Б3ф1в – для всех видов документов

Рисунок 10 Б4ф1 – для всех видов документов кроме оборотной стороны

Рисунок 11 Б5ф1 – для всех видов документов. Лист 1

Рисунок 12 Б5ф1а – для всех видов документов последующих листов

Рисунок 13 Б5ф1б – для всех видов документов формата А4 с горизонтальным расположением поля подшивки оборотной стороны

Рисунок 14 Б5ф1в – для всех видов документов формата А 4 с вертикальным расположением поля подшивки формата А 3. Оборотная сторона
Размеры L выбирает исполнитель в зависимости от формата и способа выполнения бланка документа в соответствии с таблицей 4.
Таблица 4 – Формат и способ выполнения бланка документа
| Формат документа
| L (мм)
|
| А4 с вертикальным расположением поля подшивки
|
|
| А4 с горизонтальным расположением поля подшивки
|
|
| А3
|
|
Основные правила заполнения граф основной надписи блока Б2ф1
Заполнение граф «Разработал» и «Проверил» одним и тем же лицом независимо от его квалификации не допускается.
Подписи должны быть разборчивыми и принадлежать тому лицу, фамилия которого указана в соответствующей графе. Однако в тех случаях, когда одно и то же лицо подписывается в графах «Разработал» и «Рук. разработки» (т. е. когда руководитель разработки лично выполнял работу подчиненных ему исполнителей), фамилия и подпись должна повторяться дважды.
Не разрешается расписываться наискось в нескольких строках.
Подпись нормоконтролера является заключительной и ставится после всех остальных, в том числе и после подписи утверждающего лица.
Документацию, утверждаемую руководителем предприятия или
главным инженером, нормоконтролер визирует на поле подшивки документа первого или заглавного листа: «Н.контр...» (подпись и
дата), а после подписания документа утверждающим лицом – подписывает в графе основной надписи.
Разработанную документацию нормоконтролер визирует до
утверждения руководством и подписывает после ее утверждения.
Содержание, расположение, размеры граф основных надписей и дополнительных граф к ним регламентирует ГОСТ 2.104 требования ГОСТа к размерам и расположению граф приведены на рисунке 15.

Расположение граф основных и дополнительных надписей Рисунок 15
Расположение основной надписи вдоль длинной или короткой сто-
роны листа для всех форматов не ограничивается, кроме формата А4. На
формате А4 ее нужно располагать вдоль короткой стороны листа (см.
рисунок 3).
Назначение основной надписи - информирование о самом докумен-
те; об изделии; об организации, выпустившей документ; о характере рабо-
ты лиц, ответственных за выпуск документа и т.п. Эти сведения вписыва-
ются в соответствующие графы (см. рисунок 15).
Графа (1) - наименование изделия, а также наименование докумен-
та, если этому документу присвоен код (СБ, ВО и т.д.).
Примеры заполнения графы 1.
На чертеже детали: КОЛЕСО ЗУБЧАТОЕ
На сборочном чертеже: КРАН ПРОХОДНОЙ
Сборочный чертеж
На схеме: ТЕЛЕЖКА КРАНА
Схема электрическая общая
На графике: КРИВЫЕ ОТНОСИТЕЛЬНОЙ ВИДИМОСТИ
Иллюстративный чертеж
Графа (2) - обозначение документа.
Обозначение изделия (детали, сборочной единицы, комплекса,
комплекта), а также основного конструкторского документа (чертежа
Правила оформления конструкторских
Практическая работа №1
Примечание: согласно ГОСТ 3.1118-82 литеры «А»,«Б»,«К», применяются только при заполнении форм с горизонтальным расположением поля подшивки), при «вертикальном расположением поля подшивки используются литеры «В»,«Г»,«Д»,«Е», «Л», «Н». Значение которых в данных методических указаниях не рассматривается.
Сведения, вносимые в отдельные графы и строки маршрутной карты приведены в таблице 10.
Таблица 10
Сведения, вносимые в отдельные графы и строки маршрутной карты
| Номер пункта поиска
| Наименование (условное обозначение графы)
| Служебный
символ
| Содержание информации
|
|
|
|
|
|
|
| —
| —
| Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу
|
|
| —
| —
| Обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому класси-фикатору
|
|
| —
| —
| Код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору
|
|
| —
| —
| Обозначение документа по ГОСТ 3.1201-85 (Система обозначения технологической документации)*
|
|
| —
| —
| Общее количество листов документа
|
|
| —
| —
| Порядковый номер листа документа
|
|
| —
| —
| Литера, присвоенная технологическому документу. При дипломном проектировании записывать "ДП’\при курсовом - "КП" Практичская работа – «ПР»
|
|
| —
| —
| Графа для особых указаний
|
|
| Обозначение документа
| А
| Обозначение документов, применяемых при выполнении данной операции, например, ИОТ- инструкция по охране труда
|
|
| Тшт
| Б
| Норма штучного времени на операцию, мин.
|
|
| Тпз
| Б
| Норма подготовительно-заключительного времени на операцию, мин
|
|
| Кшт
| Б
| Коэффициент штучного времени при много-станочном обслуживании, зависящий от количества обслуживаемых станков:
|
| Кол.
станков
ков
|
|
|
|
|
|
| Кшт
|
| 0,65
| 0,48
| 0,39
| 0,35
|
|
| ОП
| Б
| Объем производственной партии, штуки
|
|
| ЕН
| М02, Б, К,М
| Единица нормирования, на которую установлена норма расхода материала, или норма времени, например, 1,10,100
|
|
|
|
|
|
| продолжение таблицы 10
|
|
|
|
|
|
|
| КОИД
| Б
| Количество одновременно обрабатываемых заготовок при выполнении одной операции
|
|
| КР
| Б
| Количество исполнителей, занятых
при выполнении операции
|
|
| УТ
| Б
| Код условий труда; Включает в себя цифру - условия труда:
1 - нормальные;
2 - тяжелые и вредные;
3 - особо тяжелые, особо вредные; и букву, указывающую вид нормы времени:
Р - аналитически-расчётная; И - аналитически-исследовательская;
X - хронометражная;
О - опытно-статистическая
|
|
| Р
| Б
| Разряд работы, необходимый для выполнения операции. Код включает три цифры: первая - разряд работы по тарифно-квалификационному справочнику, две следующие – код формы и системы оплаты труда:
10 - сдельная форма оплаты труда;
11 - сдельная система оплаты труда прямая;
12 - сдельная система оплаты труда премиальная;
13 - сдельная система оплаты труда прогрессивная;
20 - повременная форма оплаты труда;
21 - повременная система оплаты труда простая;
22 - повременная система оплаты труда премиальная
|
|
| ПРОФ
| Б
| Код профессии согласно классификатору
|
|
| СМ
| Б
| Код степени механизации труда. Указывается цифрой:
1 - наблюдение за работой автоматов;
2 - работа с помощью машин и автоматов;
3 - вручную при машинах и автоматах:
4 - вручную без машин и автоматов;
5 - вручную при наладке машин
|
|
| Код,
наименование оборудования
| Б
| Код оборудования. Включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Низшая группировка в курсовом проекте условно указывается знаком "ХХХХ"
|
|
|
|
|
|
| продолжение Таблицы 10
|
|
| Код,
наименование операции
| А
| Код операции согласно классификатору технологических операций. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляется код 4103". После кода операции записывается её наименование
|
|
| Цех
| А
| Номер цеха, в котором выполняется операция
|
|
| Уч
| А
| Номер участка
|
|
| РМ
| А
| Номер рабочего места (В курсовом проекте позиции 23, 24, 25 заполняются условно кодом "ХХ")
|
|
| Опер
| А
| Номер операции в технологической последова-тельности изготовления, контроля и перемеще-ния. Рекомендуемая нумерация операций: 000,005,010 и т.д.
|
|
| Код
| М02
| Код материала. Графа не заполняется, ставится прочерк
|
|
| ЕВ
| М02,
К,М
| Код единицы величины - массы, длины, площади и т. п. детали или заготовки. Для массы, указанной в "кг" - код 166; в "г" - 163; в "т"-168. Допускается вместо кода указывать единицы измерения величины
|
|
| мд
| М02
| Масса детали по конструкторскому документу
|
|
| ЕН
| М02,Б,
К,М
| Единица нормирования, на которую устано-влена норма расхода материала или норма времени, например, 1, 10,100
|
|
| Нрасх
| MО2,КМ
| Норма расхода материала
|
|
| КИМ
| М02
| Коэффициент использования материала
|
|
| Код
заготовки
| М02
| Код заготовки по классификатору (табл. 6). Допускается указывать вид заготовки (отливка, прокат, штамповка и т.д.)
|
|
| —
| М01
| Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби "/", например, Лист БОН-2,5x1000x2500 ГОСТ 19903-74/Ш-1У В ст.З ГОСТ 14637-79
|
|
| Профиль и размеры
| М02
| Обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину, например, 20x50x300, Ǿ 35. Профиль допускается не указывать
|
|
| кд
| М02
| Количество деталей, изготавливаемых из одной заготовки
|
|
| М3
| М02
| Масса заготовки
|
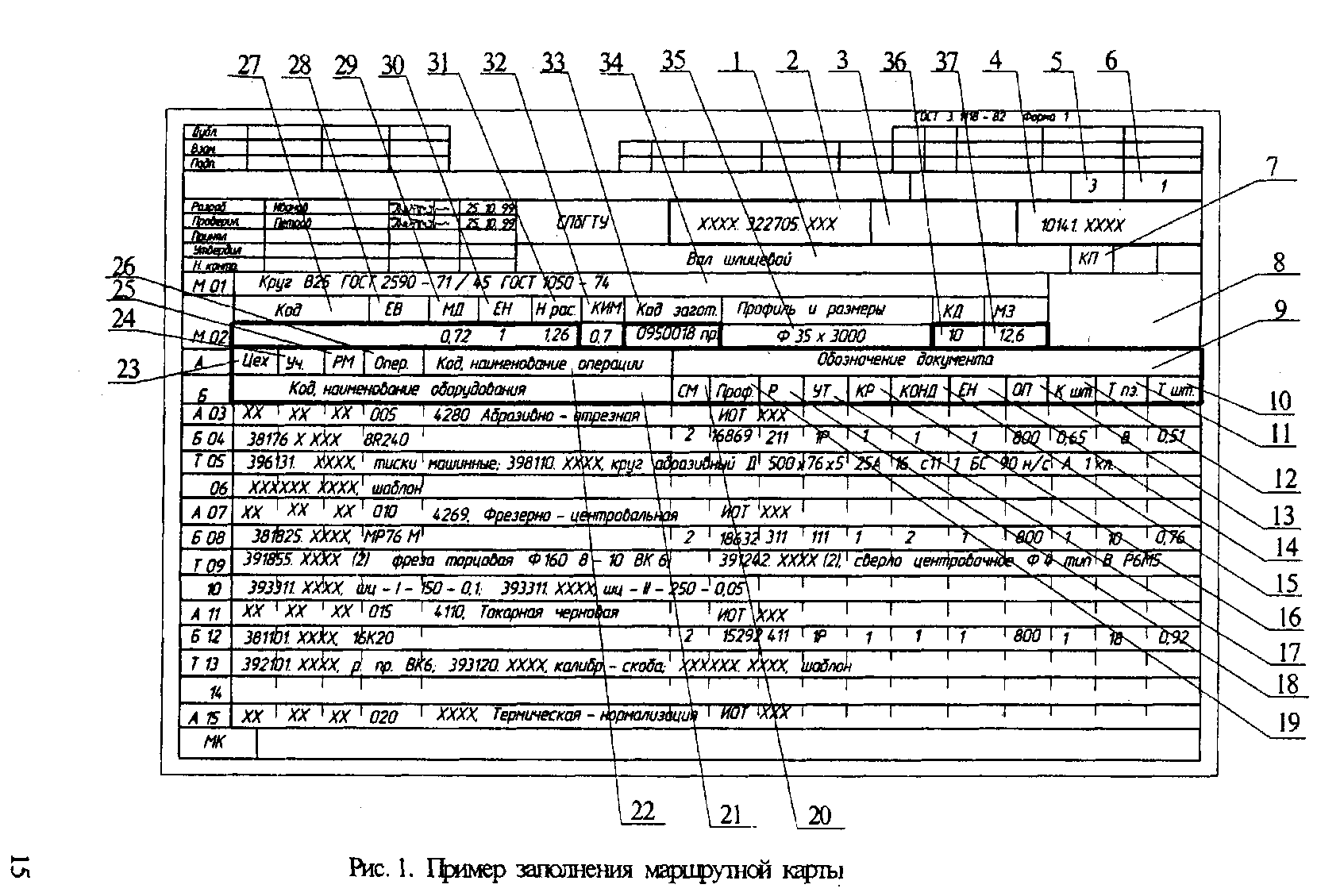
Рис. 21 Пример заполнения маршрутной карты
Ход выполнения работы:
Тема: Заполнение маршрутной карты.
Цель работы: Приобрести навыки составления маршрутных карт.
Ход работы:
1. Описать назначение маршрутной карты.
2. Привести таблицу с примером заполнения блоков информации.
3. Заполнить маршрутную карту на примере процесса подкатки и выкатки тележек локомотива (Допускается оформление маршрутной карты на любую другую тему, связанную с ремонтной тематикой, железнодорожного транспорта, выданную преподавателем).
Примечание: Маршрутную карту выполнять на бланке по форме 2.
При описании процесса необходимо учитывать требования нормативно – технической документации, предъявляемые к конкретному технологическому процессу.
Содержание отчёта:
1. Титульный лист
2. Пояснительная записка
3. Заполненная маршрутная карта на выбранный технологический процесс.
Практическая работа №2.
Общие положения по заполнению технологических документов
Технологические документы (далее - документы) на технологические процессы и операции в отличие от других видов документации различаются вносимой технологической информацией (далее - информацией).
Информация, вносимая в технологические документы, по своему виду подразделяется на:
- информацию с текстом, разбитым на графы;
- информацию со сплошным текстом;
- графическую информацию.
Информация с текстом, разбитым на графы, может быть представлена:
- в виде информации, объединенной в специализированные блоки информации с присвоением им определенного служебного символа, например М - для материалов, Е - для трудозатрат и т.п.;
- в виде отдельных элементов информации, не привязанных к служебным символам, например код и наименование операции (в операционных картах), обозначение инструкции по охране труда (ИОТ), данные об опоке, отливке и т.п.
Информацию со сплошным текстом следует применять для указания общих требований к процессу или операции, для записи содержания операций или переходов, указания требований по охране труда и т.п.
Графическую информацию следует применять для иллюстрации выполняемых действий дополнительно к информации со сплошным текстом или с текстом, разбитым на графы.
В зависимости от назначения в информации со сплошным текстом и информации с текстом, разбитым на графы, можно условно выделить следующие виды информации:
- адресная информация о технологическом процессе;
- адресная информация об операции (операциях);
- информация о применяемых в операции документах;
- информация о рабочих местах;
- информация о применяемых материалах (основных и вспомогательных);
- информация о комплектующих составных частях изделия (детали, сборочные единицы как собственного изготовления, так и покупные);
- информация о трудозатратах;
- информация общего характера к процессам и операциям;
- информация о требованиях к выполняемым действиям;
- информация о технологической оснастке;
- информация о технологических режимах.
Запись информации в документах следует выполнять машинописным, машинным, рукописным способами.
Запись информации машинописным и рукописным способами следует выполнять в соответствии с требованиями ГОСТ 3.1127.
Запись информации машинным способом следует выполнять в соответствии с требованиями ГОСТ 2.004.
Подлинники (оригиналы) документов, с которых необходимо получить копии средствами репрографии, в том числе микрографии, должны удовлетворять требованиям, установленным в соответствующих нормативных документах (НД).
Практическая работа №5
Тема: Составление технолого-нормировочной карты (ТНК)
ТНК – документ, разрабатываемый совместно с другими технологическими документами к технологического процессу и содержащий расчетные данные по нормам времени и описанию приемов. Может составляться как на специальном бланке технолого-нормировочной карты, так и на основе маршрутной карты. Учитывая, что дополнительные графы для составления ТНК в МК не требуются, процесс рекомендуется разрабатывать на маршрутной карте (МК/ТНК).
При применении форм маршрутных карт (МК), выполняющих функции других видов документов, их следует оформлять в соответствии с требованиями стандартов ЕСТД. При этом в графе28 блока Б6 основной надписи, выполненной по ГОСТ 3.1103—82, следует проставлять через дробь условное обозначение соответствующего вида документа, функцию которого выполняет МК. Например, МК/КТПР, МК/КТПД, МК/КТТПО и т. д.
ТНК применяется при нормировании технологических процессов в массовом и серийном типах производства и не зависит от технологических методов обработки, изготовления, контроля и ремонта.
Правила записи информации о трудозатратах
Информацию о трудозатратах применяют в документах на процессы (МК, КТП, КТТП и т.п.) и операции.
Кроме указанных документов, исходная информация о нормировании труда исполнителей, участвующих в выполнении технологического процесса, содержится в технико-нормировочных картах.
В документах на процессы указывают полную информацию по трудозатратам на операции, которую рассчитывают по соответствующим технико-нормировочным и хронометражным картам, а также по расчетным данным, содержащимся в ОК.
Заполнение соответствующих граф, содержащих данные по трудозатратам в документах, предусматривающих внесение указанной информации, следует выполнять согласно существующим правилам заполнения по НД.
В документах на операцию указывают основные данные по расчету на операцию. В отличие от сводных документов на процесс они не содержат данных по степени механизации (СМ); обозначению или наименованию профессии (ПРОФ); разряду исполнителей (Р); условиям труда (УТ); количеству исполнителей, участвующих в выполнении операции (КР); единице нормирования (ЕН); коэффициенту штучного времени (Кшт.) и объему партии (ОП).
Основными документами, предусматривающими возможность машинной обработки информации по трудозатратам, являются документы на процессы.
Ответственность по расчету трудозатрат и заполнению соответствующих граф в документах устанавливается по усмотрению организации - разработчика документов.
При расчете трудозатрат исполнителем, ответственным за разработку комплекта документов на процесс, в блоке Б2 основных надписей по ГОСТ 3.1103 следует проставлять одну подпись в графе "Разраб.".
При расчете данных лицами, ответственными за разработку трудозатрат, соответствующую подпись следует выполнять в графе "Нормир.", расположенной на второй строке графы "Разраб.".
В условиях планомерного снижения данных по трудозатратам без изменений сущности процесса, а также при автоматизированной разработке документов допускается в документы на процесс их не вносить, а указывать в дополнительно вводимый в комплект документ МК/ТНК, КТП/ТНК и т.п.
Указанный документ должен иметь обозначение ТНК по ГОСТ 3.1201 и располагаться после сводного документа на процесс.
Соответствующую ссылку на его обозначение следует выполнять в МК(КТП, КТТП...) к любой первой операции в графе "Обозначение документа" (после ВО, КК, ВУД).
Пример оформления МК/ТНК приведен в приложении Е.
Ход выполнения работы:
Тема: Составление технолого-нормировочной карты.
Цель работы: Приобрести навыки составления карты технологического
процесса ремонта ЭПС.
Ход работы:
1. Описать назначение карты технологического процесса ремонта.
2. Привести требования нормативно-технической документации к выбранному процессу ремонта.
3. Заполнить технолого-нормировочную карту.
Содержание отчёта:
1. Титульный лист
2. Пояснительная записка
3. Заполненная карта технологического процесса ремонта
ЭПС на выбранный технологический процесс.
Практическая работа №6.
Проверка колёсной пары шаблонами и измерительным инструментом.
Сложные условия работы Э. П. С. вызывают ускоренное появление у его деталей различного вида износов, которые приводят к изменению геометрических параметров деталей, увеличению между ними зазо





