Тема 2.1. Требования к монтажу и организация рабочего места монтажника
Рабочим местом радиомонтажника является монтажный стол или верстак, оснащенный необходимым оборудованием и приспособлениями. Правильная организация рабочего места существенно влияет на производительность труда и качество выпускаемой продукции. На рабочем месте размещают все необходимое для выполнения текущей работы: инструменты, детали и оборудование.
Инструмент раскладывают по группам применения. Нельзя хранить в одном месте или ящике измерительный, монтажный, сборочный и слесарный инструмент. При хранении «в навал» инструмент портится, особенно измерительный. Кроме того, во время работы много времени уходит на поиск необходимого инструмента. Размещение инструмента в ящике стола должно быть продумано и удобно для работы. Лучше всего хранить инструменты в ящиках со специально изготовленными гнездами для разного инструмента.
На столе монтажника устанавливают индивидуальный понижающий трансформатор или типовой блок питания для подключения паяльника. Блок питания позволяет регулировать также температуру нагрева паяльника. Соединительная колодка для подключения паяльника должна быть расположена так, чтобы шнур располагался вне стола и не мешал перемещению паяльника.
Рабочий стол должен быть хорошо освещен. Существует два вида освещения рабочего места монтажника: общее и местное. Свет должен падать равномерно, недолжно быть теней, затрудняющих работу, а также свет не должен быть чрезмерно ярким, оказывающим ослепляющее действие на глаза.
Рабочий стол должен быть снабжен принудительной вентиляцией для проведения пайки и разделки проводов.
На столе монтажника устанавливают кассету с навесными радиоэлементами, стойку для крепления схемы и подставку для паяльника со специальными углублениями для надежного хранения припоя и флюса.
Тема 2.2. Монтажные провода и изоляционные материалы
Провода из электротехнической меди, используемые при монтаже радиоаппаратуры, должны быть гибкими и допускать фигурную укладку как одиночных проводов, так и жгутов. Для большей гибкости монтажные провода изготовляют из отдельных тонких проволок, скрученных в жилу. Диаметр и количество проволок выбирают в зависимости от назначения и необходимого сечения провода.
Большинство монтажных проводов выполняют с лужеными токопроводящими жилами, так как они хорошо паяются и не требуют специальной зачистки концов, что значительно ускоряет и удешевляет работы.
Толщину монтажных проводов выбирают в зависимости от силы и частоты проходящего по ним тока, а изоляцию – от напряжения и условий, в которых должна работать радиоаппаратура.
Монтажные провода защищают от электрических помех экранирующей оплеткой из тонких облуженных медных проволок. Оплетка бывает диаметром от 2  . Двойное обозначение диаметра оплетки показывает ее наименьший и наибольший внутренние диаметры при вытягивании и сжимании. В высокочастотных кабелях такую оплетку из проволоки диаметром0,15 – 0,3 мм используют в качестве внешнего провода коаксиальной линии.
. Двойное обозначение диаметра оплетки показывает ее наименьший и наибольший внутренние диаметры при вытягивании и сжимании. В высокочастотных кабелях такую оплетку из проволоки диаметром0,15 – 0,3 мм используют в качестве внешнего провода коаксиальной линии.
Для внутриблочного монтажа используют разнообразные монтажные провода и радиочастотные кабели.
Тема 2.4. Припои и флюсы.
1.3.1. Основные требования, предъявляемые к припоям
К припоям предъявляются конструктивные и технологические требования.
К конструктивным относятся:
достаточная механическая прочность при нормальных, высоких и низких температурах;
хорошие электро- и теплопроводность;
герметичность;
стойкость против коррозии.
К технологическим относятся: жидкотекучесть при температуре пайки; хорошее смачивание основного металла; определенные для данного припоя температура плавления и температурный интервал кристаллизации.
Припои, имеющие температуру плавления до 350 °С, называются мягкими, а припои, имеющие температуру плавления свыше 350 °С, — твердыми.
В качестве мягких припоев применяют различные сплавы на основе свинца и олова, содержание которых определяет свойства припоев. Некоторые мягкие припои содержат присадки сурьмы, серебра, висмута и кадмия, придающие припою специальные свойства. Серебро и сурьма повышают температуры плавления и затвердевания, а висмут и кадмий понижают их. Серебро препятствует снижению прочности припоя, но делает его хрупким и ухудшает растекание его на меди. При пайке цинка или цинковых сплавов сурьма, входящая в состав припоя (до 2,5%), способствует образованию хрупких сурьмяно-цинковых соединений, поэтому в таких случаях содержание сурьмы в припое не должно превышать 0,25 %.
При сборке радиоаппаратуры применяют следующие мягкие припои:
оловянно-свинцовые; малооловянистые; безоловянистые, легкоплавкие; трубчатые.
Оловянно-свинцовые припои (ПОС) представляют собой сплавы олова и свинца с присадкой 0,15... 2,5 % сурьмы. Механическая прочность припоев повышается с увеличением содержания олова. Прочность паяного соединения не всегда соответствует прочности применяемого припоя, так как при малых зазорах шов заполняется не припоем, а сплавом припоя с основным металлом, который, естественно, обладает иными механическими свойствами. При нормальной температуре механическая прочность паяных соединений, выполненных встык, выше, чем паяных соединений, выполненных внахлест.
Механические свойства оловянно-свинцовых припоев с повышением или понижением температуры ухудшаются. При низких температурах (от —30 до —60 °С) наблюдается резкое уменьшение ударной вязкости этих припоев, особенно при большом содержании олова. В указанном интервале температур в олове происходят различные превращения, приводящие к увеличению хрупкости. При повышении температуры до 100 °С уменьшение ударной вязкости происходит медленно, а после 100 °С — быстро.
Электропроводность оловянно-свинцовых припоев зависит от содержания олова и составляет 8... 14% от электропроводности чистой меди. Электропроводность таких припоев обратно пропорциональна содержанию олова.
Коррозионная стойкость припоев в различных агрессивных средах зависит от содержания олова. С увеличением его содержания коррозионная стойкость в кислотах повышается, а в щелочах — понижается.
Герметичность паяных соединений зависит от температурного интервала кристаллизации, который в свою очередь зависит от состава припоя. Припои с широким интервалом температуры кристаллизации способствуют получению пористых, негерметичных соединений, что связано с медленным затвердеванием припоя. Применение припоя с небольшим температурным интервалом кристаллизации (например, около 7 °С у ПОС-61) приводит к уменьшению продолжительности пайки, а применение припоя, у которого точки плавления и затвердевания совпадают, затрудняет получение гладких швов.
В табл. 1.1 приводятся области применения оловянно-свинцо- вых припоев.
Таблица 1.1
Области применения оловянно-свинцовых припоев
| Припой
| Температура, °С
| Область применения
| | плавления
| пайки
| | ПОС-18
|
|
| Для пайки стали, оцинкованного железа, меди
, латуни, свинца, а также для лужения перед пайкой
| | ПОС-ЗО
|
|
| Для пайки стали, меди, латуни, белой жести, медных проводов, деталей приборов и радиоаппаратуры, а также для предварительной пайки соединений перед повторной пайкой более легкоплавким припоем
| | ПОС-40
|
|
| Для пайки ответственных деталей из стали, латуни, а также для пайки монтажных соединений проводов с лепестками
| | ПОС-50
|
|
| Тоже
| | ПОС-61
|
|
| Для пайки деталей из стали, меди, латуни, бронзы, не допускающих высокого нагрева. Для пайки монтажных и обмоточных проводов диаметром 0,05...0,08 мм, резисторов, конденсаторов, монтажных проводов с хлорвиниловой изоляцией. Для вторичных ступенчатых паек, производимых рядом с пайками, выполненными тугоплавкими
| |
Окончание табл. 1.1
| Припой
| Температура, °С
| Область применения
| | плавления
| пайки
| |
|
|
| припоями. Для пайки герметичных швов (например, изоляторов), а также для пайки специального назначения, когда требуется обеспечение повышенных электропроводности и механической прочности
| | ПОС-90
|
|
| Для пайки деталей и узлов, подвергающихся в дальнейшем гальваническому покрытию (серебрению, золочению)
| |
Для пайки монтажных соединений в элекгро- и радиоприборах наиболее широко применяются припои ПОС-ЗО и ГЮС-40. Для пайки тонких монтажных и обмоточных проводов, деталей и узлов, не допускающих нагрева свыше 200 °С, вакуумной пайки стеклянных и керамических проходных изоляторов, а также для ступенчатой пайки близко расположенных деталей используется припой ПОС-61. Он обладает более низкой температурой плавления, небольшим температурным интервалом кристаллизации и более высокой коррозионной стойкостью.
Малооловянистые и безоловянистые припои применяют с целью уменьшения расхода олова. Малооловянистые припои, содержащие свинец, олово и сурьму, лишь немногим уступают высоко- оловянистым припоям по прочности, но являются более хрупкими. Безоловянистые припои очень вязкие, но имеют более высокую температуру плавления, что усложняет процесс пайки.
Основным недостатком малооловянистых и безоловянистых припоев является широкий температурный интервал кристаллизации, достигающий иногда 100 °С и резко увеличивающий время, необходимое для охлаждения соединения, в течение которого спаиваемые детали должны быть неподвижны.
Вместо припоев, содержащих 40...50% олова и применяемых для пайки монтажных соединений, рекомендуется использовать припой с присадкой серебра следующего состава, %:
Олово....................................... 19,5... 20,5
Серебро................................... 1,35... 2,5
Сурьма..................................... 1,25... 1,75
Висмут..................................... не более 0,75
Свинец..................................... остальное
Этот припой обладает большей прочностью при растяжении по сравнению с припоями, содержащими 40... 50 % олова, но имеет более высокую (на 30...35 °С) температуру плавления, что требует увеличения мощности паяльников почти вдвое. Он позволяет производить пайку нелуженой и луженой меди с использованием канифолевого флюса, а остальных деталей — кислотных флюсов. Этот припой может применяться для выполнения большинства монтажных соединений, однако он не пригоден для пайки кожухов конденсаторов, трансформаторов и других герметичных деталей, так как способствует образованию пористости шва. Следует отметить, что уменьшение содержания олова в припоях не всегда экономически целесообразно, так как в ряде случаев это приводит к усложнению пайки и повышению расхода припоев.
Легкоплавкие припои (сплавы олова, свинца, висмута и кадмия) применяются в тех случаях, когда пайка выполняется при пониженной температуре из-за опасности перегрева деталей, а также при ступенчатой (вторичной) пайке. При затвердевании эти припои дают незначительную усадку, а некоторые (например, сплав Вуда) даже несколько расширяются. Механическая прочность легкоплавких припоев незначительна (например, висмутовые припои очень хрупкие). Предварительное лужение оловянносвинцовым или висмутовым легкоплавким припоем способствует некоторому повышению прочности соединения.
Состав и температура плавления легкоплавких припоев приведены в табл. 1.2.
Таблица 1.2
Состав и температура плавления легкоплавких припоев
| Припой
| Химический состав, 5
| Уо
| Температура плавления, °С
| | Sn
| Pb
| Bi
| Cd
| | ГЮСК-50
|
|
| —
|
|
| | ПОСВ-33
| 33,4
| 33,3
| 33,3
| —
|
| | ГТОК-56
|
| —
| —
|
|
| | Сплав Розе
|
|
|
| —
|
| | Сплав Арсе
| 9,6
| 45,1
| 45,3
| —
|
| | Сплав Липовица
| 13,33
| 26,67
|
|
|
| | Сплав Вуда
| 12,5
|
|
| 12,5
| 60,5
| |
Трубчатые припои. Для пайки соединений при монтаже радиоаппаратуры широко применяется так называемый трубчатый припой, представляющий собой пустотелую трубку небольшого диаметра, изготовленную из оловянно-свинцового сплава и заполненную канифолевым флюсом.
Основными преимуществами трубчатых припоев являются: возможность наложения припоя и флюса на место пайки за один прием;
улучшение качества пайки;
резкое увеличение производительности труда на монтажных операциях, а также облегчение пайки в труднодоступных местах;
существенное уменьшение потерь припоя и флюса, которые при работе кусковым или проволочным припоем и отдельно флюсом весьма значительны (около 20 % припоя и 50 % флюса);
обеспечение подачи к месту пайки надлежащего количества флюса, дозировка которого определяется конструкцией и типом припоя;
возможность плавления припоя в момент, когда флюс уже подогрет и находится в более активном состоянии;
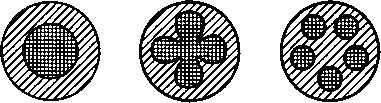
исключение возможности случайного загрязнения флюса. Простейшая конструкция трубчатого припоя представляет собой трубку с круглой сердцевиной из флюса, расположенной в центре (рис. 1.1, а). Недостатками такой конструкции являются перерывы в подаче флюса при наличии пустот в припое, а также преждевременное вытекание 'и испарение флюса во время расплавления довольно толстых стенок трубки, что приводит к уменьшению подачи флюса к месту пайки и, следовательно, к понижению ее качества.
Вероятность перерывов в подаче флюса уменьшается при более сложной форме сердцевины. На рис. 1.1,6 показаны трубчатые припои с фасонными сердцевинами, а на рис. 1.1, в — с пятью каналами, заполненными флюсом. Эти припои имеют более тонкие стенки, в результате чего обеспечивается быстрое плавление припоя и, следовательно, быстрое освобождение флюса и подача его к месту пайки в наиболее активном состоянии.
Большое значение имеет дозировка флюса (независимо от формы сердцевины). При изготовлении трубчатого припоя соотношение количества флюса и припоя тщательно контролируется. Для электромонтажных паек применяют трубчатые припои, в которых сердцевина из флюса составляет 2... 3 % общей массы припоя. Правильно спроектированный трубчатый припой и тщательная подготовка деталей к пайке являются надежной гарантией высокого качества пайки монтажных соединений.
 Диаметр трубчатого припоя определяется характером соединений. Применение меньших диаметров во многих случаях способствует экономии припоя. Размеры наружных диаметров трубчатых припоев составляют: 1; 1,5; 2; 2,5; 3; 4; 5 мм, а внутренних соответственно вдвоеРис. 1.1. Трубчатые припои а),б) в) меньше. По наружному диаметру допускается отклонение ±3 %.
Диаметр трубчатого припоя определяется характером соединений. Применение меньших диаметров во многих случаях способствует экономии припоя. Размеры наружных диаметров трубчатых припоев составляют: 1; 1,5; 2; 2,5; 3; 4; 5 мм, а внутренних соответственно вдвоеРис. 1.1. Трубчатые припои а),б) в) меньше. По наружному диаметру допускается отклонение ±3 %.
Для успешного осуществления пайки и получения качественного соединения применяются активные вещества — флюсы. По своему состоянию флюсы могут быть твердыми (канифоль чистая), мягкими (различные пасты на основе канифоли) и жидкими (составы кислот или спиртовые флюсы на основе разведенной канифоли).
Флюсы должны обеспечивать своевременное и полное растворение оксидов основного металла, равномерное покрытие поверхности металла у места пайки и предохранение его от окисления в продолжение всего процесса пайки.
При электромонтажной пайке РЭА в основном применяют флюс ФКСп (30...40%-й раствор канифоли в этиловом спирте).
1.3.2. Основные требования, предъявляемыек флюсам
Для успешного проведения процесса пайки и получения соединения высокого качества флюсы должны удовлетворять следующим требованиям.
1. Температура плавления флюса должна быть ниже температуры плавления припоя.
2. Флюс должен быть жидким и достаточно подвижным при температуре пайки, легко и равномерно растекаться по основному металлу, хорошо проникать в зазоры; кроме того, он не должен быть слишком тягучим и «уходить» от места пайки.
3. Флюс должен способствовать своевременному и полному растворению окислов основного металла к моменту вывода расплавленного припоя.
4. Флюс не должен образовывать соединений с основным металлом и припоем, а также поглощаться ими, так как в противном случае понижаются прочность и коррозионная стойкость соединения, нарушается его герметичность.
5. Флюс должен равномерным слоем покрывать поверхность основного металла у места пайки, предохраняя его от окисления в процессе пайки. Однако адгезия флюса с основным металлом должна быть слабее, чем адгезия припоя.
6. Остаток флюса и продукты его разложения должны выступать на поверхность припоя, как только последний схватится с основным металлом. Они должны также легко удаляться после выполнения пайки с поверхности основного металла и паяного соединения.
7. Флюс и продукты его разложения при выполнении пайки не должны выделять удушливых, неприятных или вредных для здоровья людей газов.
В связи с тем что промывка монтажных соединений, обеспечивающая полное удаление остатков флюса, как правило, невозможна, к флюсам, применяемым при пайке монтажных соединений в ответственных электроприборах, предъявляются дополнительные требования.
1. Остаток флюса не должен вызывать коррозию спаиваемых деталей.
2. Выделяемые при пайке дымы не должны наносить вред окружающим деталям в случае осаждения на их поверхность.
3. Остаток флюса должен иметь высокое сопротивление электрическому току, т. е. быть хорошим изолятором.
4. Остаток флюса должен быть твердым во избежание образования на поверхности соединения пыли и грязи, вызывающих утечку электрического тока.
5. Остаток флюса должен быть негигроскопичным, так как в противном случае в условиях повышенной влажности он будет адсорбировать воду, вызывая скопление электролита на поверхности соединений, что может привести к утечке тока и коррозии.
Кислоты, содержащиеся во флюсах или в их компонентах, разлагаются при нагревании, в результате чего происходят травление поверхности основного) металла и превращение его окислов в металлические соли. Некоторые вещества, входящие в состав флюсов, при нагревании переходят в газообразное состояние и воздействуют на окисную пленку еще до того, как жидкий флюс достигнет окисла. Жидкая и газообразная части флюса в процессе пайки образуют защитную преграду, исключающую доступ воздуха к поверхности основного металла, а следовательно, и ее окисление при температуре пайки 250...350 °С. Поэтому необходимо следить, чтобы не происходило потерь флюса в результате испарения, разложения или согревания до или во время нанесения расплавленного припоя на поверхность основного металла.
Таким образом, флюсы растворяют окисные пленки и уменьшают поверхностное натяжение расплавленного припоя на поверхность основного металла.
Приведенным выше требованиям наиболее полно удовлетворяет канифоль, что и объясняет ее широкое применение в качестве флюса при пайке монтажных соединений в радиоаппаратуре.
Тема 3.1. Подготовка проводов, кабелей и выводов к монтажу 10
Тема 5.1. Требования, предъявляемые к монтажу резисторов
Тема 5.2 Требования, предъявляемые к монтажу конденсаторов
Тема 5.3 Требования, предъявляемые к монтажу катушек индуктивности и трансформаторов
Раздел 6. Печатный монтаж
Тема 9.1. Основные понятия механизации и автоматизации
Тема 1.1 Производственный и технологический процесс. Виды производства.
Вопросы урока
1 Введение
2 Особенности конструкции и технологии изготовления РЭА
3 Требования, предъявляемые к монтажникам
4 Производственный и технологический процесс. Виды производства
Основным направлением развития радиоэлектронной промышленности является создание высокотехнологичной радиоэлектронной аппаратуры на основе четкой организации производства, использования прогрессивной технологии, обеспечения взаимозаменяемости деталей, узлов, блоков и назначения оптимальных допусков и посадок.
Радиоэлектроника за сравнительно короткий срок прошла огромный путь от первого приемника А. С. Попова до сложнейших электронно-вычислительных машин, телевидения и радиолокации. В настоящее время наша страна покрыта густой сетью радиовещательных и телевизионных станций. Радиоприемники, телевизоры, магнитофоны, видеомагнитофоны и радиотелефоны стали предметами первой необходимости. Зачастую радио, телевидение и радиотелефоны являются единственными средствами связи.
Все виды воздушных, морских и речных кораблей, а также научные экспедиции оснащены средствами радиосвязи.
Днем и ночью, в будни и праздники, в любую погоду поддерживается радио- и телесвязь между городами и поселками нашей страны.
Радиоэлектроника сегодня — это телевидение и телемеханика, радиолокация, радионавигация, радиоастрономия, звуко- и видеозапись.
Радиоэлектронная аппаратура (РЭА), устанавливаемая на искусственных спутниках Земли, автоматических межпланетных станциях и космических кораблях, позволяет изучать земной магнетизм, космические излучения, исследовать планеты Солнечной системы.
Развитие радиоэлектроники и электроники способствует автоматизации многих производственных процессов, обеспечивает управление промышленными роботами на расстоянии, проведение тончайших измерений, а также сложных математических расчетов с огромной скоростью.
Радиоэлектронные приборы применяются для лечения тяжелых заболеваний и наблюдения за работой органов человека, для плавки и обработки высококачественных сортов стали, в прибо- ро- и машиностроении, автоматике и вычислительной технике, геологии и метеорологии.
К сборщикам, монтажникам и регулировщикам радиоаппаратуры предъявляются повышенные требования. Они должны обладать специальными знаниями, быть носителями высокой производственной культуры. В современных производственных условиях рабочие — монтажники радиоэлектронной аппаратуры должны уметь пользоваться сборочно-монтажными чертежами, читать электрические схемы, знать слесарно-сборочные, монтажные и регулировочные операции, маркировку современных электрорадиоэлементов, обнаруживать и устранять неисправности в собираемых изделиях, знать правила безопасности труда.
Технология – наука по изучению процессов производства различных изделий. Слово «технология» образовано из двух греческих слов: техно – мастерство и логос – учение.
Современные радиоэлектронные приборы состоят из большого количества разнообразных деталей, элементов, сборочных единиц, выполняющих множество функций.
Конструкция радиоэлектронного прибора определяется его применением, назначением и схемным исполнением.
Технология производства РЭП имеет свои особенности, отличающие ее от технологии других видов электрических приборов.
Во-первых, быстрая сменяемость изделий в производстве определяется непрерывным развитием радиоэлектронных приборов. Это обстоятельство приводит также к расширению номенклатуры изделий и ускоренному запуску изделий в производство.
Второй особенностью производства РЭП является большое количество деталей, входящих в их состав, что влечет за собой применение большого количества специальной оснастки и инструмента.
Третья особенность – наличие высокочастотных колебаний, что накладывает дополнительные требования к материалам.
Совокупность действий, в результате которых сырье, материалы или полуфабрикаты превращаются в готовую продукцию, называется производственным процессом.
Производственный процесс включает в себя не толькодействия, связанные с изменением формы,свойств обрабатываемых деталей и сборку из них готовых изделий, но и подготовку производства, материально техническое снабжение, ремонт оборудования, цеховой и внутризаводской транспорт и т.д.
Производственный процесс можно разделить на основной, вспомогательный и технологический.
Основные процессы предусматривают изготовление основной продукции предприятия.
Вспомогательные процессы представляют собой комплекс мер, направленных на обслуживание основных процессов.
Технологическим процессом называется часть производственного процесса, связанная с непосредственным изменением формы или состояния материала, свойств отдельных деталей или их сборкой.
В зависимости от количества выпускаемых изделий данного типа и регулярности их выпуска различают три типа производства: единичное, серийное и массовое.
Единичным называется производство, выпускающее один экземпляр изделий, разнообразных по конструкции или размерам. При этом процесс изготовления одного или нескольких изделий либо совсем не повторяется, или повторяется через неопределенные промежутки времени. В этом случае применяются универсальные приспособления и оборудование, квалификация рабочих должна быть высокой.
Серийным называется такое производство, при котором процесс изготовления ведется партиями одинаковых изделий, выпускаемых одновременно. При этом процесс выпуска партий регулярно повторяется через определенные промежутки времени. В зависимости от размера партии различают мелкосерийное и крупносерийное производство. При этом используется специальная оснастка и инструмент, технологический процесс разрабатывается более подробно, что позволяет использовать рабочих более низкой квалификации.
Массовым называется такое производство, при котором в течение длительного времени непрерывно выпускается большое количество одинаковых изделий. Это позволяет использовать конвейерный метод работы, позволяет использовать рабочих более низкой квалификации и делает экономичным применение специальной оснастки.






