

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
В зоне стружкообразованин можно выделить несколько источников, в которых происходит генерирование теплоты (рис. 5.1):
— первый источник выделения тепла QД находится в зоне единственной условной плоскости сдвига, где затрачивается большая часть механической работы, направленной на пластическую деформацию стружкообразованин. Образующееся тепло частично уносится стружкой, частично перетекает ниже плоскости резания и уходит в обработанную поверхность;
— вторым источником теплообразования Qт.п является передняя поверхность лезвия на участке ее активного контактирования со стружкой, где реализуется работа сил трения. Часть тепла переходит в инструмент, а часть в стружку;
— третьим источником выделения тепла Qт.з считается участок контакта задней поверхности с обработанной поверхностно, где они -взаимодействуют, реализуя работу сил трения вследствие упругого восстановления материала заготовки и колебаний инструмента. Часть тепла переходит в инструмент, оставшаяся часть в обработанную поверхность.

Общее количество тепла, образующегося при стружкообразованин, определяется по выражению
Q=QД+Qт.п + Qт.з (5.1)
Это тепло, распространяясь из очагов теплообразования к более холодным областям, поглощается инструментом (Qи), стружкой (Qc) и заготовкой (Qз). Вместе с тем оно частично уносится технологической средой, в которой производится резание (Q ср). Тогда уравнение теплового баланса может быть представлено в виде
QД+Qт.п + Qт.з = Qи + Qc + Qз +Q ср (5.2)
В большинстве случаев при теоретическом рассмотрении и анализе теплообразования считается, что количество тепла, уходящее в технологическую среду, относительно мало и тогда Qср=0.
|
|
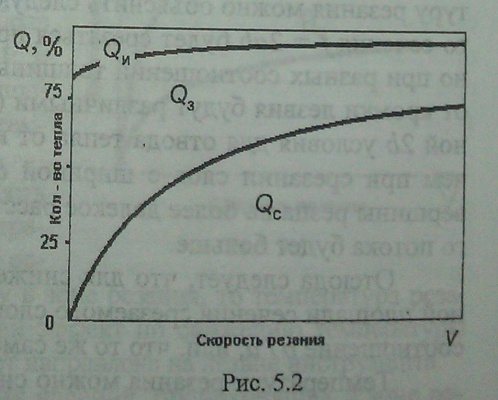
На распределение тепла между инструментом, заготовкой и стружкой основное влияние оказывают механические и тёплофизические свойства материалов заготовки и инструмента. Покажем относительное изменение составляющих правой части уравнения (5.2) теплового баланса Qи , Qc и Qз в зависимости от скорости резания (рис. 5.2).,
Наибольшее количество тепла из зоны резания уносится стружкой. С увеличением скорости резания часть теплового потока от первого историка тепла, связанного с зоной единственной условной плоскости сдвига, не успевает пересечь плоскость резания и уйти в обработанную поверхность. Поэтому с увеличением скорости теплосодержание стружки увеличивается за счет уменьшения его перехода в обрабатываемую заготовку.
Количество тепла, переходящее в инструмент, относительно мало, что связано в первую очередь с низкой теплопроводностью инструментальных материалов. Но это тепло играет существенную роль в формировании температурного поля на режущих кромках лезвия.
Таким образом, при резании в зоне стружкообразования имеется три источника, генерирующих тепло, которое в разных количествах уходит в инструмент, стружку и обработанную поверхность заготовки и оказывает существенное влияние на их характеристики.
Под температурой резания Θ понимают среднюю температуру на контакте передней поверхности лезвия инструмента со стружкой. Температуру резания иногда называют средней температурой контакта.
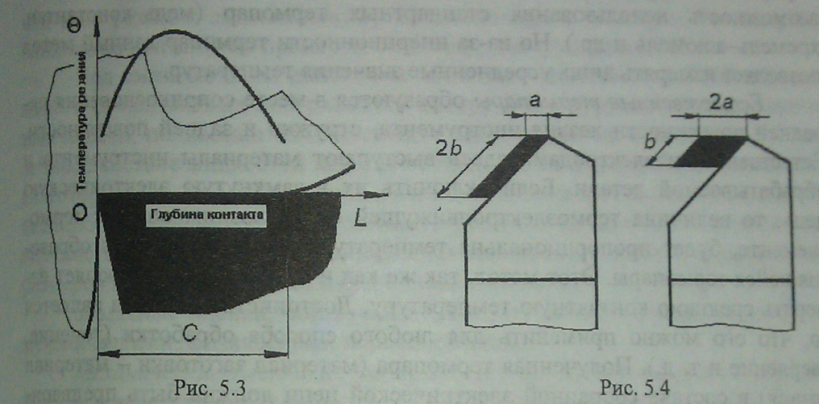
Для незатупленного инструмента ширина площадки контакта задней поверхности лезвия со стружкой мала, поэтому ее вклад в температурное поле незначителен. На передней поверхности температура распределена по сложной зависимости (рис. 5.3).
В общем виде температура резания может быть представлена формулой
Θ= СΘ·Vm·an·bq (5.3)
где значения коэффициента СΘ и показателей степеней т, п и q определяются эмпирическим путем. При любых видах обработки показатели степеней находятся в соотношении т> п> q. Это означает то, что на температуру резания наибольшее влияние оказывает скорость резания, затем толщина срезаемого слоя, а наименьшее влияние ширина срезаемого слоя.
|
|
Различное влияние толщины и ширины срезаемого слоя на температуру резания можно объяснить следующим образом. Если слой одинакового сечения f= 2 ab будет срезаться при совершенно одинаковых условиях, но при разных соотношений толщины и ширины, то условия отвода тепла от кромки лезвия будут различными (рис. 5.4). При срезании слоя с шириной 2 b условия для отвода тепла от кромки будут более благоприятными, чем при срезании слоя с шириной b, так как источник тепла удален от вершины резца на более далекое расстояние, а сечение для отвода теплового потока будет больше.
Отсюда следует, что для снижения температуры резания при заданной площади сечения срезаемого слоя необходимо максимально увеличить соотношение b / а, или, что то же самое, увеличить соотношение t /s.
Температуру резания можно снизить и в том случае, если при заданных значениях t и s уменьшить главный угол в плане φ (см.рис. 5.4). Это связано с тем, что при уменьшении угла φотношение b / а возрастает.
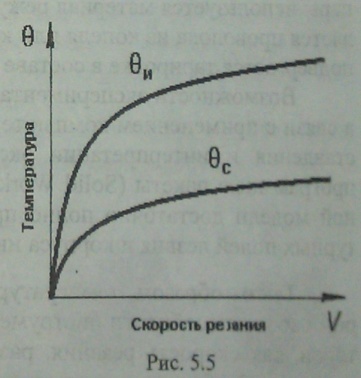
Увеличение скорости резания приводит к увеличению температуры (рис. 5.5), которая зависит от рода и механических свойств обрабатываемого материала: чем больше работа, затрачиваемая на резание, тем выше температура резания. Однако интенсивность влияния скорости на температуру имеет более сложный характер: чем выше скорость резания, тем меньше ее увеличение сказывается на возрастании температуры и тем меньше значения показателей степени в уравнении (5.3). Кривая температуры с увеличением скорости принимает более пологий характер.
Снижению температуры резания способствует применение инструментальных материалов, обладающих высокой теплопроводностью, а также Инструментов, имеющих внутреннее охлаждение лезвия.
В равнении теплового баланса (5.2) принято допущение о том, что часть тепла, уходящая в технологическую среду, весьма мала. Однако применение смазочно-охлаждающей среды (СОС) позволяет увеличить эту доставляющую, забрав часть тепла от инструмента, стружки и детали. Тогда будет оказывать существенное влияние на формирование температурного поля в доне резания.
|
|
В большинстве случаев скорость стружки превышает скорость распространения тепла в материале заготовки. И если направлять струю СОЖ на стружку в зоне резания, то температура резания понизится незначительно. Больший эффект по снижению температуры можно получить, если струя СОЖ будет направлена на лезвие инструмента.
Количественная оценка тепловых явлений, происходящих в зоне резания, производится аналитическими и экспериментальными методами. Аналитические методы при изучении температурных полей в зоне резания имеют значительные успехи, особенно в связи с применением информационных технологий, компьютерного моделирования и современных математических методов.
Достаточно широкое распространение нашли экспериментальные методы, особенно методы, в основе которых лежит измерение термоэлектрической эмиссии: искусственные, естественные и полуискусственные термопары.
Искусственные термопары вводятся в тело режущего клина для измерения температур в необходимых точках. Достоинством метода является возможность использования стандартных термопар (медь-константан, хромель-алюмель и др.). Но из-за инерционности термопар данный метод позволяет измерять лишь усредненные значения температур.
Естественные термопары образуются в месте соприкосновения передней поверхности лезвия инструмента, стружки и задней поверхности. Естественными электродами здесь выступают материалы инструмента в обрабатываемой детали. Если включить их в замкнутую электрическую цепь, то величина термоэлектродвижущей силы, возникающей в термоэлементе, будет пропорциональна температуре скользящего спая образовавшейся термопары. Этот метод, так же как и предыдущий, позволяет измерять среднюю контактную температуру. Достоинством метода является то, что его можно применить для любого способа обработки (точение, сверление и т. д.). Полученная термопара (материал заготовки - материал лезвия) в составе собранной электрической цепи должна быть предварительно подвергнута тарировке для перевода показаний милливольтметра в градусы Цельсия.
У полуискусственной термопары в качестве одного элемента термопары используется материал режущего клина, а другим элементом спая является проволока из копеля или константана. Полученная термопара также подвергается тарировке в составе электрической цепи.
Таким образом, температура резания, являясь важнейшим параметром работоспособности инструмента, определяется изменением таких факторов, как скорость резания, размеры срезаемого слоя, режимы резания свойства обрабатываемого инструмента и др.
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!