Сущность процесса
Каландрование — это технологический процесс получения плоского бесконечного полотна определенной ширины и толщины, осуществляемый за счет деформации расплава полимера в зазоре между вращающимися валками. Методом каландрования получают пленки, тонкие листы из жесткого или пластифицированного поливинилхлорида, полиэтилена, ацетатов целлюлозы, ударопрочного полистирола и других полимеров. Широкое применение находит каландрование для получения линолеума из высоко-наполненных композиций на основе поливинилхлорида.
Каландры изготавливают двух-, трех-, четырех- и пятивалковыми. Схемы расположения валков приведены на рис. 16.2.
Треугольное, Z-, S- и W-образное расположение валков имеет преимущество, заключающееся в снижении взаимного влияния распорных усилий и соответствующих прогибов в соседних межвалковых зазорах. Валки производственных каландров могут достигать размеров 950—2800 мм (диаметр — длина).

|
Рис. 16.2. Схемы расположения валков каландра:
1, 3, 4 — вертикальное; 2 — треугольное;
5— Г-образное;
6— Z-образное;
7— S-образное;
8 — W-образное
|
-Операции процесса каландрования
Технологический процесс получения пленок или листов состоит из следующих операций:
1) смешение компонентов и нагревание композиции;
2) формование полотна;
3) охлаждение;
4) намотка или разрезание полотна.
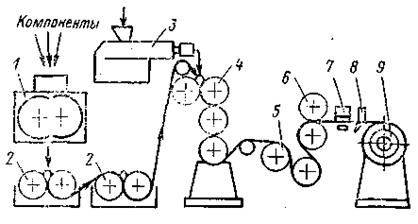
Схема процесса каландрования показана на рис. 9.1.
|
Рис. 9.1. Технологическая
схема изготовления изделий
каландрованием:
1 — смеситель; 2 — вальцы;
3 — шнековый смеситель;
4 — каландр; 5 — охлаждающие валки;
6 — тянущее устройство;
7 — толщиномер; 8 — устройство
для обрезания кромок;
9 — намоточный агрегат,
|
Исходные компоненты из дозаторов загружаются в смеситель 1, откуда смесь поступает на вальцы 2, где разогревается и дополнительно перемешивается. С вальцов масса в виде ленты направляется непосредственно на каландр 4 или в шнековый смеситель 3, а затем на каландр. Пленка полимера проходит охлаждающие валки 5, отводится тянущим устройством 6 и наматывается в виде рулонов на намоточном агрегате 9.
-Смешение компонентов и нагревание композиции
Для смешения компонентов применяют различные смесители в зависимости от вводимых компонентов. Предварительно смешанная масса поступает на вальцы или в двухшнековый смеситель, где происходит окончательное смешение, нагревание и гомогенизация. По мере перехода с одной ступени смешения на другую температура композиции постепенно повышается и перед подачей на вальцы она обычно равна или несколько выше температуры текучести полимера. С вальцов готовая композиция подается на каландры в виде ленты, которая срезается с валка специальным устройством, и лишь в отдельных случаях загружается периодически в виде скатанных рулонов. Однако этот способ не обеспечивает стабильного протекания процесса.
В случае применения двухшнековых или одношнековых смесителей на выходе из цилиндра устанавливается формующая головка, из которой композиция в виде ленты, пленки или жгута поступает на входные валки каландра. При подготовке массы в шнековом смесителе нагревание расплава происходит без доступа воздуха, поэтому исключается термическое окисление полимера. При этом расплав перед входом в головку проходит через фильтрующий пакет, что исключает попадание в пленку посторонних включений и повышает ее качество. В тех случаях, когда композиция подается на каландр в виде ленты или жгута, применяют качающиеся транспортеры, что способствует равномерному распределению массы по ширине валков и лучшему смешению компонентов — происходит усреднение состава композиции по ширине полотна и во времени.
- Формование полотна
Формование полотна осуществляется в результате деформации пластичной композиции в межвалковом зазоре каландра. При вращении попарно расположенных валков масса за счет адгезионных сил затягивается в сужающийся межвалковый зазор, где приобретает форму бесконечного полотна. Ширина пленки или листа зависит от длины валков каландра, а толщина ее изменяется в зависимости от межвалкового зазора.
В отличие от вальцевания, при каландровании полимерный материал проходит через каждый зазор между валками только один раз. В зависимости от конструкции каландров полимерный материал последовательно движется через несколько (обычно два или три) межвалковых зазоров. По мере перехода с одной пары валков на другую зазор постепенно уменьшается, и на выходе его устанавливают в соответствии с требуемой толщиной пленки (0,2—0,5 мм).
На входе в валки обычно имеется избыток материала, в котором за счет градиента давления возникает обратный поток, обеспечивающий циркуляцию массы и ее перемешивание. Обычно каландрование проводят при наличии фрикции валков (отношение частот вращения валков, т.е. когда они вращаются с разной скоростью), однако значение фрикции задается несколько меньшим, чем при вальцевании.
Большое изменение скорости по глубине канала вызывает развитие высоких напряжений и скоростей сдвига. С ростом скорости сдвига улучшается гомогенизация расплава и повышается качество пленки. Однако значительное напряжение обусловливает сильную ориентацию макромолекул и вызывает анизотропию прочности и усадки пленки в продольном и поперечном направлениях. За счет быстрого последующего охлаждения пленки дезориентация макромолекул исключается, поэтому при последующем хранении пленки в рулонах происходит изменение ее размеров и образование складок и гофров. Таким образом, чем больше скорость каландрования и чем меньше межвалковый зазор, тем сильнее выражена ориентация макромолекул. Уменьшить ее можно повышением температуры расплава или применением последующей термообработки пленки. Для этого полученное полотно пропускают через нагревательное устройство. За время движения в нагретом состоянии при отсутствии сдвиговых напряжений протекают релаксационные процессы и анизотропия свойств пленки снижается.
Внешний вид пленки существенно зависит от чистоты обработки поверхности, а также от характера перехода расплава с одного валка на другой. Если расплав на выходе из зазора переходит на быстровращающийся валок, то имеет место частичное растяжение внешнего слоя и шероховатость поверхности пленки уменьшается. В значительной степени качество пленки зависит и от температуры расплава. Температуру выбирают таким образом, чтобы в межвалковом зазоре не возникали большие давления. Однако при высокой температуре вязкость сильно снижается и затрудняется съём пленки с выходного валка. Температура валков влияет на степень ориентации, а в случае переработки кристаллизующихся полимеров и на степень кристалличности и размеры кристаллических структур. Таким образом, вязкость расплава необходимо поддерживать в определенном интервале.

|
Рис. 16.4. Схемы методов
компенсации прогиба валков:
1 — бомбировка валков;
2 — перекрещивание валков;
3 — контризгиб валков
|
Высокое давление (7—70 МПа), развивающееся в зазоре между валками каландра, вызывает значительные распорные усилия. Под действием распорных усилий валки каландра прогибаются. Следствием этого является неравномерная толщина полотна полимерного материала по ширине. Наиболее толстым полотно оказывается в середине, где прогиб валка достигает максимального значения.
Для компенсации прогиба применяют следующие методы (рис. 16.4):
· бомбировка валков (придание валкам бочкообразной формы)
· перекрещивание валков (зазоры по краям валков делают больше, чем в середине)
· контр-изгиб валков (уменьшение прогиба за счет усилия от гидроцилиндров, прикладываемого к шейкам валка в направлении, противоположном направлению распорного усилия).
Сочетание бомбировки и перекрещивания валков является в настоящее время основным способом компенсации прогиба.
-Охлаждение
Полученное полотно охлаждается при помощи валков, внутрь которых подается вода. В зависимости от конструкции устройства процесс охлаждения может быть односторонним или двухсторонним. При производстве пленки или листов из полиэтилена, полипропилена и ряда других полимеров необходимо обеспечивать прижим пленки к поверхности охлаждаемого барабана или валка. Охлаждение полотна из кристаллизующихся полимеров следует проводить при равномерной температуре поверхности валка или барабана, поскольку от этого зависит однородность структуры и степень кристалличности. Для достижения этих условий на внутренней поверхности охлаждающих валков не должно быть ребер, а охлаждающая жидкость должна распределяться равномерно.
Температуру охлаждающих валков обычно выбирают с учетом обеспечения заданной степени кристалличности или других свойств, предъявляемых к пленке.
-Намотка полотна
Пленка наматывается в виде рулонов на трубчатые бобины. При намотке создается определенное усилие, чтобы исключить образование в рулоне гофров или складок. Перед намоточным агрегатом обычно установлены ножи, обрезающие боковые утолщенные кромки, и толщиномеры, измеряющие толщину пленки по ширине. После намотки полотна в полимере продолжают протекать релаксационные процессы, сопровождаемые изменением линейных размеров, поэтому, чтобы исключить деформацию пленки, через определенное время необходимо перемотать ее на новые бобины и ослабить внутреннее натяжение полотна. Иногда эту операцию совмещают с термообработкой. В тех случаях, когда пленка поставляется в виде отдельных отрезков, ее разрезают и укладывают в виде пакетов.
Лекция 8.





