Имитационная модель разрабатывается применительно к исследуемой системе. Она предназначена для решения двух задач:
- определения необходимого количества единиц вспомогательного оборудования;
- определения оптимальной длительности производственного цикла или такта (ритма) процесса в исследуемой системе.
В основе построения модели лежит один из двух принципов: последовательного провода заявок или моментов изменения состояний системы.
При использовании принципа последовательного провода заявок моделируются моменты поступления заявок в систему и последовательно рассматриваются все операции, выполняемые над предметами труда в исследуемой системе, и так до тех пор, пока заявка не обслужится и не покинет систему. Затем моделируется поступление следующей заявки и т.д.
Принцип моментов изменения состояний системы рассматривает её работу при изменении её состояния. Моментами изменения состояний системы являются моменты поступления заявок в систему (t0) и моменты окончания обслуживания заявки в какой-либо из фаз (tj). При этом передача
управления соответствующему модулю, моделирующему входящий поток или работу фаз, осуществляется блоком-диспетчером, где выполняется операция t = min {t0, tj}.
Для однофазных систем целесообразно использовать принцип последовательного провода заявок, для многофазных - моментов изменения состояния системы. В последнем случае модель целесообразно строить из отдельных модулей – модуля входящего потока, модуля первой фазы, модуля второй фазы и т.д.
При построении моделей необходимо иметь в виду, что значения некоторых случайных величин в ней (имеющих значительные коэффициенты вариации) должны получаться путем их разыгрывания с помощью метода Монте-Карло. Для этого задаются законы распределения, математические ожидания, средние квадратические отклонения и некоторые другие параметры законов распределения (в зависимости от его вида) случайной величины.
Можно выделить следующие основные этапы построения имитационной модели.
1. Ввод исходных данных: количество единиц оборудования, продолжительность отдельных операций, законы распределения случайных величин и их параметры, период моделирования и др.
2. Ввод начальных условий. Моделирование обычно начинается с момента времени, равного нулю. При этом обнуляются значения всех сумматоров (накопителей информации о протекании процесса).
3. Моделирование момента поступления заявки в систему (t0). Для этого разыгрываются интервалы времени между моментами поступления заявок в систему ( ) и определяется величина t0 из выражения t0 = t0 +
) и определяется величина t0 из выражения t0 = t0 +  . Если входящий поток состоит из разнородных заявок, то необходимо разыграть признак группы заявки, от которого будет зависеть продолжительность обслуживания. Например, на разливку в момент поступила плавка. Так как длительность разливки определяется группой марок стали, то после определения to необходимо разыграть номер (признак) группы марок стали. Он разыгрывается как дискретная случайная величина на основе данных о вероятности выплавки каждой группы марок стали.
. Если входящий поток состоит из разнородных заявок, то необходимо разыграть признак группы заявки, от которого будет зависеть продолжительность обслуживания. Например, на разливку в момент поступила плавка. Так как длительность разливки определяется группой марок стали, то после определения to необходимо разыграть номер (признак) группы марок стали. Он разыгрывается как дискретная случайная величина на основе данных о вероятности выплавки каждой группы марок стали.
4. Определение времени ожидания заявки перед фазой (если система с ожиданием) или определение числа заявок, получивших отказ. Время ожидания определяется как разница между моментом начала обслуживания (tн) и временем поступления заявки в систему (t0).
5. Определение времени простоя канала обслуживания как разницы между моментами поступления заявки в систему и освобождения канала.
6. Определение момента готовности системы к приему очередной заявки (при наличии нескольких каналов обслуживания):
 (15)
(15)
где t1(S) – момент освобождения S -го канала.
7. Формирование продолжительности обслуживания заявки ( ) на основе заданного закона распределения времени обслуживания и определение момента окончания обслуживания S -м каналом:
) на основе заданного закона распределения времени обслуживания и определение момента окончания обслуживания S -м каналом:
 (16)
(16)
8. Проверка попадания времени обслуживания на время ремонта данной единицы оборудования. График ремонтов может задаваться в виде массивов ремонтов с указанием номера единицы оборудования, момента начала и окончания каждого ремонта или формироваться непосредственно в процессе моделирования.
При построении модели необходимо предусмотреть получение с её помощью следующей информации:
- суммарные простои заявок в очереди за период моделирования;
- среднее время простоя одной заявки в очереди;
- суммарные простои каналов обслуживания в каждой фазе;
- количество заявок, обслуженных системой за период моделирования.
Следует иметь в виду, что фиксирование всех указанных характеристик следует начинать после «провода» через систему 20-30 заявок с тем, чтобы система вошла в стационарный режим.
В некоторых случаях, по указанию руководителя курсового проекта, можно пользоваться разработанными на кафедре моделями.
Планирование модельных экспериментов и реализация моделирования
Перед тем, как приступить непосредственно к проведению модельных экспериментов, необходимо осуществить их планирование (составить план экспериментов) и подготовить исходные данные.
Планирование модельного эксперимента нацелено на определение траектории исследования, связанного с поиском оптимального варианта организации производственной системы. При планировании эксперимента обозначается круг альтернативных вариантов организации системы, отличающихся друг от друга количеством единиц оборудования на вспомогательном участке. Эти варианты будут подвержены углубленному исследованию с помощью имитации.
При отсутствии машинной программы моделирование производится вручную. При этом по каждому из вариантов необходимо «провести» через обслуживающую систему не менее 100 заявок. Исходя из этого определяется и период моделирования. При машинном моделировании число заявок возрастёт и составит 1500-2000. Для ручных расчетов по каждой случайной величине подготавливается на ЭВМ необходимое число реализаций (разыгрываний).
На основе моделирования рассчитываются необходимые характеристики системы, указанные выше. Эти характеристики определяются для разных вариантов, различающихся числом каналов обслуживания на вспомогательном участке, или, если их количество строго задано, производительностью этих каналов. Если же строго заданы и количество, и производительность каналов, то варьируется интенсивность входящего потока. Различные варианты оцениваются целевой функцией, и на основе её значений осуществляется выбор оптимального варианта. В первом и во втором случае оптимальный вариант характеризуется или определенным числом каналов обслуживания на вспомогательном участке, или определенной их производительностью и, в конечном счёте, производственной мощностью (пропускной способностью) вспомогательного участка.
В последнем же случае определяется оптимальное значение интенсивности входящего потока и оптимальный уровень использования производственной мощности основного и вспомогательного участков.
Выбор того или иного подхода к моделированию должен быть согласован с руководителем курсового проекта.
5.4.5 Оценка результатов модельных экспериментов
и выбор оптимального варианта производственной
структуры системы
Результаты моделирования и значения целевой функции для каждого из вариантов представляются в виде таблицы (таблицы 6) и графика (см. рисунок 1).
Таблица 6 – Характеристики системы
| Номер варианта
| Число каналов обслуживания
| 
| 
| G
|
|
|
|
|
|
|
Исходя из оптимального варианта, рассчитываются производственная мощность (пропускная способность) вспомогательного участка, оптимальный коэффициент пропорциональности вспомогательного участка, уровень пропорциональности в исследуемой системе, нормативная длительность производственного цикла или такта (ритма) процесса и коэффициент непрерывности производственного процесса.
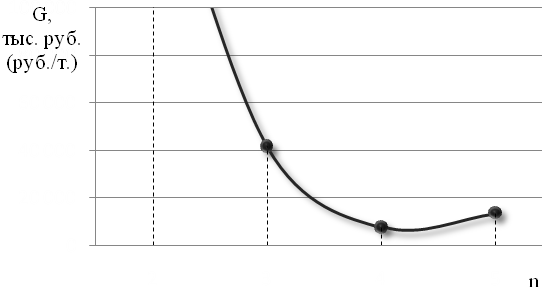
Рисунок 1 – График значений целевой функции (G) в зависимости от числа каналов обслуживания (n)
Оптимальный коэффициент пропорциональности определяется по формуле:
 (17)
(17)
Уровень пропорциональности рассчитывается по формуле:
 (18)
(18)
где  – соответственно оптимальный (расчетный) и фактический коэффициенты пропорциональности i–того участка;
– соответственно оптимальный (расчетный) и фактический коэффициенты пропорциональности i–того участка;
 – поправочный множитель.
– поправочный множитель.
Нормативная деятельность производственного цикла или такта (ритма) процесса определяется исходя из учета мероприятий, направленных на сокращение продолжительности технологических операций (если такие мероприятия предусмотрены), а также мероприятий, обеспечивающих достижение оптимальных задержек в движении предметов труда и необходимого уровня использования средств труда.
Коэффициент непрерывности производственного процесса определяется по формуле
 (19)
(19)
где Тцн и Тцф – соответственно нормативная и фактическая длительности производственного цикла (такта).
5.4.6 Разработка рекомендаций по повышению
уровня организованности производственной системы
Для разработки рекомендаций определенные выше показатели производственной системы для оптимального (нормативного) варианта её организации сравнивают с показателями при существующем варианте с помощью таблицы 7.
Таблица 7 – Сравнивание показателей по существующему
и оптимальному вариантам
| Показатели
| Существующий вариант
| Оптимальный вариант
|
| Количество единиц вспомогательного оборудования
|
|
|
| Производственная мощность, т/год:
I фазы
II фазы
|
|
|
| Производственная мощность системы (на основе СДА), т/год
|
|
|
| Суммарные издержки системы, руб./т
|
|
|
| Коэффициент пропорциональности I-ой фазы, доли единицы
|
|
|
| Коэффициент пропорциональности II-ой фазы, доли единицы
|
|
|
| Коэффициент уровня пропорциональности, доли единицы
|
|
|
| Общий коэффициент структурной согласованности, доли единицы
|
|
|
| Коэффициент уровня организованности производственной системы, доли единицы
|
|
|
| Коэффициент непрерывности производственного процесса, доли единицы
|
|
|
В данном разделе составляется смета затрат на реализацию предлагаемых мероприятий, пересчитываются все статьи калькуляции себестоимости продукции цеха и определяется экономический эффект от внедрения мероприятий.
Раздел заканчивается сводной таблицей технико-экономических показателей (таблица 8).
Таблица 8 – Технико-экономические показатели
| Наименование показателя
| Значение показателя
|
| фактическое
| проектное
|
| 1. Объем производства, тыс. т
2. Стоимость основных фондов, тыс. руб.
3. Производственная себестоимость, руб./т
4. Число единиц вспомогательного оборудования, шт.
5. Длительность производственного цикла или такта, ч.
6. Коэффициент пропорциональности вспомогательного участка
7. Уровень пропорциональности
8. Коэффициент непрерывности производственного процесса
9. Годовой экономический эффект, тыс. руб.
|
|
|
В заключении приводятся основные результаты выполненной работы.
6 ПЕРЕЧЕНЬ ИСХОДНЫХ ДАННЫХ, НЕОБХОДИМЫХ
ДЛЯ ВЫПОЛНЕНИЯ КУРСОВОГО ПРОЕКТА
Приведенные ниже (таблица 9) исходные данные необходимо собрать во время технологической практики. Здесь же указывается источник получения необходимой информации. Под документами оперативного учета понимаются документы, заполняемые в цехе и отражающие ход производства. К ним относятся сменные и суточные рапорты, журналы по учету работы оборудования, графики ремонтов и др.
Таблица 9 – Исходные данные для курсового проекта
| Название данных
| Источник информации
|
| 1. Состав и техническая характеристика оборудования.
Производственная и проектная мощность
| Техбюро цеха
|
| 2. Технико-экономические показатели за год (плановые и отчетные): объем производства, ассортимент продукции, себестоимость, численность трудящихся по категориям, производительность труда, баланс времени работы основных агрегатов, структура текущих простоев
| Экономист цеха
БОТ
|
| 3. Продолжительность отдельных операций (фактическая)
| БОТ
|
| 4. Интервалы времени между моментами поступления заявок
| Данные оперативного учета, хронометражи, фотографии
|
| 5. Продолжительность операций в основных агрегатах
| Данные оперативного учета,
|
| 6. Объем сырья (готовой продукции), обрабатываемой за один цикл
| Данные оперативного учета,
|
| 7. Продолжительность циклических операций на вспомогательном участке
| Данные оперативного учета, хронометражи,
|
| 8. Продолжительность нециклических операций и их перечень
| Фотография
|
| 9. Продолжительность неизбежных перерывов в работе вспомогательного оборудования
| Данные оперативного учета,
|
| 10. Фонд времени работы основного и вспомогательного оборудования
| Графики ремонтов, техотчет
|
| 11. Стоимость основных фондов цеха, основного и вспомогательного участков (для последних - по отдельным видам оборудования)
| Бухгалтерия
|
| 12. Нормы амортизации по оборудованию основного и вспомогательного участков
| Бухгалтерия
|
| 13.Численность и профессиональный состав рабочих по основному и вспомогательному участкам
| БОТ
|
| 14.Мощность электродвигателей на основном и вспомогательном участках
| Электрик цеха
|
Список рекомендуемой литературы
1. Иванов И.Н. Организация производства на промышленных предприятиях. – М.: Инфра-М, 2010. – 352 с.
2. Теория организации. Организация производства на предприятиях: интегрированное учебное пособие / С. Сухов, Р. Голов, А. Агарков, А. Голиков, А. Иванов, С. Голиков, Г. Аболонин. – М.: Дашков и Ко, 2010. – 260 с.
3. Гайнутдинов Э.М., Поддерегина Л.И. Производственный менеджмент. – Минск: Вышэйшая школа, 2010. – 320 с.
4. Раздорожный А.А. Организация производства и управление предприятием: Учебник для вузов. – М.: Экзамен, Харвест, 2009. – 880 с.
5. Балашов А.И. Производственный менеджмент (организация производства) на предприятии. – СПб.: Питер, 2009. – 160 с.
6. Организация, планирование и управление производством. Практикум (курсовое проектирование): учеб. пособие / Н. И. Новицкий [и др.]; под ред. Н. И. Новицкого. – М.: КноРус, 2006. – 319 с.
7. Производственный менеджмент. Учебник / Под ред. В.А. Козловского – М: ИНФРА-М, 2003. - 574 с.
8. Организация производства и управление предприятием: Учебник / Туровец О.Г., Бухалков М.И., Родинов В.Б. и др.; под ред. О.Г. Туровца. – 2-е изд. – М.: ИНФРА-М, 2009. – 544 с.
9. Степанов И.Г. Организация производства на предприятиях черной металлургии. – М.: Металлургия, 1992. – 144с.
10. Ефимов Н.А., Видяйкин Ю.И., Степанов И.Г. Совершенствование организации и планирования производства в кислородно-конвертерных цехах. – М.: Металлургия, 1992. – 112с.
11. Медиков В.Я. Экономические проблемы обоснования и использования производственных мощностей. Конспект лекций. /Сибирский металлургический институт – Новокузнецк, 1986. – 58с.
Учебное издание
Составитель
Игорь Германович Степанов[1]
ПРОИЗВОДСТВЕННЫЙ МЕНЕДЖМЕНТ
Методические указания к выполнению курсового проекта
для студентов очной, очно-заочной и заочной форм обучения
по специальности 080507 «Менеджмент организации»
Редактор Н.И. Сагуняк
Подписано в печать 30.09.10 г.
Формат бумаги 60х84 1/16. Бумага писчая. Печать офсетная.
Усл. печ. л. 1,03. Уч.-изд. л. 1,10. Тираж 75 экз. Заказ 680.
Сибирский государственный индустриальный университет
654007, г. Новокузнецк, ул. Кирова, 42.
Типография СибГИУ
[1] В оригинальный (авторский) вариант внесены изменения и дополнения, касающиеся оформления методических указаний, а также структуры и содержания курсового проекта. Корректоры: профессор кафедры ЭУП, к.э.н., доцент Н.А. Ефимов, старший преподаватель кафедры ЭУП Ю.А. Лабунская.







