Создание полностью автоматических комплексов (кузнечно-прес-совых обрабатывающих центров — КПОЦ) предусматривает автоматизацию не только процесса штамповки, подачи исходного материала и удаления деталей и отходов, а также автоматическую смену штампов, переналадку оборудования на нужный режим работы, средств автоматизации по подаче заданных заготовок, отрезку отхода по заданной программе, наличие обратной связи, управление всего комплекса от ЭВМ.
Это стало возможным благодаря применению вычислительной и микропроцессорной техники, развитию автоматизированных систем управления на базе ЭВМ и микро-ЭВМ.
Азовским СКВ кузнечно-прессового оборудования и автоматических линий создан комплекс К2128ФЗ с программным управлением, который состоит из пресса усилием 630 кН с механизмом автоматического регулирования закрытой высоты и автоматическим креплением штампов, магазина полосовых заготовок емкостью 16 кассет со средствами автоматической загрузки и выгрузки и отысканием требуемой кассеты по программе, устройства для автоматической ориентированной подачи полос к прессу (полосоподавателя), автоматической подачи (валковой) с индивидуальным приводом для перемещения полос в рабочей зоне пресса с бесступенчатым регулированием шага подачи, ножниц для разрезки отходов по программе и сброса отходов в тару, магазина штампов на 16 пакетов с отысканием и автоматической подачей требуемого пакета в рабочую зону и обратно в ячейку.
Программное управление комплекса можно подключить к ЭВМ, что дает возможность встроить его в автоматическую линию, участок, цех, управляемые от АСУТП, т.е. использовать его в качестве гибкого модуля автоматизированного производства.
Большое внимание созданию автономных кузнечно-прессовых обрабатывающих центров уделяется в Японии, Германии, Швейцарии, США.
Кузнечно-прессовый обрабатывающий центр "Марк-П" фирмы Аида (Япония) предназначен для изготовления деталей из ленты на прессе "RDA-20" с управлением от компьютера "Nova", который хранит в памяти информацию о 1000 штампах и 10 кассетах с рулонами.
Центр имеет два магазина - один с восемью ячейками для хранения кассет с рулонами, второй - для хранения шести штампов. Смена штампов, замена кассет и сортировка деталей происходит автоматически по команде от компьютера. Компьютер имеет две программы - для пробной штамповки после смены штампов и для штамповки в автоматическом режиме. Два оператора обслуживают пять-шесть центров.
Использование промышленных роботов в производстве привело к созданию роботизированных технологических комплексов (РТК), которые нашли применение не только в массовом, но особенно в условиях серийного и мелкосерийного производств.
РТК - это совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы.
Робототехнологический комплекс для штамповки мелких деталей приборов пространственной формы из штучных заготовок (рис. 10.36) состоит из кривошипного пресса 9 усилием до 400 кН, двух промышленных мини-роботов 5 и 11, которые монтируются на станинах 1. Станина приспособлена под крепление блока 2 клапанов, вакуумного насоса 3 эжекторного типа, блока согласования б, предназначенного для комплектации как сигналов управления роботом, прессом и шахтным загрузочным устройством 4 для ориентации и подачи заготовок, так и сигналов от датчиков, регистрирующих состояние комплекса, системы управления комплексом 7 и других устройств и механизмов.
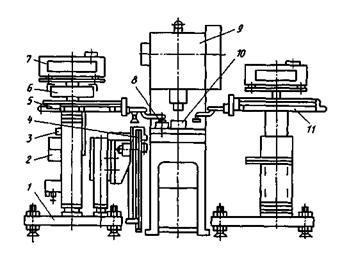
Рис. 10.36
Робототехнологический комплекс для штамповки деталей приборов
Мини-робот 5 отделяет вакуумнымсхватом заготовку из шахтного загрузочного устройства и перекладывает ее на промежуточную позицию 8. За второй ход мини-робота с промежуточной позиции заготовка перекладывается в штамп 10, а следующая - из загрузочного устройства на промежуточную позицию. Отштампованная деталь перекладывается мини-роботом 11 в тару или специальную кассету для последующей операции.
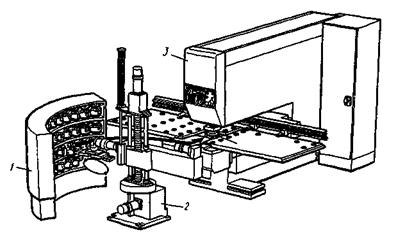
Рис. 10.37
Схема использования промышленного робота для замены инструмента на координатно-однопозиционном прессе фирмы "Trumpf' (Германия) [5]
При пробивке и высечке листов на координатно-однопозиционном прессе 3 фирмы "Trumpf (Германия) (рис. 10.37) используют промышленный робот 2, который осуществляет автоматическую смену комплекта инструмента из магазина / [5].






