В настоящее время около 30% роботов (автоматических манипуляторов), работающих в машиностроении, заняты в кузнечно-штамповочном производстве..
Промышленный робот — автономное устройство, состоящее из механического манипулятора и системы управления (позволяющейперепрограммировать в широких пределах движения исполнительных органов манипулятора, их количество и траекторию; а также задать другие количественные и качественные параметры конфигурации робота и оснастки), которое применяется для перемещения объектов в пространстве и для выполнения различных производственных процессов.
Робот имеет несколько степеней подвижности, состоит из станины, гидро- и пневмооборудования, звеньев и схвата. Также робот имеет как правило свой собственный блок управления. В КШП основная функция роботов – позиционирование, горячих заготовок, полуфабрикатов и конечных штампованных деталей. Как правило, роботы устанавливаются между КГШП и по команде с управляющего блока и датчиков на штампе позиционируют, снимают и перекладывают полуфабрикаты, что помогает достигать высокой производительности.
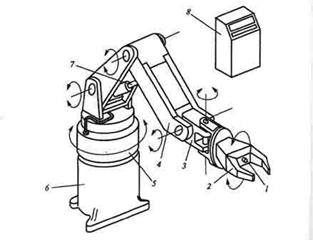
1 - датчик обратной связи; 2 — захватное устройство; 3 — кисть; 4 —рука манипулятора; 5 — колонна; 6 — несущая конструкция (основание); 7 - привод руки; 8 - блок управляющего устройства с пультом
Классификация автоматических линий (АЛ). Производительность и надежность АЛ.
Автоматической линией (АЛ) называется система станков, технологических агрегатов и вспомогательных устройств, автоматически осуществляющих определенную последовательность ряда технологических операций без участия операторов. Наладчики автоматических линий лишь периодически контролируют работу оборудования и подналаживают его, а также загружают заготовки в начале АЛ и снимают в конце (для загрузки-разгрузки и укладки заготовок могут использоваться ПР).
Автоматические линии предназначены для обработки заготовок резанием, давлением, для металлопокрытий, для получения отливок, термической обработки, сборочных операций; имеются и комплексные автоматические линий.
Автоматические станочные линии по типу оборудования делятся на следующие группы:
а) из агрегатных станков, применяемых в основном для обработки корпусных деталей;
б) из модернизированных универсальных станков, автоматов и полуавтоматов общего назначения, используемых для обработки валов, дисков, зубчатых колее и т. д.;
в) из специальных и специализированных станков, построенных только для этой линии;
г) из станков с ЧПУ и транспортной системы с ПУ, которыми управляет единая программа.
В зависимости от величины выпуска деталей различают АЛ одно-поточные последовательного действия и многопоточные параллельно-последовательного действия. На однономенклатурнойАЛ выпускают постоянно детали одного наименования. На многономенклатурной АЛ обрабатываются заготовки нескольких наименований или различных типоразмеров одного наименования.
По расположению и виду транспорта различают автоматические линии:
а) со сквозным транспортированием заготовки между станками (применяется при обработке корпусных заготовок);
б) с боковым транспортированием (применяется при обработке коленчатых валов, гильз и т. д.);
в) с верхним транспортированием (применяется при обработке валов, зубчатых колес, фланцев и т. д.);
г) с комбинированным транспортированием;
д) с роторным транспортированием, используемым в роторных АЛ, в которых все технологические операции выполняются при непрерывном транспортировании заготовок и инструмента.
По расположению оборудования различают замкнутые и незамкнутые автоматические линии. В замкнутых АЛ загрузка заготовок и съем деталей производится в одном месте.Это удобно, но доступ к агрегатам такой линии затруднен, поэтому в основном распространены незамкнутые АЛ: прямолинейные, П-образные, Г-образные и т. д.






