Для конвейеров, обслуживающих станочные линии, скорость принимается 1 - 6 м/мин (при массе изделий 30 - 50 кг скорость принимают не более 3 м/мин). При необходимости создания запаса на конвейере в расчет вводят коэффициент увеличения производительности (до 5).
Приближенно количество станков, обслуживаемых одним роботом, можно определить:
Тм – машинное время работы оборудования, мин.; Тзап – время работы промышленного робота, мин.; Кз – поправочный коэффициент, учитывающий паузы, сбои в работе. При циклической работе принимают Кз=0,7. При Тшт<3мин. вопрос организации много станочных РТК не рассматривается.
Задания и указания по их выполнению
Таблица 2.2 – Исходные данные для расчетов
|
| Исходные данные по вариантам
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Масса детали, кг.
|
| 2,6
| 3,8
| 4,4
| 8,2
| 1,2
| 1,7
| 2,1
| 3,2
| 5,4
| 2,5
| 3,8
| 3,9
| 6,3
| 10,1
| 2,6
| 4,3
| 4,5
| 8,1
| 9,2
|
| Масса заготовки, кг.
| 1,5
| 3,12
| 4,56
| 5,28
| 9,84
| 1,44
| 2,04
| 2,52
| 3,84
| 6,48
|
| 4,56
| 4,68
| 7,56
| 12,12
| 3,12
| 5,16
| 5,4
| 9,1
| 11,0
|
| Среднее количество транспортных операций на одну деталь
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Номинальный годовой фонд времени работы тележки в одну смену, ч.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Количество смен
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Коэффициент использования суточный
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
| 0,8
|
| Коэффициент использования номинальной грузоподъемности
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
| 0,7
|
| Средний пробег тележки за один рейс туда и обратно
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Время на загрузку тележки
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
| 1,5
|
| Время на разгрузку тележки
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
| 1,7
|
Программа выпуска – 120000шт.
При расчете программу выпуска принять 120000шт.
Последовательность выполнения работы:
- Ознакомиться с теоретической частью;
- Выбрать исходные данные для расчета в таблице 2.2 по вариантам;
- Произвести рассчеты;
- Сделать вывод
- Групповая дискуссия;
- Ответить на контрольные вопросы.
Контрольные вопросы
- Что является основой проектирования транспортной системы?
- Какое значение имеет скорость перемещения (движения) транпортныхсредств?
- Значение роботов в транспортной системе?
Список рекомендуемой литературы
а) Основная литература
| Номер
| Наименование книги
| Год издания
| К-во экземпляров
|
|
| Соломенцев Ю.М., Схиртладзе А.Г., Вороненко В.П., Проектирование машиностроительного производства:, Дрофа,
|
| |
|
| Н. Б. Шубина, О. В. Белянкина, Проектирование машиностроительного производства,,: Горная книга
|
| |
|
| Б. Максимов, Л. Наумова, А. Резниченко, О. Усанова, Технологические процессы машиностроительного производства и технология конструкционных материалов,, МГИУ,2006
|
| |
б) Дополнительная литература
| Номер
| Наименование книги
| Год издания
| К-во экземпляров
|
|
| Основы автоматизации проектирования. Вермитев Ю.Х. – М.: Радио и связь– 280 с.;ил.
|
| |
|
| Челищев Б.Е. и др. Автоматизация проектирования технологии в машиностроении. Под ред. Акад. Бруевича Н.Г. – М.: Машиностроение, – 264 с.; ил.
|
| |
|
| Шнур Г., Ф-Л.Краузе. Автоматизированное проектирование в машиностроении/ Пер. с нем. Г.Д.Волковой и др.; под ред. Ю.М.Соломенцева, В.П.Диденко – М.: Машиностроение, – 648 с.: ил.
|
| |
|
| Быков В.П. Методическое обеспечение САПР в машиностроении. Л.: Машиностроение, Ленинградское отделение, – 255 с.
|
| |
|
| Митрофанов В.Г. и др. САПР в технологии машиностроения. Уч. пособие.- Ярославль: Яросл. гос.техн.ун-т, 1995 – 298 с.,
|
| |
|
| Основы автоматизации проектирования. Вермитев Ю.Х. – М.: Радио и связь, – 280 с.;ил.
|
| |
|
| Челищев Б.Е. и др. Автоматизация проектирования технологии в машиностроении. Под ред. Акад. Бруевича Н.Г. – М.: Машиностроение, – 264 с.; ил.
|
| |
|
| Шнур Г., Ф-Л.Краузе. Автоматизированное проектирование в машиностроении/ Пер. с нем. Г.Д.Волковой и др.; под ред. Ю.М.Соломенцева, В.П.Диденко – М.: Машиностроение,– 648 с.: ил.
|
| |
в) Перечень ресурсов информационно-коммуникационной сети Интернет
| Номер
| Наименование книги
| Год издания
| К-во экземпляров
|
|
| А. Резниченко, О. Усанова, Технологические процессы машиностроительного производства и технология конструкционных материалов,, [Электронный ресурс] Издательство:Вузовское образование Авторы::251 ISBN: 978-5-906172-19-8 Тип издания: учебное пособие.
|
| |
Практическая работа №3.
Тема: Расчет площадей служебных и бытовых помещений
Цель работы: Знакомство с факторами, влияющими на площадь служебных и бытовых помещений.
Задачи: овладение первоначальными профессиональными умениями и навыками, выполнение вычислений, расчетов; работа с нормативными документами
Краткие сведения из теории
Комфортные условия работы позволяют значительно повысить производи
тельность труда, поднимают престижность производства, служат характеристикой благополучия и перспективности предприятия. Производственная эстетика, оказывая психологическое воздействие на человека, влияет на производительность труда, поэтому проведению различных мероприятий по улучшению эстетического оформления помещений следует уделять особое внимание. Для обеспечения нормальных
бытовых условий в разрабатываемых проектах, получения опыта разработки и обеспечения существующих требований к служебным и бытовым помещениям выполняется эта практическая работа. Бытовые и служебные помещения относятся к группе вспомогательных помещений.
Проектирование вспомогательных помещений ведут на основе норм проектирования (СНиП II МЗ— 68) руководящих материалов и типовых решений с учетом требований научной организации труда и производственной эстетики. Размещение вспомогательных помещений производится с учетом санитарных норм и минимальной затраты времени работающими на выполнение всех надобностей, не связанных с непосредственной работой. Нормами все производственные
процессы по санитарному режиму разделяются на группы, в зависимости от которых устанавливается состав и оборудование бытовых помещений.
При этом необходимо стремиться к наиболее полному и целесообразному использованию площадей и объемов здания, предусматривать расположение части вспомогательных помещений на антресолях и технических этажах. Высота помещений, размещенных в производственных зданиях, должна быть не менее 3 м, от пола до потолка, и не менее 2,5 м, от пола до низа выступающих конструкций.
Вспомогательные помещения могут располагаться в пристройках к основным производственным зданиям или в отдельно стоящих зданиях.
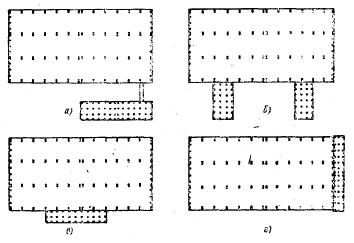
Рисунок 3.1 – Расположение служебно-бытовых помещений: а — в отдельно стоящих зданиях; б —в пристройках, примыкающих торцами;
в — в пристройке к продольной части здания; г — в пристройке к торцовой части
здания
2. Методика расчета площадей служебных и бытовых помещений.
В механосборочных цехах проектируют следующие помещения:
1. Служебные:
а) административно-конторские (кабинет начальника цеха и его заместителей; планово-диспетчерское бюро; бюро труда и зарплаты; помещение бухгалтерии);
б) инженерно-технические службы (техническое бюро цеха; конструкторское бюро цеха);
в) залы совещаний.
Площадь служебных помещений при укрупненных расчетах определяется из следующего расчета:
- залы совещаний:
Sзс = sзс.Ритр
где sзс - удельная площадь на одного участника совещаний вместимостью до 100 человек - 1,2 м2 на одно место, вместимостью более 100 человек - 0,9 м2 на каждое место; Ритр - число участников совещаний
Ритр = Ро.k''
Pcл = Po.k'''
Ро - общее число производственных рабочих; k'' – нормативный коэффициент численности ИТР, принимается по таблице 1; k''' – нормативный коэффициент численности служащих, принимается по таблице 2.
Таблица 3.1 – Нормы для определения численности ИТР механических и сборочных цехов (в % от числа производственных рабочих).
| Цехи
| Тип производства
|
| Единичное и мелкосерийное
| Среднесерийное
| Крупносерийное
| Массовое
|
| Механические*
| 18…24
| 16…22
| 15…21
| 15…20
|
| Сборочные**
| 9…12
| 8…11
| 8…10
| 7…10
|
* - Большие значения для числа станков до 50, меньшие - более 400;
** - меньшие значения для числа производственных рабочих более 700 человек, большие
- менее 75 человек
Таблица3.2 – Нормы для определения численности служащих (в % от числа производственных рабочих)
| Цехи
| Тип производства
|
| Единичное и мелкосерийное
| Среднесерийное
| Крупносерийное
| Массовое
|
| Механические и сборочные
| 1,2…2,2
| 0,9…1,9
| 0,6…1,6
| 0,1…1,4
|
- комнаты административно-конторского персонала и инженерно-технических служб:
Sа-к = sа-к.(Р1итр + Р1сл) + 18
где sа-к - удельная площадь на одного работающего, 4 м2; 18 – площадь кабинетов начальника цеха и его заместителя, м2.; Р1итр, Р1сл - число ИТР и служащих, работающих в первую смену:
Р1итр = 0,7.Ритр
Р1сл = 0,7.Рсл
Приведенные величины не включают площади служебнобытовых помещений, занимаемых тамбурами и лестничными клетками. Последние имеют размеры в плане 6000 х 3000 мм. Расстояние от входных дверей (лестничных клеток) в служебнобытовых помещениях до любого помещения не должно быть более 50 м.
2. Бытовые:
а) Гардеробные блоки (гардеробные; душевые; умывальные). Данные помещения следует объединять в гардеробные блоки. Они должны располагаться на первом этаже и должны быть отдельными для мужчин и женщин. В одном гардеробном блоке
должно располагаться не более 400... 500 человек. Душевые кабины и умывальники не должны устанавливаться у наружных стен. При укрупненных расчетах гардеробных блоков площадь определяется из расчета:
Sг = sг.Р
где sг - удельная площадь на одного работающего, 2,6... 2,8 м2; Р – общее число работающих в цехе:
Р = Ро + Рв + Ритр + Рс + Рмоп
Рв – количество вспомогательных рабочих; Рмоп – количество младшего обслуживающего персонала.
Площадь душевых составляет примерно 20... 30 % от площади гардеробных блоков и включается в их состав. Гардеробные и душевые площади помещений разделяют на мужские (70 … 80 %) и женские (20 … 30%).
б) Санитарные узлы (уборные).
Расстояние от санузлов до рабочих мест не должно быть более 75 м. Они не должны размещаться под и над рабочими помещениями административно-конторских и инженерно-технических служб, а также под и над столовыми, буфетами, общественными
организациями. Они располагаются на каждом этаже многоэтажных производственных зданий. Площадь санузлов определяется из расчета:
Sсу = sсу.Р1
где sсу - удельная площадь на одного работающего в первую смену, 0,2 м2.; Р1 – число работающих в цехе в первую смену.
Данные помещения также разделяют на мужские (70 … 80 %) и женские (20 … 30%).
в) Комнаты для личной гигиены женщин.
Данное помещение создается в цехе, если в наиболее многочисленной смене работает более 50 женщин. При укрупненных расчетах ориентировочная площадь этих комнат принимается равной:
Sлг = 25...30м2.
д) Комнаты отдыха.
Комнаты отдыха предусматриваются только при тяжелых работах. Площадь этих помещений следует принимать из расчета:
Sко = sко.Р1
где sко - удельная площадь на одного работающего в первую смену, 0,2 м2; Р1 – число работающих в цехе в первую смену. Площадь этих помещений следует принимать не менее 18 м2.
е) Столовые и буфеты.
В зависимости от числа работающих в наиболее многочисленную смену редусматривают:
- при 250 человек и более - столовые;
- менее 250 человек - буфет (с отпуском горячих блюд, поставляемых из столовой). Площадь определяется из расчета:
Sс = sс.Р1
где sс - удельная площадь на одного работающего в первую смену, 0,7 м2; Р1 –число работающих в цехе в первую смену.
ё) Помещения общественных организаций
Площадь определяется из расчета:
Sоо = sоо.Роо
где sоо - удельная площадь общественных помещений, приходящаяся на одного работающего, (2…4 м2/чел); Роо - общее число, находящихся в данном помещении, чел.
ж) Медпункт рассчитывают по формуле:
Sм = sм.Рм
где sм – норма площади на одного посетителя, 0,2 м2; Рм=(0,1…0,2).Р1 - количество посещающих в смену.
Площадь данного помещения, должна быть не менее 9 м2.
Полезная площадь служебно-бытовых помещений определяется по формуле:
Sс-б = Sа-к + Sзс + Sг + Sсу +Sлг + Sккм + Sккж + Sко + Sс + Sоо + Sм
После определения всех площадей служебно-бытового назначения вычисляют их суммарное значение, после чего по табл. 3 выбирается ближайшая большая на 300…500 м2 УТС служебнобытовых помещений и уточняется площадь всего пристроя или отдельно стоящего здания. Общая площадь служебно-бытовых помещений определяется по формуле:
Sос-б = Sс-б + Sпрох + Sл.к
где Sс-б - суммарная расчётная площадь служебно-бытовых помещений, м2; Sпрох - площадь проходов, м2.:
Sпрох= L.2.К
где L - длина пристроя или отдельно стоящего здания, м; К - число этажей.
Sл.к - площадь лестничных клеток,м2.:
Sл.к = 6.2,8.2.К
Таблица3.3 – Площадь служебно-бытовых УТС
| Этажность
| Длина пристроя или здания, L, м.
|
|
|
|
|
| Пристрои
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Отдельно стоящие здания
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Необходимо, чтобы Sутс с-б > Sос-б. В случае превышения площади, полученной расчетным путем над площадью служебнобытовых УТС Sутс с-б, определенной по таблице, принимают следующую по площади УТС и проводят следующий пересчет. Превышение площади служебно-бытовых УТС Sутс с-б над площадью Sос-б не должно быть больше 300 м2:
SΔс-б = (Sутс с-б - Sос-б) < 300
При необходимости можно изменять размеры лестничных клеток, несколько увеличивать ширину прохода (не более 2,5 м), а оставшуюся лишнюю площадь распределить между административно-конторскими и бытовыми помещениями.
Задания и указания по их выполнению
- Рассчитать количество инженерно-технических работников, служащих и т.д.
- Рассчитать площади служебных и бытовых помещений.
- Составить отчет.
- Ответить на контрольные вопросы
Контрольные вопросы
1. Как осуществляют разработку организационных процессов работы системы инструментального обеспечения?
2. Какие виды контроля качества изделия вы знаете?
3. Какие структурные подразделения входят в систему контроля качества изделия в механосборочном производстве?
4. В чем заключается назначение инструментального обеспечения автоматических участков и цехов?
5. Как произвести расчет численности контролеров?
6. Как организуется структура системы ремонтно-технического обслуживания оборудования?
7. Какие существуют организационные формы ремонта?
8. В какой последовательности осуществляется проектирование цеховой и ремонтной базы?
9. Как рассчитать количество станков в цеховой ремонтной базе?
Список рекомендуемой литературы
а) Основная литература
| Номер
| Наименование книги
| Год издания
| К-во экземпляров
|
|
| Соломенцев Ю.М., Схиртладзе А.Г., Вороненко В.П., Проектирование машиностроительного производства:, Дрофа,
|
| |
|
| Н. Б. Шубина, О. В. Белянкина, Проектирование машиностроительного производства,,: Горная книга
|
| |
|
| Б. Максимов, Л. Наумова, А. Резниченко, О. Усанова, Технологические процессы машиностроительного производства и технология конструкционных материалов,, МГИУ,2006
|
| |
б) Дополнительная литература
| Номер
| Наименование книги
| Год издания
| К-во экземпляров
|
|
| Основы автоматизации проектирования. Вермитев Ю.Х. – М.: Радио и связь– 280 с.;ил.
|
| |
|
| Челищев Б.Е. и др. Автоматизация проектирования технологии в машиностроении. Под ред. Акад. Бруевича Н.Г. – М.: Машиностроение, – 264 с.; ил.
|
| |
|
| Шнур Г., Ф-Л.Краузе. Автоматизированное проектирование в машиностроении/ Пер. с нем. Г.Д.Волковой и др.; под ред. Ю.М.Соломенцева, В.П.Диденко – М.: Машиностроение, – 648 с.: ил.
|
| |
|
| Быков В.П. Методическое обеспечение САПР в машиностроении. Л.: Машиностроение, Ленинградское отделение, – 255 с.
|
| |
|
| Митрофанов В.Г. и др. САПР в технологии машиностроения. Уч. пособие.- Ярославль: Яросл. гос.техн.ун-т, 1995 – 298 с.,
|
| |
|
| Основы автоматизации проектирования. Вермитев Ю.Х. – М.: Радио и связь, – 280 с.;ил.
|
| |
|
| Челищев Б.Е. и др. Автоматизация проектирования технологии в машиностроении. Под ред. Акад. Бруевича Н.Г. – М.: Машиностроение, – 264 с.; ил.
|
| |
|
| Шнур Г., Ф-Л.Краузе. Автоматизированное проектирование в машиностроении/ Пер. с нем. Г.Д.Волковой и др.; под ред. Ю.М.Соломенцева, В.П.Диденко – М.: Машиностроение,– 648 с.: ил.
|
| |
в) Перечень ресурсов информационно-коммуникационной сети Интернет
| Номер
| Наименование книги
| Год издания
| К-во экземпляров
|
|
| А. Резниченко, О. Усанова, Технологические процессы машиностроительного производства и технология конструкционных материалов,, [Электронный ресурс] Издательство:Вузовское образование Авторы::251 ISBN: 978-5-906172-19-8 Тип издания: учебное пособие.
|
| |
Практическая работа 4




