Обработка криволинейных поверхностей фрезерованием осуществляется фасонными фрезами, по копиру и при помощи настроенных кинематических цепей.
Обработка фасонными фрезами применяется для фрезерования относительно коротких фасонных незамкнутых поверхностей в крупносерийном и массовом производствах.
Обработка осуществляется осевыми, концевыми и дисковыми фасонными фрезами, имеющими профиль режущих зубьев одинаковый с фасонной поверхностью.
Фрезерование по копиру или копирное фрезерование применяют при обработке деталей с замкнутой фасонной поверхностью, фасонных профилей значительной длины, а также фасонных профилей, которые невозможно обработать фасонными фрезами.
Процесс формообразования фасонной поверхности основан на совершении вполне определенных движений фрезы относительно обрабатываемой поверхности заготовки.
Относительные перемещения инструмента и заготовки при образовании поверхности выполняются при помощи одного, двух или трех простых копиров или одного сложного пространственного копира.
Фрезерование по копиру можно выполнить с помощью механических копировальных устройств; с помощью станков со следящим приводом для управления скоростями подач.
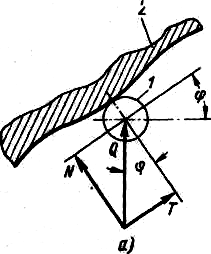
Фрезерование криволинейной поверхности детали по копиру с помощью механических устройств показано на рис. 243, а. Копировальный ролик 1 взаимодействует с криволинейным участком профиля копира 2. Усилие подачи Q может быть разложено на две составляющие: касательную силу Т к профилю копира и нормальную к нему силу N.
Нормальная сила N создает постоянный контакт между роликом и копиром. Касательная сила Т создает относительное перемещение ролика по копиру, осуществляя процесс копирования.
Деталь
Рис. 243. Расчетные схемы при фрезеровании криволинейной поверхности по копиру
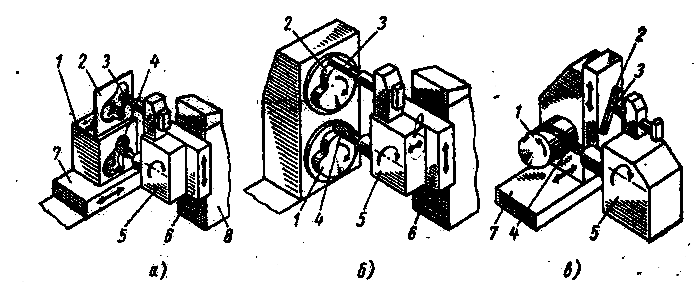
Рис. 244. Конструктивные схемы образования криволинейных поверхностей с помощью одного копира: а — копир и деталь имеют поступательное движение; б — копир и деталь имеют вращательное движение; в — копир имеет поступательное, а деталь — вращательное движение; (/ — деталь; 2 — копир; 3 — палец копировального прибора; 4 — фреза; 5 — шпиндельная бабка; 6 — поперечина; 7 -— стол; 8 — стойка)
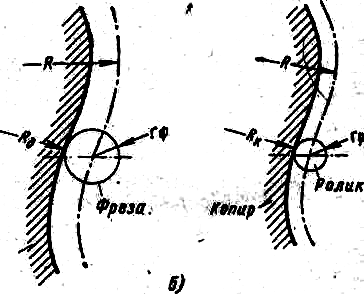
Произвольное изменение диаметров фрезы и ролика при обработке детали по определенному профилю копира вызывает искажение формы профиля обрабатываемой детали.
На рис. 244 представлены различные конструктивные схемы образования криволинейных поверхностей при помощи одного копира.
Образование криволинейных поверхностей при помощи двух копиров, совместно влияющих на характер движения обрабатываемой заготовки и фрезы, имеет следующие преимущества:
1. обеспечивает обработку поверхности с большими углами наклона профиля;
2. обеспечивает обработку линейчатых поверхностей типа цилиндров и коноидов и др.
На рис. 245 показана конструктивная схема обработки сложного профиля с большими углами наклона со следующей кинематикой формообразования: один копир и заготовка имеют поступательное, а другой копир — вращательное движение.
Стол с обрабатываемой заготовкой 3 перемещается по станине, связанной с механизмом подач 9.
Подача осуществляется через винт 8 и гайку. Обработка детали 3 производится фрезой 6.
Первый копир 10 в форме дискового кулачка, получающий вращение от механизма подач 9, через ролик 11 сообщает поступательное движение ползуну с копиром /. Копир / через ролик 2 осуществляет возвратно-поступательное движение ползунов 7 и 4
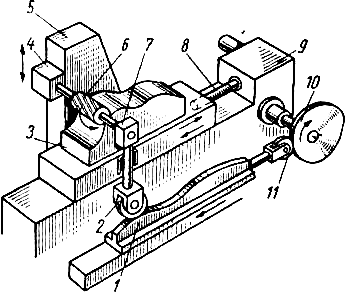
по стойкам 5. Необходимый контакт между роликом 11 и копиром 10 осуществляется пружиной или противовесом. Сочетание криволинейных контуров копиров 10 и 1 обеспечивает обработку сложной поверхности.
Значительные усилия, возникающие в месте контакта ролика и копира при фрезеровании по копиру с помощью механических устройств, вызывают появление деформаций в системе СПИД, снижающих точность обработки.
Автоматизация цикла фрезерования криволинейных поверхностей при наличии механической продольной (задающей) подачи осуществляется следящей подачей фрезы или заготовки, повторяющей очертания копира. Следящая подача может осуществляться при помощи груза или пружины, постоянно прижимающих следящий щуп,
Рис. 245. Образование сложной поверхности по двум копирам
имеющий форму пальца или ролика, к копиру. В автоматических копировально-фрезерных станках применяют гидравлическую, электрическую или электрогидравлическую следящую систему.
Основное преимущество копировально-фрезерных станков со следящими приводами по сравнению с механическими устройствами обуславливается свойством следящих систем: незначительное давление копировального щупа на копир, не вызывающего деформаций в системе СПИД. Это позволяет изготавливать копиры из мягких, легко обрабатываемых материалов.
Однако на точность обработки на копировально-фрезерных станках со следящей системой оказывают влияние погрешности, зависящие от: 1) порога чувствительности копировальной головки станка (минимальное перемещение копировального пальца головки, необходимое для создания командного импульса); 2) инерционности следящей системы (время срабатывания следящей системы станка); 3) инерционности выбега подвижных систем — столов, кареток станка.
Фрезерование поверхностей при помощи настроенных кинематических цепей обеспечивает образование определенной формы у детали согласно настройке кинематической цепи станка, связывающей вращение инструмента или обрабатываемой детали с перемещениями инструмента или обрабатываемой детали. Наиболее распространенными способами применения настроенных кинематических цепей при фрезеровании являются нарезание резьб, обработка спиралей, обработка зубчатых колес методом обкатки.
• На рис. 246 показана обработка архимедовой спирали кулачка при помощи несложного приспособления, основанного на использовании кинематических зависимостей.
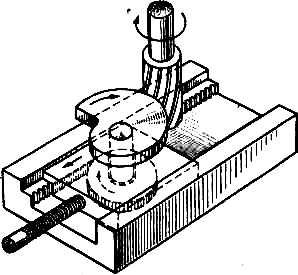
Рис. 246. Приспособление для обработки кулачков





