Д.1 Типовая операционная технологическая карта радиографического контроля сварных соединений трубопроводов.
| Операционная технологическая карта радиографического контроля сварных соединений
| ШИФР
|
| ТК-РК 1420х26,4
|
| УРОВЕНЬ КАЧЕСТВА
| А
|
| НАИМЕНОВАНИЕ ОРГАНИЗАЦИИ
|
|
| НОМЕР ЧЕРТЕЖА (ЭСКИЗА)
| А.22.298.050
|
| НАИМЕНОВАНИЕ ОБЪЕКТА
| Контрольное сварное соединение №____
|
| МЕТОДИКА КОНТРОЛЯ
| ГОСТ 7512, СТО Газпром 2-2.4-083
|
| НОРМАТИВНЫЕ ДОКУМЕНТЫ
| СТО Газпром 2-2.4-083
|
| 1. ОБЪЕКТ КОНТРОЛЯ
| Номинальный диаметр трубы, мм
|
|
| Номинальная толщина стенки, S, мм
| 26,4
|
| Тип сварного соединения,
тип сварки:
| Стыковое кольцевое. Автоматическая, односторонняя
|
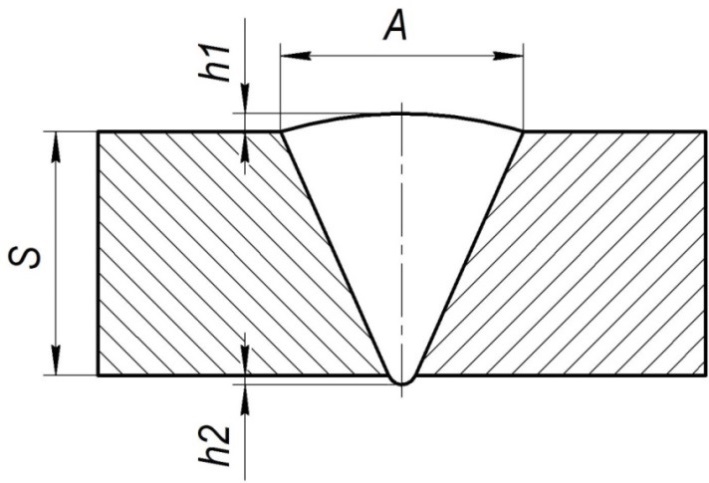
| Параметры сварного соединения
| 
|
| Ширина верхнего валика, А, мм
| 26±2,0
|
| Высота верхнего валика, h1, мм
| 1,0 – 3,0
|
| Высота нижнего валика, h2, мм
| 0,5 – 2,0
|
| Требования к проведению контроля
|
| Ширина контролируемой зоны
| Ширина сварного шва и околошовная зона размером не менее 20 мм с каждой стороны от края шва
|
| | | | | |
| 2 ИСХОДНЫЕ ДАННЫЕ
|
| ПАРАМЕТРЫ КОНТРОЛЯ
| СХЕМА ПРОСВЕЧИВАНИЯ
|
| «ПАНОРАМНОЕ ПРОСВЕЧИВАНИЕ»
|
| Радиационная толщина, мм
|
| 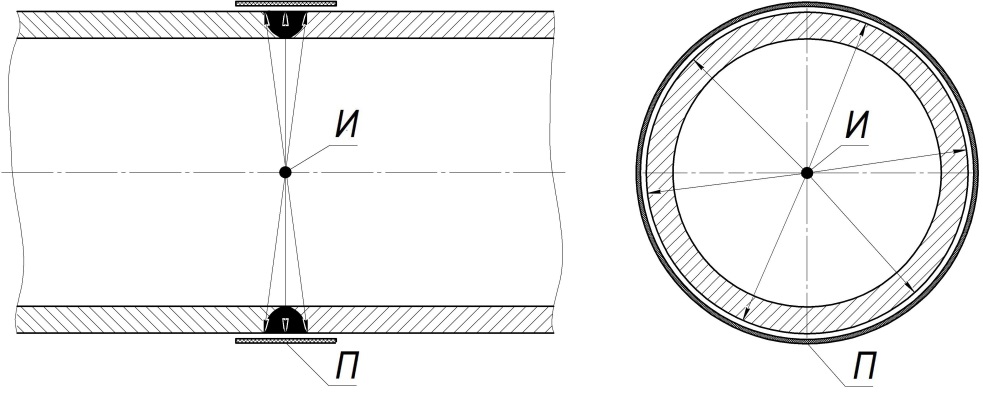 И – источник ионизирующего излучения;
П – кассета с пленкой
И – источник ионизирующего излучения;
П – кассета с пленкой
|
| Чувствительность контроля, мм
| 0,5
|
| Тип и номер эталона чувствительности
| 13 провол.
|
| Расстояние от ИИИ до поверхности контролируемого сварного соединения, мм
|
|
| ИИИ
| Рентгеновский аппарат
|
| Размер фокусного пятна ИИИ, мм
| Ф5×0,8
|
| Напряжение на рентгеновской трубке, не более, кВ
|
|
| Тип радиографической пленки
| D-7 (AGFA)
|
| Тип и толщина усиливающего экрана, мм
| Pb
0,05 – 0,09*
|
| Толщина защитного экрана, мм
| 1,0 – 2,0
|
| Количество участков, шт.
|
|
| Размеры оценочного участка (ширина × длина), мм
| 66×248
|
| Размеры радиографической пленки
(ширина × длина), мм
| 100×300
|
| * Допускается использовать усиливающие экраны, поставляемые в одной упаковке с пленкой.
|
| 3 ПЕРЕЧЕНЬ ОПЕРАЦИЙ РК
|
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
|
| 3.1 Подготовка к
контролю
| 3.1.1
| РК проводить после ВИК и устранения обнаруженных дефектов.
| - Мерительный пояс;
- кассетный пояс;
- эталоны чувствительности;
- маркер по металлу,
- свинцовые маркировочные знаки;
- светонепроницаемые кассеты с форматной радиографической пленкой или рулонная радиографическая пленка;
- индивидуальные дозиметры типа ИД-02, ДК-02, РМ 03-04;
- предупреждающий сигнализатор (звуковой или световой);
- дозиметр типа ДКС-04.
|
|
| 3.1.2
| Отметить на сварном соединении маркером направление укладки кассет с радиографической пленкой, начало укладки кассет и установки мерительного пояса (на 12 часах по часовой стрелке по ходу транспортируемого продукта).
|
|
| 3.1.3
| Установить на сварное соединение:
- мерительный пояс со свинцовыми цифрами;
- эталоны чувствительности со стороны кассет с пленками (по одному на каждую четверть окружности сварного соединения);
- маркировочные знаки и ограничительные метки №___ по ГОСТ 15843.
|
|
| 3.1.4
| Установить на сварное соединение радиографическую пленку с помощью кассетного пояса (или отрезок рулонной пленки соответствующей длины) так, чтобы обеспечить плотное прилегание пленки к металлу шва и перекрытие изображений смежных участков не менее чем на 20 мм (в том случае, если не используется рулонная пленка).
|
|
| 3.1.5
| Оградить знаками радиационной опасности радиационно-опасную зону и установить предупреждающий сигнализатор (со звуковой или световой сигнализацией) в соответствии с утвержденной в организации инструкцией по радиационной безопасности.
|
|
| 3.1.6
| Записать показания индивидуальных дозиметров.
|
|
| 3.2 Просвечивание сварного соединения
| 3.2.1
| Установить ИИИ согласно схеме просвечивания.
| - Рулетка;
- ИИИ;
- секундомер.
|
|
| 3.2.2
| Убедиться в отсутствии людей в зоне излучения, включить предупреждающий сигнализатор (при его наличии).
|
|
3.2 Просвечивание сварного соединения
3.2.3 |
Отойти на безопасное расстояние и произвести просвечивание.
|
|
| 3.2.4
| По окончании просвечивания снять радиографическую пленку со сварного соединения.
|
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
|
|
| 3.2.5
| По окончании контроля отключить ИИИ.
|
|
|
| 3.2.6
| Просвеченные радиографические пленки передать на проявку.
|
|
| 3.2.7
| По окончании рабочей смены проверить и записать показания индивидуальных дозиметров.
|
|
| 3.3 Фотообработка радиографической пленки
| 3.3.1
| Фотообработку радиографических снимков следует проводить в специально оборудованной фотолаборатории при неактиничном освещении в баках-танках (танковая фотообработка) в соответствии с рекомендациями организации-изготовителя пленки.
| - Термометр для измерения температуры растворов;
- неактиничный фонарь;
- часы.
|
|
| 3.3.2
| Проверить пригодность и температуру обрабатывающих растворов. Они должны иметь температуру в пределах от 15 °С до 25 °С. При этом следует иметь в виду, что проявитель готов к применению не ранее чем через 12 часов после приготовления, а также, что в одном литре проявителя может быть качественно обработано не более 1 м2 пленки, а фиксаж пригоден к работе, если в одном литре его обработано не более 1,2 м2 пленки.
|
|
| 3.3.3
| Оптимальное время проявления при температуре проявителя 20 °С указывается на этикетке первичной упаковки. Время проявления в проявителе устанавливать в зависимости от фактической температуры проявления.
|
|
3.3 Фотообработка радиографической пленки
3.3.4 |
Режимы промывок, фиксирования и сушки выбирать следующие:
- промежуточная промывка – не менее одной минуты при температуре от 12 °С до 28 °С;
- фиксирование в фиксирующем растворе – не менее 10 минут при температуре (20 ± 5) °С;
- окончательная промывка в проточной или сменной (не менее 3 раз) воде – не менее 15 минут при температуре от 12 °С до 28 °С;
- сушка естественная или в потоке воздуха – до полного высыхания при температуре не выше 35 °С.
|
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
|
| 3.3.5
| В случае применения автоматов для фотообработки радиографических пленок режимы фотообработки определяются инструкцией по эксплуатации применяемого автомата.
|
|
|
| 3.4 Расшифровка снимков
| 3.4.1
| Просмотр и расшифровку снимков производить после их полного высыхания с применением негатоскопов, отвечающих требованиям ГОСТ 7512.
| - Негатоскоп;
- денситометр;
- трафарет для оценки размеров изображений несплошностей;
- линейка измерительная с ценой деления 1 мм;
- лупа измерительная с ценой деления шкалы 0,1 мм.
|
|
| 3.4.2
| Снимки допускаются к расшифровке, если они удовлетворяют следующим требованиям:
- на снимках отсутствуют пятна, полосы, загрязнения и повреждения эмульсионного слоя, затрудняющие расшифровку;
- на снимках должны быть видны изображения эталонов чувствительности (по одному на каждую четверть сварного соединения), изображения ограничительных меток и маркировка, включающая в себя направление укладки кассет, номер пленки, шифр (характеристика) объекта, номер сварного соединения, шифр (клеймо сварщика или бригады), шифр (клеймо дефектоскописта), дату проведения контроля;
- оптическая плотность изображений контролируемого участка и эталона чувствительности и уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью эталона чувствительности должны соответствовать ГОСТ 7512;
|
| 3.4 Расшифровка снимков
|
| - чувствительность контроля в соответствии с СТО Газпром 2‑2.4‑083.
|
|
| 3.4.3
| По результатам расшифровки заполнить заключение.
|
|
| | | | | | | | |
Д.2 Типовая операционная технологическая карта по компьютерной радиографии сварных соединений трубопроводов.
| Операционная технологическая карта контроля сварных соединений с применением систем компьютерной радиографии
| ШИФР
|
| ТК-КР 1420х26,4
|
| УРОВЕНЬ КАЧЕСТВА
| А
|
| НАИМЕНОВАНИЕ ОРГАНИЗАЦИИ
|
|
| НОМЕР ЧЕРТЕЖА (ЭСКИЗА)
| А.22.298.050
|
| НАИМЕНОВАНИЕ ОБЪЕКТА
| Контрольное сварное соединение №____
|
| МЕТОДИКА КОНТРОЛЯ
| ГОСТ 7512, СТО Газпром 2-2.4-083
|
| НОРМАТИВНЫЕ ДОКУМЕНТЫ
| СТО Газпром 2-2.4-083
|
| 1. ОБЪЕКТ КОНТРОЛЯ
| Номинальный диаметр трубы, мм
|
|
| Номинальная толщина стенки, S, мм
| 26,4
|
| Тип сварного соединения,
тип сварки:
| Стыковое кольцевое. Автоматическая, односторонняя
|
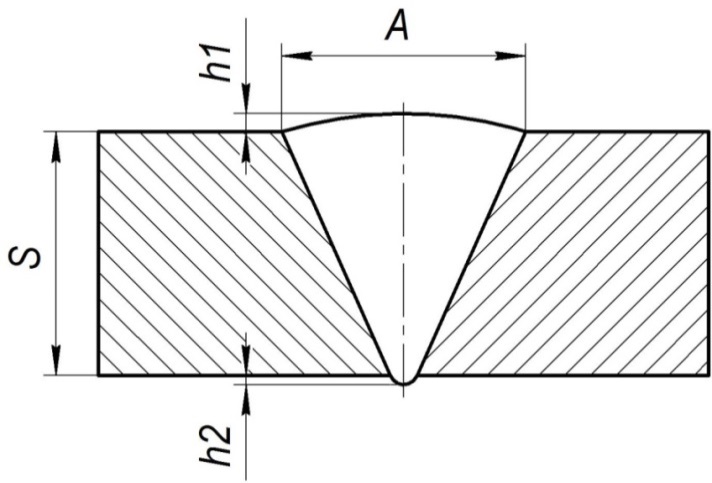
| Параметры сварного соединения
| 
|
| Ширина верхнего валика, А, мм
| 26±2,0
|
| Высота верхнего валика, h1, мм
| 1,0 – 3,0
|
| Высота нижнего валика, h2, мм
| 0,5 – 2,0
|
| Требования к проведению контроля
|
| Ширина контролируемой зоны
| Ширина сварного шва и околошовная зона размером не менее 20 мм с каждой стороны от края шва
|
| | | | | |
| 2 ИСХОДНЫЕ ДАННЫЕ
|
| ПАРАМЕТРЫ КОНТРОЛЯ
| СХЕМА ПРОСВЕЧИВАНИЯ
|
| «ПАНОРАМНОЕ ПРОСВЕЧИВАНИЕ»
|
| Радиационная толщина, мм
| 29,5
| 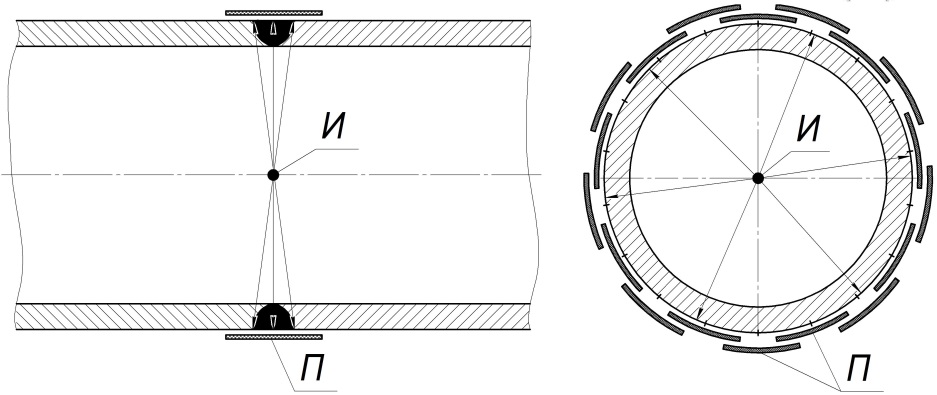 И – источник ионизирующего излучения; П – кассета с ЗП
И – источник ионизирующего излучения; П – кассета с ЗП
|
| Чувствительность контроля, мм
| 0,5
|
| Тип и номер эталона чувствительности
| 13 проволочный
|
| Расстояние от ИИИ до поверхности контролируемого сварного соединения, мм
|
|
| ИИИ
| Рентгеновский аппарат
|
| Размер фокусного пятна ИИИ, мм
| 0,5×5,5
|
| Напряжение на рентгеновской трубке, не более, кВ
|
|
| Класс изображения
| A-CR
|
| Класс системы
| IР5-R/50
|
| Минимальное отношение сигнал/шум
| 0,9×52 (SNRIP5)
|
| Минимальный отсчет интенсивности (серого)
| 0,81 × 20 000 (IIP5)
|
| Условия сканирования, не более
| ФЭУ, В
|
|
| Мощность лазерного пучка, Вт
|
|
| Размер пикселя, мкм
|
|
| Тип и толщина усиливающего экрана, мм
| Pb 0,1
|
| Толщина защитного экрана, мм
| 0,1
|
| Количество участков, шт.
|
|
| Размеры оценочного участка (ширина ×длина), мм
| 66×248
|
| Размеры ЗП (ширина ×длина), мм
| 100×300
|
| 3 ПЕРЕЧЕНЬ ОПЕРАЦИЙ РК
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
| 3.1 Подготовка к
контролю
| 3.1.1
| КР проводить после ВИК и устранения наружных дефектов.
| - Мерительный пояс;
- кассетный пояс;
- эталоны чувствительности проволочные № 13;
- маркер по металлу,
- свинцовые маркировочные знаки;
- кассеты с ЗП;
- индивидуальные дозиметры типа ИД-02, ДК-02, РМ 03-04;
- предупреждающий сигнализатор (звуковой или световой);
- дозиметр типа ДКС-04.
|
| 3.1.2
| Отметить на сварном соединении маркером направление укладки кассет с ЗП, начало укладки кассет и установки мерительного пояса (на 12 часах по часовой стрелке по ходу транспортируемого продукта).
|
| 3.1.3
| Установить на сварное соединение:
- мерительный пояс со свинцовыми цифрами;
- эталоны чувствительности со стороны кассет с ЗП (по одному на каждую четверть окружности сварного соединения);
- маркировочные знаки и ограничительные метки №___ по ГОСТ 15843.
|
| 3.1.4
| Установить на сварное соединение кассеты с ЗП с помощью кассетного пояса так, чтобы обеспечить плотное прилегание ЗП к металлу шва и перекрытие изображений смежных участков не менее чем на 20 мм.
|
| 3.1.5
| Оградить знаками радиационной опасности радиационно-опасную зону и установить предупреждающий сигнализатор (со звуковой или световой сигнализацией) в соответствии с утвержденной в организации инструкцией по радиационной безопасности.
|
| 3.1.6
| Записать показания индивидуальных дозиметров.
|
| 3.2 Просвечивание сварного соединения
| 3.2.1
| Установить ИИИ согласно схеме просвечивания.
| - Рулетка;
- ИИИ;
- секундомер.
|
| 3.2.2
| Убедиться в отсутствии людей в зоне излучения, включить предупреждающий сигнализатор (при его наличии).
|
| 3.2.3
| Отойти на безопасное расстояние и произвести просвечивание.
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
| 3.2 Просвечивание сварного соединения
| 3.2.4
| По окончании контроля отключить ИИИ.
|
|
| 3.2.5
| По окончании просвечивания снять ЗП со сварного соединения
|
| 3.2.6
| Экспонированные ЗП передать на сканирование.
|
| 3.2.7
| По окончании рабочей смены проверить и записать показания индивидуальных дозиметров.
|
| 3.3 Считывание и цифровая обработка изображения
| 3.3.1
| Вынуть ЗП из кассеты, пользуясь х/б перчатками, при этом исключить прямое попадание яркого, в том числе солнечного, света на ЗП.
| - Комплекс компьютерной радиографии
|
| 3.3.2
| Сканирование ЗП производить в затемненном помещении.
Режим сканирования:
- шаг сканирования – от 50 до 85 мкм;
- усиление фотоумножителя сканера – не более 650 В;
- мощность лазерного пучка – не более 5 В;
- время сканирования – не более 20 с.
|
|
| 3.3.3
| Сохранить первоначальное изображение контролируемого участка.
|
|
|
| 3.3.4
| Оптимизировать изображение в диапазоне интенсивностей.
|
|
|
| 3.3.5
| После получения изображения, пригодного для расшифровки, выполнить стирание ЗП и подготовку их к дальнейшему использованию.
|
|
| 3.4 Расшифровка изображений
| 3.4.1
| Просмотр и расшифровку изображений производить в соответствии с требованиями ________________.
|
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
| 3.4 Расшифровка изображений
| 3.4.2
| Изображения допускаются к расшифровке, если на них видны эталоны чувствительности (по одному на каждую четверть окружности сварного соединения), ограничительные метки и маркировка, включающая в себя номер стыка, направление укладки ЗП, номер ЗП, шифр (характеристика) объекта, номер сварного соединения, шифр (клеймо сварщика или бригады), шифр (клеймо дефектоскописта), дату проведения контроля.
|
|
|
| 3.4.3
| Чувствительность контроля – в соответствии с СТО Газпром 2-2.4-083.
|
|
| 3.5 Оформление результатов контроля
| 3.5.1
| Записать результаты контроля в журнал контроля сварных соединений в соответствии с требованиями НД на проведение контроля.
|
|
| 3.5.2
| По результатам расшифровки заполнить Заключение. Каждый дефект в Заключении должен иметь подробное описание в соответствии с требованиями НД на объект контроля.
|
| 3.6 Архивирование изображений
| 3.6.1
| Выполнить оцифровку радиографического изображения и занести его в базу данных для хранения.
|
|
| 3.6.2
| Продублировать цифровое изображение на внешний носитель.
|
Д.3 Типовая операционная технологическая карта по цифровой радиографии сварных соединений трубопроводов
| Операционная технологическая карта контроля сварных соединений с применением систем цифровой радиографии
| ШИФР
|
| ТК-ЦР 1420х26,4
|
| УРОВЕНЬ КАЧЕСТВА
| А
|
| НАИМЕНОВАНИЕ ОРГАНИЗАЦИИ
|
|
| НОМЕР ЧЕРТЕЖА (ЭСКИЗА)
| А.22.298.050
|
| НАИМЕНОВАНИЕ ОБЪЕКТА
| Контрольное сварное соединение №____
|
| МЕТОДИКА КОНТРОЛЯ
| ГОСТ 7512, СТО Газпром 2-2.4-083
|
| НОРМАТИВНЫЕ ДОКУМЕНТЫ
| СТО Газпром 2-2.4-083
|
| 1. ОБЪЕКТ КОНТРОЛЯ
| Номинальный диаметр трубы, мм
|
|
| Номинальная толщина стенки, S, мм
|
|
| Тип сварного соединения,
тип сварки:
| Стыковое кольцевое. Автоматическая, односторонняя
|
| Параметры сварного соединения
|
|
| Ширина верхнего валика, А, мм
| 24±2,0
|
| Высота верхнего валика, h1, мм
| 1,0 – 3,0
|
| Высота нижнего валика, h2, мм
| 0,5 – 2,0
|
| Требования к проведению контроля
|
| Ширина контролируемой зоны
| Ширина сварного шва и околошовная зона размером не менее 20 мм с каждой стороны от края шва
|
| | | | | |
| 2 ИСХОДНЫЕ ДАННЫЕ
|
| ПАРАМЕТРЫ КОНТРОЛЯ
| СХЕМА ПРОСВЕЧИВАНИЯ
|
| «ЧЕРЕЗ ДВЕ СТЕНКИ»
|
| Радиационная толщина, мм
|
| 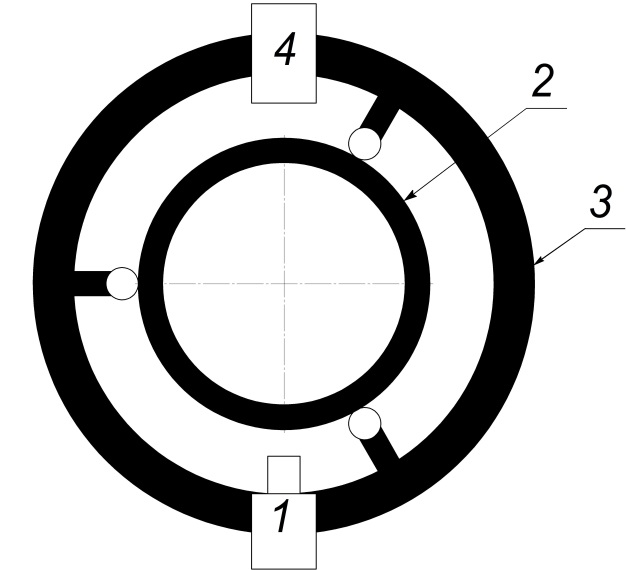 1 – излучатель рентгеновского аппарата;
2 – объект контроля;
3 – механизм ориентации и перемещения;
4 – преобразователь излучений
1 – излучатель рентгеновского аппарата;
2 – объект контроля;
3 – механизм ориентации и перемещения;
4 – преобразователь излучений
|
| Чувствительность контроля, мм
| 0,75
|
| Тип и номер эталона чувствительности
| 12 канавочный
|
| Расстояние от ИИИ до поверхности контролируемого сварного соединения, мм
|
|
| ИИИ
| Рентгеновский аппарат
|
| Размер фокусного пятна ИИИ, мм
| 2,0×2,0
|
| Напряжение на рентгеновской трубке, кВ
|
|
| Класс системы
| SC-2
|
| Расстояние от объекта контроля до преобразователя излучений, мм
| От 5 до 10
|
| Размер поля преобразователя излучений, мм
|
|
| Тип и толщина усиливающего экрана, мм
| Pb
0,05 – 0,09
|
| Толщина защитного экрана, мм
| 1,0 – 2,0
|
| Количество участков, шт.
|
|
| Размеры оценочного участка (ширина ×длина), мм
| 64×160
|
| 3 ПЕРЕЧЕНЬ ОПЕРАЦИЙ РК
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
| 3.1 Подготовка к
контролю
| 3.1.1
| ЦР проводить после ВИК и устранения обнаруженных наружных дефектов.
| - Комплекс цифровой радиографии;
- мерительный пояс;
- эталоны чувствительности канавочные № 12;
- маркер по металлу,
- свинцовые маркировочные знаки;
- индивидуальные дозиметры типа ИД-02, ДК-02, РМ 03-04;
- предупреждающий сигнализатор (звуковой или световой);
- дозиметр типа ДКС-04.
|
| 3.1.2
| Отметить на сварном соединении маркером начало контроля и установки мерительного пояса, направление контроля.
|
| 3.1.3
| Установить на сварное соединение:
- эталоны чувствительности со стороны детектора (по одному на каждый участок контроля);
- маркировочные знаки и ограничительные метки №___ по ГОСТ 15843.
|
| 3.1.4
| Установить на сварное соединение механизм ориентации и перемещения излучателя и преобразователя рентгеновских лучей и зафиксировать блоки на механизме ориентации и перемещения.
|
| 3.1.5
| Оградить знаками радиационной опасности радиационно-опасную зону и установить предупреждающий сигнализатор (со звуковой или световой сигнализацией) в соответствии с утвержденной в организации инструкцией по радиационной безопасности.
|
| 3.1.6
| Записать показания индивидуальных дозиметров.
|
| 3.1.7
| Включить комплекс, проверить его работоспособность на заданной толщине контролируемого объекта.
|
| 3.1.8
| Проверить чувствительность контроля на предмет соответствия НД.
|
| 3.1.9
| При необходимости произвести корректировку режимов контроля.
|
| 3.2 Просвечивание сварного соединения
| 3.2.1
| Убедиться в отсутствии людей в зоне излучения, включить предупреждающий сигнализатор (при его наличии).
| - Комплекс цифровой радиографии.
|
| 3.2.2
| Выполнить контроль первого участка с расшифровкой результатов контроля.
|
| Наименование операции
| Содержание операции, основные требования
| Оборудование и инструмент
|
|
| 3.2.3
| Если на участке обнаружены дефекты, зафиксировать дефектные места на сварном соединении с помощью дефектоотметчика.
|
|
| 3.2.4
| Выполнить контроль сварного соединения по всей длине аналогично 3.2.1 – 3.2.3.
|
| 3.2.5
| По окончании контроля отключить ИИИ.
|
| 3.2.6
| Снять со сварного соединения эталоны чувствительности, маркировочные знаки, мерительный пояс.
|
| 3.2.7
| По окончании рабочей смены проверить и записать показания индивидуальных дозиметров.
|
| 3.3 Расшифровка изображений
| 3.3.1
| Сохранить первоначальное изображение контролируемого участка.
| - Комплекс цифровой радиографии;
- программное обеспечение________.;
- трафарет для оценки размеров изображений несплошностей;
- линейка измерительная с ценой деления 1 мм;
- лупа измерительная с ценой деления шкалы 0,1 мм.
|
| 3.3.2
| Просмотр и расшифровку изображений производить в соответствии с требованиями НД.
|
| 3.3.3
| Изображения допускаются к расшифровке, если на них видны эталоны чувствительности (по одному на каждую четверть окружности сварного соединения), ограничительные метки и маркировка, включающая в себя номер стыка, направление укладки ЗП, номер ЗП, шифр (характеристика) объекта, номер сварного соединения, шифр (клеймо сварщика или бригады), шифр (клеймо дефектоскописта), дату проведения контроля.
|
| 3.3.4
| Чувствительность контроля – в соответствии с СТО Газпром 2-2.4-083.
|
| 3.4 Оформление результатов контроля
| 3.4.1
| Записать результаты контроля в журнал контроля сварных соединений в соответствии с требованиями НД на проведение контроля.
|
|
| 3.4.2
| По результатам расшифровки заполнить Заключение. Каждый дефект в Заключении должен иметь подробное описание в соответствии с требованиями НД на объект контроля.
|
Е.1 Магистральные трубопроводы и их участки подразделяются на категории, требования к которым в зависимости от условий работы, объема неразрушающего контроля сварных соединений и величины испытательного давления приведены в таблице Е.1.
Е.2 Классификация участков магистральных трубопроводов по безопасности приведена в СТО Газпром 2‑2.1‑249 (раздел 6).
| [1]
| Европейские нормы
BS EN 462-5:1996*
| Неразрушающий контроль. Качество изображения радиографических снимков. Часть 5. Индикаторы качества изображения (типа сдвоенной проволоки), определение показателя нерезкости снимка (Non-destructive testing. Image quality of radiographs. Image quality indicators (duplex wire type), determination of image unsharpness value)
|
| [2]
| Национальный стандарт Великобритании
BS EN 14784-1:2005*
| Неразрушающий контроль. Промышленная компьютерная радиография с помощью фосфорных плат ЗУ. Часть 1. Классификация систем (Non-destructive testing. Industrial computed radiography with storage phosphor imaging plates. Classification of systems)
|
| [3]
| Федеральный закон Российской Федерации от 26 июня 2008 г. № 102-ФЗ «Об обеспечении единства измерений»
|
| [4]
| Стандарт Международной организации по стандартизации
ИСО 14096-1:2005*
(ISO 14096-1:2005)
| Контроль неразрушающий. Оценка систем оцифровки радиографической пленки. Часть 1. Определения, количественные измерения параметров качества изображения, стандартная эталонная пленка и контроль качества (Non-destructive testing - Qualification of radiographic film digitisation systems – Part 1: Definitions, quantitative measurements of image quality parameters, standard reference film and qualitative control)
|
| [5]
| Рекомендации ОАО «Газпром»
Р Газпром 2-2.4-866-2014
| Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Материалы, приборы и оборудование радиографического неразрушающего контроля качества сварных соединений газопроводов. Технические требования
|
| [6]
| Рекомендации ОАО «Газпром»
Р Газпром 2-2.4-865-2014
| Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром».
Радиографический контроль качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов. Технические требования
|
| [7]
| Рекомендации ОАО «Газпром»
Р Газпром 5.1-2008
| Обеспечение единства измерений. Индикаторы. Требования к обозначению и клеймению. Порядок регистрации и эксплуатации
|
| [8]
| Временные требования к организации сварочно-монтажных работ, применяемым технологиям сварки, неразрушающему контролю качества сварных соединений и оснащенности подрядных организаций при строительстве, реконструкции и капитальном ремонте магистральных газопроводов ОАО «Газпром» (утверждены заместитель Председателя Правления ОАО «Газпром» В.А. Маркеловым 17 октября 2013 г.)
|
| [9]
| Свод правил
Госстроя России
СП 36.13330.2012
| Магистральные трубопроводы. Актуализи-рованная редакция СНиП 2.05.06-85*
|
| [10]
| Руководящий документ
Госгортехнадзора России
РД 03-606-03
| Инструкция по визуальному и измерительному контролю
|
| [11]
| Свод правил
Госстроя России
СП 86.13330.2014
| Магистральные трубопроводы (пересмотр актуализированного СНиП III-42-80* «Магистральные трубопроводы»)
|
Ключевые слова: инструкция, радиографический контроль качества, сварное соединение, строительство, ремонт, промысловый трубопровод, магистральный трубопровод
* Оригиналы стандартов находятся в ФГУП «Стандартинформ».





