РЕЖУЩИЙ ИНСТРУМЕНТ
Методические указания по выполнению курсовой работы
Рязань
УДК 621.9
ББК 34.63-5
Г82
Грибов, Н.В.
Г82 Режущий инструмент: методические указания / Н.В. Грибов. – Рязань:
Рязанский институт (филиал) Московского политехнического
университета, 2016.– 56 с.
Методические указания предназначены для выполнению курсовой работы по дисциплине «Режущий инструмент» направления 15.03.05 – «Конструкторско-технологическое обеспечение машиностроительных производств», профиля подготовки «Технология машиностроения» студентами всех форм обучения.
В методических указаниях представлен краткий теоретический материал, рекомендации по выбору инструмента и пример оформления для одного из инструментов из курсовой работы.
УДК 621.9
ББК 34.63-5
© Н.В. Грибов, 2016
© Рязанский институт (филиал)
Университета машиностроения, 2016
Содержание
| Цель работы
|
|
| Общие сведения
|
|
| 1 Резцы
|
|
| 1.1 Резцы для наружной обработки
|
|
| 1.2 Резцы для внутренней обработки
|
|
| 1.3 Резцы отрезные и канавочны
|
|
| 1.4 Резцы резьбовые
|
|
| 2 Фрезы
|
|
| 2.1 Фрезы торцовые
|
|
| 2.2 Фрезы концевые
|
|
| 2.3 Фрезы дисковые
|
|
| 2.4 Концевые резьбовые фрезы
|
|
| 3 Инструмент для обработки отверстий
|
|
| 3.1 Сверла
|
|
| 3.2 Зенкеры
|
|
| 3.3 Развертки
|
|
| 3.4 Инструмент для расточки отверстий
|
|
| 4 Резьбообразующий инструмент
|
|
| 5 Инструмент для обработки зубчатых колес
|
|
| 5.1 Инструмент, работающий по методу копирования
|
|
| 5.1.1 Дисковые модульные фрезы
|
|
| 5.1.2 Пальцевые модульные фрезы
|
|
| 5.2 Инструмент работающий по методу обката
|
|
| 5.2.1 Червячные фрезы
|
|
| 5.2.2 Зуборезные долбяки
|
|
| 5.2.3 Зуборезный инструмент работающий по «Нулевому методу» обката
|
|
| 6 Система обозначения режущего инструмента по ISO
|
|
| 6.1 Обозначение резцов для наружной обработки
|
|
| 6.2 Обозначение фрез по ISO
|
|
| 7 Система обозначение сменных многогранных пластин по ISO
|
|
| 7.1 Обозначение токарных пластин
|
|
| 7.2 Обозначение фрезерных пластин
|
|
| 8 Износостойкое покрытие
|
|
| 9 Вспомогательная инструментальная оснастка
|
|
| 9.1 Вспомогательная инструментальная оснастка для токарных станков с ЧПУ
|
|
| 9.1.1 Блоки для крепления не вращающегося инструмента
|
|
| 9.1.2 Блоки для крепления вращающегося инструмента
|
|
| 9.2 Вспомогательная инструментальная оснастка для фрезерных станков с ЧПУ и обрабатывающих центров
|
|
| 9.2.1 Патроны для торцовых и насадных фрез
|
|
| 9.2.2 Цанговые патроны
|
|
| 9.2.3 Патроны Weldon
|
|
| 9.2.4 Термозажимной патрон
|
|
| 9.2.4 Гидрозажимной патрон
|
|
| 9.2.5 Резьбонарезной патрон
|
|
| 10 Содержание курсовой работы
|
|
| 11 Пример выбора режущего инструмента
|
|
| 12 Библиографический список
|
|
| Бланк задания
|
|
|
|
|
|
|
|
Цель работы
1. Выбор номенклатуры режущего инструмента и вспомогательной инструментальной оснастки для обработки детали.
2. Ознакомление с современными конструкциями режущего инструмента.
3. Ознакомление с мировыми производителями режущего инструмента.
Общие сведения
Современные машиностроительные предприятия оснащаются станками с числовым программным управлением. Поэтому все технологические процессы проводят универсальным стандартным режущим инструментом.
Следовательно, задачей технолога является выбор резцов, фрез, резьбообразующего инструмента, инструмента для обработки отверстий, зуборезного инструмента - из стандартно выпускаемой номенклатуры фирм производителей.
Основными производителями режущего инструмента и вспомогательной инструментальной оснастки являются следующие производители: SANDVIC COROMANT, MITSUBISHI, ISCAR, SECO, KENNAMETAL. SUMITOMO, WIDIA, WALTER/ и т. д.
Резцы
Для обработки наружных и внутренних поверхностей тел вращения используются резцы со сменными многогранными пластинами (СМП) из твердого сплава с механическим креплением пластин.
Наибольшее распространение получили следующие конструкции резцов.
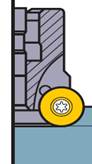
Резцы отрезные и канавочные
Для обработки прямых и кольцевых канавок, а так же отрезки заготовок используют конструкции резцов, представленные на рисунке 6.



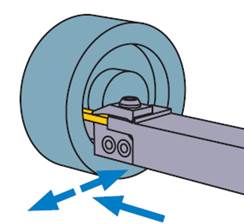



Рисунок 6 – Резцы отрезные и канавочные
Резцы резьбовые
Нарезание резьбы осуществляют резцами с верхним и торцовым креплением пластины (рисунок 7).


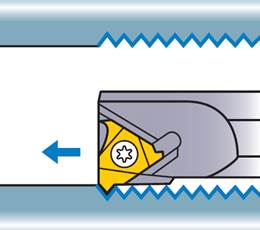
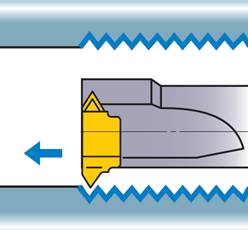



Рисунок 7 – Резцы резьбовые
Фрезы
Фрезы торцовые
Производится большое количество конструкций торцовых фрез, показанных на рисунке 8. Изготавливают только со сменными многогранными пластинами, закрепляемые винтом, прихватом или клином.
Рисунок 8 – Типовые конструкции торцовых фрез
Для обработки плоскостей используют фрезы в основном с углом φ=45º, а также обработка плоскостей и уступов ведется инструментом с углом φ=90º. Фрезы с углом φ=90º имеют большие технологические возможности.
На рисунке 9 показаны наиболее распространенные конструкции торцовых фрез.

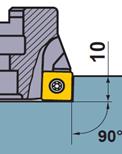

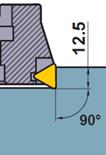

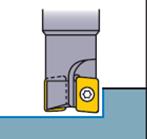






Рисунок 9 – Торцовые фрезы с углом φ=90º
Фрезы концевые
Предназначены для обработки плоскостей, пазов, уступов, карманов, желобов, фасок наклонных поверхностей, сложных пространственных фигур, фрезерования резьб, расфрезеровывания. Выпускают из быстрорежущих инструментальных сталей и твердого сплава, цельными и сборными с СМП.
Фрезы с СМП следует применять для черновой обработки, а цельные для чистовой, особенно при длинной режущей кромке. Разновидности конструкций концевых фрез представлены на рисунках 10, 11, 12 и 13.

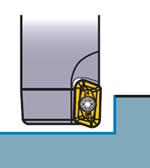

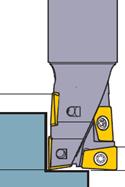







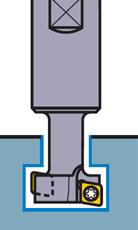
Рисунок 10 – Концевые фрезы с СМП






Рисунок 11 – Концевые фрезы для мелкоразмерной обработки







Рисунок 12 – Концевые фрезы для обработки фасонных поверхностей







Рисунок 13 – Концевые фрезы общего назначения
Фрезы дисковые
Дисковые фрезы предназначены для обработки пазов и уступов, угловых поверхностей. Уступы можно обработать только дисковыми трехсторонними фрезами. Изготавливают цельными и с СМП. Используют как одиночные так и комплектом (рисунок 14).








Рисунок 14 – Фрезы дисковые
Концевые резьбовые фрезы
Для обработки наружных и внутренних резьб используют резьбовые фрезы – цельные и с СМП (рисунок 15).






Рисунок 15 - Типовые конструкции резьбовых фрез
Сверла
Для чернового сверления и рассверливания отверстий использую различные конструкции сверл.
Для сверления центровых отверстий применяют центровочные сверла, показанные на рисунке 16.



Рисунок 16 – Сверла центровочные
Для сверления отверстий диаметром от 0,1 мм и до 50мм применяют спиральные сверла типовых конструкций (рисунок 17).




Рисунок 17 – Спиральные сверла
Для сверления кольцевых отверстий используют кольцевые сверла. Типовая конструкция кольцевого сверла показана на рисунке 18.

Рисунок 18 – Кольцевое сверло
Сверление отверстий на станках с ЧПУ осуществляют сверлами с вставными твердосплавными пластинами и сверлами со сменными многогранными пластинами (СМП), показанные на рисунке 19.



Рисунок 19 – Сверла с СМП
Для сверления глубоких отверстий применяют ружейные сверла (рисунок 20).


Рисунок 20 – Сверла ружейные
Зенкеры
Для получистовой обработки отверстий, рассверливания отверстий и обработки фасок применяют зенкеры (рисунок 21). Их изготавливают цельные и сборные из быстрорежущей стали, с напайными пластинами твердого сплава и СМП.



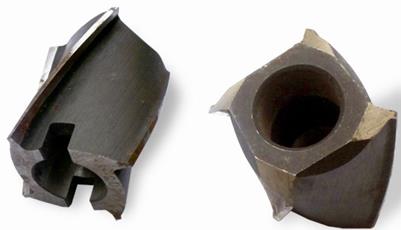
Рисунок 21 - Зенкеры
Развертки
Для чистовой обработки отверстий используют ручные и машинные развертки, типовые конструкции которых показаны на рисунках 22-25.


Рисунок 22- Развертки цельные


Рисунок 23 – Развертки насадные

Рисунок 24 – Развертка однозубая

Рисунок 25 – Комплект конических разверток
Для высокопроизводительной обработки отверстий применяют комбинированный инструмент (рисунок 26).


Рисунок 26 – Комбинированный инструмент
Резьбообразующий инструмент
Для нарезания резьб в отверстиях использую резьбонарезные метчики, конструкции которых показаны на рисунка 32, 33 и 34.


Рисунок 32 - Метчики машинно-ручные

Рисунок 33 – Метчик машинный

Рисунок 34 - Метчик конический
Дисковые модульные фрезы
Дисковые модульные фрезы обрабатывают зубчатые колеса 9-12 степеней точности. Конструкции фрез показаны на рисунке 35.





Рисунок 35 – Дисковые модульные фрезы
Пальцевые модульные фрезы
Применяют для обработки зубчатых колес большого модуля от 20 мм и более (рисунок 36).


Рисунок 36 - Пальцевые модульные фрезы
Червячные фрезы
Для обработки цилиндрических, косозубых, червячных зубчатых колес, шлицевых валов и «открытых» периодических профилей применяют червячные фрезы (рисунки 37-38).



Рисунок 37 – Червячные фрезы

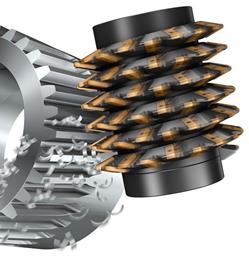


Рисунок 38 – Червячные фрезы с СМП
Зуборезные долбяки
Для нарезания блоков зубчатых колес, шевронных зубчатых колес и точения червяков используют зуборезные долбяки различных конструкций (рисунки 39-40).



Рисунок 39 – Зуборезные долбяки
Обозначение фрез по ISO
Обозначение фрез осуществляется по двум стандартам ISO, полностью соответствующих ГОСТ.
1. Система обозначения по ISO насадных фрез (торцовых, дисковых) осуществляется по ГОСТ 28430-90, (ИСО 7406-86).
2. Система обозначения по ISO концевых фрез принята по национальному стандарту ГОСТ Р 53936-2010, (ИСО 11529-1:2005).
Износостойкое покрытие
Все типы режущих инструментов из быстрорежущей стали и твердого сплава покрывают износостойким покрытием. В зависимости от обрабатываемого материала и условий обработки могут использоваться следующие разновидности покрытий, базирующиеся на использовании слоев:
- нитрида титана TiN – практически полная инертность к адгезии и высокое сопротивление лункообразованию. Это единственное покрытие, применяемое для быстрорежущих инструментальных сталей;
- карбида титана TiC – высокая износостойкость и сцепляемость с основой (не используется для обработки цветных металлов и сплавов);
- карбонитрид титана TiCN – сочетает преимущества TiN и TiC;
- керамическое покрытие AI2O3 – повышает теплостойкость.
Покрытие выполняется многослойным с различным содержанием TiC, TiN, от чистого TiC снизу, до чистого TiN в верхнем слое. В промежуточных слоях содержится TiCN и (или) AI2O3.
Цанговые патроны
Для крепления режущего инструмента с гладким цилиндрическим хвостовиком диаметром до 20 мм применяют цанговые патроны (рисунки 51-52).
Основной рабочий элемент цангового патрона – это цанга с несколькими осевыми прорезями, которые разделяют ее на лепестки, число которых, зависимо от диаметра заготовок (рисунок 50).

Рисунок 50 - Зажимная цанга


Рисунок 51 – Цанговые патроны




Рисунок 52 – Цанговые патроны удлиненные
Для крепления осевого инструмента с цилиндрическим хвостовиком диаметром более 20 мм применяют силовые цанговые патроны с повышенным зажимным усилием (рисунок 53).


Рисунок 53 – Силовые цанговые патроны
Патроны Weldon
Применяются для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надежно фиксируя инструмент (рисунок 54).
Достоинства: большая, по сравнению с цанговым патроном, жесткость, простота изготовления.
Рисунок 54 – Weldon патроны
Помимо Weldon патрона применяют патроны whistle notch. Он сходен с Weldon, имеет все описанные достоинства последнего. Единственное отличие: лыска на инструменте и зажимной винт выполняются под углом, таким образом, винт не только прижимает инструмент к стенке патрона, но и затягивает его внутрь. Несмотря на некоторые преимущества, в России применяется редко.
Термозажимной патрон
Термопатрон применяется для тех же целей, что и цанговый патрон. Отличие заключается в принципе зажима инструмента. В термопатроне для этого применяется горячая посадка. Патрон разогревается в специальном устройстве, и его отверстие увеличивается за счет термического расширения. Затем в него вставляется инструмент, и патрон охлаждают (на воздухе либо в специальном устройстве) (рисунок 55).
Разжим происходит аналогично.
Достоинство термопатрона - в высоком усилии зажима, которого невозможно достичь в цанговом и тем более сверлильном патроне. Применение такого патрона позволяет снизить вибрацию и существенно повысить стойкость инструмента.
Недостатки: для инструмента разных диаметров нужны разные патроны; постоянные циклы нагрева и охлаждения приводят к сильному износу патрона, устройства нагрева и охлаждения; также термопатроны дороги (и оттого мало распространены в России).



Рисунок 55 – Термопатроны
Гидрозажимной патрон
Гидропатрон - технология, альтернативная термопатрону. В гидропатроне зажим инструмента осуществляется за счет давления жидкости. Для зажима/разжима патрона достаточно повернуть винт в боковой поверхности. Инструмент может зажиматься как непосредственно в патрон, так и через переходную карандашную цангу (что позволяет использовать один патрон для большой номенклатуры инструмента). При этом усилие зажима намного выше, чем в цанговом патроне, а жидкость внутри одновременно способствует гашению вибраций. Внешний вид гидропатрона показан на рисунке 56.
Гидропатрон стоит существенно дороже цангового, но не требует специального устройства, как термопатрон, и более универсален.
Недостатками (по сравнению с термопатроном) являются: невысокое усилие зажима, невозможность использования с инструментом, имеющим weldon- и whistle notch-хвостовики, опасность поломки при зажиме вхолостую по ошибке.
В новых, усиленных моделях гидропатронов эти недостатки устранены. Однако гидропатроны по-прежнему не предусматривают возможности использования с балансировочной машиной. Кроме того, их нельзя использовать при высокоскоростной обработке без охлаждающей жидкости, так как жидкость внутри патрона может закипеть.

Рисунок 56 - Гидропатроны
Резьбонарезной патрон
Патроны резьбонарезные с головками предохранительными предназначены для нарезания различных типов резьб метчиками. Применяются на сверлильных, фрезерных, токарных станках и станках типа обрабатывающий центр. Резьбонарезные патроны имеют механизмы осевой компесации, позволяющие компенсировать разность между подачей станка и шагом метчика, предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика (рисунок 57).
Головка имеет встроенную предохранительную шариковую муфту с механизмом регулировки передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет предохранить метчики от поломки (при увеличении момента метчик останавливается). Это наиболее целесообразно и незаменимо при нарезании резьб в глухих отверстиях, труднообрабатываемых материалах, при нарезании резьб с мелким шагом. Головка имеет механизм быстрой смены метчика с надежной фиксацией в течении нескольких секунд.



Рисунок 57 – Резьбонарезной патрон
Содержание курсовой работы
Задание на курсовую работу: выбрать для обработки детали режущий инструмент и вспомогательную инструментальную оснастку.
1. Исходные данные: Чертеж детали, полученной на технологической практике (чертеж вкладывается в пояснительную записку после листа задания).
Пояснительная записка
Для каждого режущего инструмента необходимо:
2.1 Обосновать выбор материала режущей части инструментов и режимов резания.
2.2 Описать износостойкое покрытие режущей части.
2.3 Назначение оптимальных геометрических параметров режущей части.
2.4 Описать конструктивное исполнение режущей части (монолитное или с СМП).
2.5 Для фрез и резцов - обозначение инструмента по ISO (и СМП при наличии) с расшифровкой по каждому пункту. Для остальной номенклатуры инструмента привести обозначение производителя так же с расшифровкой.
2.6 Описание конструкции режущего инструмента с фотографией (3D моделью).
2.7 Фотография (3D модель) и описание вспомогательной инструментальной оснастки.
2.8 Фотография (3D модель) вспомогательной инструментальной оснастки с инструментом.
Графическая часть
3.1 Выполнить чертежи всех режущих инструментов с габаритными размерами. Размеры однотипных по конструкции инструментов свести в таблицу (сверла, монолитные концевые фрезы, метчики и т.д.).
3.2 Показать фотографии (3D модель) всего наименования вспомогательной инструментальной оснастки.
Пример выбора режущего инструмента
1. Исходные данные: чертеж детали с технологической практики.
На рисунке 58 представлен фрагмент детали с размерами поверхностей, обрабатываемыми одним инструментом



|
Материал детали сплав Д16.
|

|
Рисунок 58 – Обрабатываемые поверхности
Библиографический список
1. ГОСТ 28430-90. (ИСО 7406-86). Фрезы насадные со сменными режущими пластинами. Введ. 01.01.1991, М.: - Стандартинформ, 2005, - 7 с.
2. ГОСТ Р 53936-2010, (ИСО 11529-1:2005). Фрезы концевые цельные и с режущими пластинами. Введ. 12.11.2010, М.: - Стандартинформ, 2011, - 12 с.
3. Каталог металлорежущего инструмента и вспомогательной инструментальной оснастки. Режим доступа: http://www.iscar.com.
4. Каталог металлорежущего инструмента и вспомогательной инструментальной оснастки. Режим доступа: http://www.sandvik.coromant.com.
5. Каталог металлорежущего инструмента и вспомогательной инструментальной оснастки. Режим доступа: http://www.mitsubishicarbide.com.
Бланк задания
Кафедра механико-технологических дисциплин
ЗАДАНИЕ НА ВЫПОЛНЕНИЕ КУРСОВОЙ РАБОТЫ
по дисциплине «Режущий инструмент»
«Выбрать для обработки детали режущий инструмент
и вспомогательную инструментальную оснастку»
Исходные данные: чертеж детали _____________________________________
Содержание пояснительной записки:
1. Обоснование выбора материала режущей части инструментов и режимов резания.
2. Износостойкое покрытие режущей части.
3. Назначение оптимальных геометрических параметров режущей части.
4. Конструктивное исполнение режущей части (монолитное или с СМП).
5. Обозначение инструмента по ISO (и СМП при наличии).
6. Описание конструкции режущего инструмента с фотографией (3D моделью) общего вида инструмента.
7. Фотография (3D модель) и описание вспомогательной инструментальной оснастки.
8. Фотография (3D модель) вспомогательной инструментальной оснастки с инструментом.
Содержание графической части курсовой работы
1. Фотография (3D модель) инструмента с вспомогательной инструментальной оснасткой.
Студент ___________________________________________________________
Ф.И.О. подпись
Группа ___________________________
Руководитель курсовой работы ________________________________
Ф.И.О. подпись
Дата выдачи задания ___________________________
Срок защиты работы ___________________________
Учебное издание
Грибов Николай Владимирович
РЕЖУЩИЙ ИНСТПУМЕНТ
Методические указания по выполнению курсовой работы
Авторская редакция
Подписано в печать _________. Тираж 50 экз.
Рязанский институт (филиал) Университета машиностроения
390000, г. Рязань, ул. Право-Лыбедская, 26/53
РЕЖУЩИЙ ИНСТРУМЕНТ
Методические указания по выполнению курсовой работы
Рязань
УДК 621.9
ББК 34.63-5
Г82
Грибов, Н.В.
Г82 Режущий инструмент: методические указания / Н.В. Грибов. – Рязань:
Рязанский институт (филиал) Московского политехнического
университета, 2016.– 56 с.
Методические указания предназначены для выполнению курсовой работы по дисциплине «Режущий инструмент» направления 15.03.05 – «Конструкторско-технологическое обеспечение машиностроительных производств», профиля подготовки «Технология машиностроения» студентами всех форм обучения.
В методических указаниях представлен краткий теоретический материал, рекомендации по выбору инструмента и пример оформления для одного из инструментов из курсовой работы.
УДК 621.9
ББК 34.63-5
© Н.В. Грибов, 2016
© Рязанский институт (филиал)
Университета машиностроения, 2016
Содержание
| Цель работы
|
|
| Общие сведения
|
|
| 1 Резцы
|
|
| 1.1 Резцы для наружной обработки
|
|
| 1.2 Резцы для внутренней обработки
|
|
| 1.3 Резцы отрезные и канавочны
|
|
| 1.4 Резцы резьбовые
|
|
| 2 Фрезы
|
|
| 2.1 Фрезы торцовые
|
|
| 2.2 Фрезы концевые
|
|
| 2.3 Фрезы дисковые
|
|
| 2.4 Концевые резьбовые фрезы
|
|
| 3 Инструмент для обработки отверстий
|
|
| 3.1 Сверла
|
|
| 3.2 Зенкеры
|
|
| 3.3 Развертки
|
|
| 3.4 Инструмент для расточки отверстий
|
|
| 4 Резьбообразующий инструмент
|
|
| 5 Инструмент для обработки зубчатых колес
|
|
| 5.1 Инструмент, работающий по методу копирования
|
|
| 5.1.1 Дисковые модульные фрезы
|
|
| 5.1.2 Пальцевые модульные фрезы
|
|
| 5.2 Инструмент работающий по методу обката
|
|
| 5.2.1 Червячные фрезы
|
|
| 5.2.2 Зуборезные долбяки
|
|
| 5.2.3 Зуборезный инструмент работающий по «Нулевому методу» обката
|
|
| 6 Система обозначения режущего инструмента по ISO
|
|
| 6.1 Обозначение резцов для наружной обработки
|
|
| 6.2 Обозначение фрез по ISO
|
|
| 7 Система обозначение сменных многогранных пластин по ISO
|
|
| 7.1 Обозначение токарных пластин
|
|
| 7.2 Обозначение фрезерных пластин
|
|
| 8 Износостойкое покрытие
|
|
| 9 Вспомогательная инструментальная оснастка
|
|
| 9.1 Вспомогательная инструментальная оснастка для токарных станков с ЧПУ
|
|
| 9.1.1 Блоки для крепления не вращающегося инструмента
|
|
| 9.1.2 Блоки для крепления вращающегося инструмента
|
|
| 9.2 Вспомогательная инструментальная оснастка для фрезерных станков с ЧПУ и обрабатывающих центров
|
|
| 9.2.1 Патроны для торцовых и насадных фрез
|
|
| 9.2.2 Цанговые патроны
|
|
| 9.2.3 Патроны Weldon
|
|
| 9.2.4 Термозажимной патрон
|
|
| 9.2.4 Гидрозажимной патрон
|
|
| 9.2.5 Резьбонарезной патрон
|
|
| 10 Содержание курсовой работы
|
|
| 11 Пример выбора режущего инструмента
|
|
| 12 Библиографический список
|
|
| Бланк задания
|
|
|
|
|
|
|
|
Цель работы
1. Выбор номенклатуры режущего инструмента и вспомогательной инструментальной оснастки для обработки детали.
2. Ознакомление с современными конструкциями режущего инструмента.
3. Ознакомление с мировыми производителями режущего инструмента.
Общие сведения
Современные машиностроительные предприятия оснащаются станками с числовым программным управлением. Поэтому все технологические процессы проводят универсальным стандартным режущим инструментом.
Следовательно, задачей технолога является выбор резцов, фрез, резьбообразующего инструмента, инструмента для обработки отверстий, зуборезного инструмента - из стандартно выпускаемой номенклатуры фирм производителей.
Основными производителями режущего инструмента и вспомогательной инструментальной оснастки являются следующие производители: SANDVIC COROMANT, MITSUBISHI, ISCAR, SECO, KENNAMETAL. SUMITOMO, WIDIA, WALTER/ и т. д.
Резцы
Для обработки наружных и внутренних поверхностей тел вращения используются резцы со сменными многогранными пластинами (СМП) из твердого сплава с механическим креплением пластин.
Наибольшее распространение получили следующие конструкции резцов.
Резцы для наружной обработки
1. Наибольшее распространение для точения наружных поверхностей в «упор» и подрезание торца получил инструмент с главным углом в плане φ=95° и пластиной ромбовидной формы с углом при вершине 80º (рисунок 1).


Рисунок 1 – Резец с углом φ=95°
Помимо главного угла в плане φ=95° и ромбовидной пластины, используют резцы с углом φ=91° и треугольной пластиной (рисунок 2).


Рисунок 2 – Резец с углом φ=91°
2. Для черновой и тяжелой обработки наружных поверхностей применяют резцы с главным углом в плане φ=45°. Такие резцы работают только на проход, что уменьшает технологические возможности (рисунок 3).


Рисунок 3 – Резец с углом φ=45°<