КРАСНОКАМСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
ДОПУСТИТЬ К ЗАЩИТЕ
Зав. ОПССЗ КГАПОУ «КПТ»
______________ О.М. Ткачева
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
Тема: Электрооборудование арматурного цеха №1
ОАО Краснокамский Завод ЖБК»
Форма выполнения: дипломный проект
Основная профессиональная образовательная программа
специальности 13.02.11 «Техническая эксплуатация и обслуживание электрического и электромеханического оборудования (по отраслям)».
Группа МЭ-41, очная форма обучения
Обучающийся Трушников Д.В.
Руководитель ВКР Кононова С.А.
Консультант экономической части Матова Л.Б.
Нормоконтроль Добкевич Т.Г.
Краснокамск,2017
Министерство образования и науки Пермского края
КРАЕВОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
КРАСНОКАМСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
Согласовано: Утверждаю:
_____________________________ зав. отделением ПССЗ
_____________________________ ____________ О.М. Ткачева
_____________________________ «____» _________ 2017 г.
_____________________________
ФИО, должность, место работы
работодателя
ЗАДАНИЕ
На выпускную квалификационную работу (дипломный проект)
Основная профессиональная образовательная программа специальности 13.02.11
«Техническая эксплуатация и обслуживание электрического и электромеханического оборудования (по отраслям)»
Студент Трушников Дмитрий Викторович
Тема ВКР Электрооборудование арматурного цеха №1
ОАО Краснокамский завод ЖБК»
Срок сдачи студентом законченной ВКР «_____» Июня 2017г.
Исходные данные план цеха, схема снабжения, перечень электрооборудования.
Структура ВКР (перечень подлежащих разработке вопросов)
| Введение
1 Вводная часть
|
|
| 1.1 Краткое описание технологического процесса
| |
| 2 Расчётная часть
| |
| 2.1Технические условия для проектирования
| |
| 2.2 Выбор рода тока и напряжения цеховой сети
| |
| 2.3 Выбор схемы цеховой сети
| |
| 2.4 Расчет мощности и выбор электродвигателя
| |
| 2.5 Выбор аппаратов управления и защиты низкого напряжения
| |
| 2.6 Выбор кабелей низкого напряжения
| |
| 2.7 Расчет и выбор элементов схемы
| |
| 2.8 Светотехнический расчет осветительной установки
| |
| 2.9 Расчет осветительной сети
| |
| 2.10 Выбор типа распределительных пунктов
| |
| 2.11 Проверка сети по потере напряжения
| |
| 2.12 Расчет мощности цеха
| |
| 2.13 Компенсация реактивной мощности
| |
| 2.14 Выбор числа и мощности цеховых трансформаторов
| |
| 2.15 Выбор оборудования цеховой подстанции
| |
| 2.16 Расчет и выбор высоковольтных кабелей
2.17 Расчет токов короткого замыкания
2.18 Проверка токоведущих частей на действие токов короткого замыкания
2.19 Выбор аппаратов высокого напряжения
2.20 Расчет заземления
| |
3.ЭКОНОНОМИЧЕСКАЯ ЧАСТЬ
4. ГРАФИЧЕСКАЯ ЧАСТЬ
Лист 1 План размещения электрооборудования цеха.
Лист 2 Принципиальная электрическая схема электроснабжения.
Лист 3 Схема осветительной сети
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
| Содержание
Введение……………………………………………………………….......4
|
|
| 1.Вводная часть…………………………………………………………….5
|
|
| 1.2 Краткое описание технологического процесса……………………..6
|
|
| 2 Расчётная часть
|
|
| 2.1 Технические условия для проектирования………………………….9
|
|
| 2.2 Выбор рода тока и напряжения цеховой сети……………………...10
|
|
| 2.3 Выбор схемы цеховой сети…………………………………….........11
|
|
| 2.4 Расчет мощности и выбор электродвигателя……………………….12
|
|
| 2.5 Выбор аппаратов управления и защиты низкого напряжения…….13
|
|
| 2.6 Выбор кабелей низкого напряжения…………………………….....16
|
|
| 2.7 Расчет и выбор элементов схемы………………………………….....18
|
|
| 2.8 Светотехнический расчет осветительной установки…………….....23
|
|
| 2.9 Расчет осветительной сети……………………………………………25
|
|
| 2.10 Выбор типа распределительных пунктов………………………......27
|
|
| 2.11 Проверка сети по потере напряжения……………………………....30
|
|
| 2.12 Расчет мощности цеха………………………………………………..31
|
|
| 2.13 Компенсация реактивной мощности………………………………..32
|
|
| 2.14 Выбор числа и мощности цеховых трансформаторов…………….34
|
|
| 2.15 Выбор оборудования цеховой подстанции………………………....35
|
|
| 2.16 Расчет и выбор высоковольтных кабелей………………………….36
2.17 Расчет токов короткого замыкания………………………………...37
2.18 Проверка токоведущих частей на действие токов короткого замыкания…………………………………………………………………..40
2.19 Выбор аппаратов высокого напряжения…………………………....43
2.20 Расчет заземления……………………………………………………45
|
|
3.ЭКОНОНОМИЧЕСКАЯ ЧАСТЬ……………………………………….46
4.ЗАКЛЮЧЕНИЕ…………………………………………………………..61
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ……………………...62
| ДП.17.13.02.11.ЭО.22.ВЧ.00.ПЗ
|
| Электрооборудование
арматурного цеха №1
ОАО Краснокамский завод ЖБК
|
Вводная часть
Введение
| ДП.17.13.02.11.ЭО.22.ВЧ.00.ПЗ
|
Краснокамский завод ЖБК – одно из важнейших предприятий города. Он начал свою работу не так давно, по сравнению с другими заводами Пермской области (с 1959 года), но имеет репутацию надежно работающего и перспективного производителя в отрасли строительства.
Основные отрасли производства, куда активно осуществляются поставки продукции Краснокамского завода ЖБК – это промышленное и каркасное строительство.
Для того, чтобы это реализовать, разрабатываются комплексные электротехнические системы, которые включают в себя шкафы управлениями станками, многофункциональные щиты распределения автоматики и питания. Шкафы, куда входит дополнительное оборудование, могут иметь возможность осуществлять одновременно несколько видов управления. Главная задача применения систем автоматизации заключается в том, чтобы свести к минимуму расходы в процессе работы, тем самым сократив расходы. Нет никаких сомнений в том, что автоматизированное управление гораздо эффективнее, нежели ручное. Осуществить автоматическую работу оборудования поможет внедрение системы автоматизации.
Поддержание качества на постоянно высоком уровне, расширение ассортимента и комплексный подход к разработке объектов – те качества, которые способствуют привлечению к сотрудничеству большое количество партнеров и покупателей не только из Пермского края, но всего Уральского региона.
Цели дипломного проекта:
- систематизация и закрепление полученных теоретических знаний и практических умений по обще профессиональным и специальным дисциплинам;
- углубление теоретических знаний в соответствии с заданной темой;
- формирование умения применять теоретические знания при решении поставленных вопросов;
- формирование умений использовать справочную, нормативную документацию;
- развитие творческой инициативы, самостоятельности, ответственности и организованности;
- подготовка к итоговой государственной аттестации.
| ДП.17.130211.ЭС.22.ВЧ.00.ПЗ
|
1.2 Технологический процесс
Технологические операции по изготовлению арматуры состоят из приемки и транспортирования арматурной стали, правки, чистки, резки, гибки стержней, сварки сеток и каркасов, сборки пространственных каркасов и транспортирования готовых изделий на склад. Арматурную сталь со склада металла подают в цех на самоходных тележках, а затем мостовым краном доставляют к соответствующим участкам, оснащенным специальным оборудованием для переработки. На этих участках производят правку стержней, резку, сварку и т. п. Оборудование компонуют таким образом, чтобы можно было обеспечить поточность производства. В арматурных цехах, как правило, функционируют две технологические линии: изготовления арматуры из стали, поставляемой в бухтах, и из прутковой стали. Для хранения заготовок предусматривают специальные стеллажи. Готовую продукцию в виде плоских или пространственных каркасов складируют в специально отведенных местах.
Переработка арматурной стали включает в себя операции размотки, правки, чистки, отмеривания и резки, которые осуществляют на автоматических правильно-отрезных станках.
Правка и резка. В качестве правильных механизмов используют барабаны, состоящие из системы свободно посаженных роликов. Подающие ролики транспортируют выправленную арматурную сталь к ножам. Заданный размер стержней отмеривают на специальном стенде с концевыми выключателями 6 или мерительными роликами.
Работают станки следующим образом. Проволока, помещенная на вертушке, протягивается через правильный барабан и с помощью вращающихся роликов подается к отрезным ножам. Точность длины арматурных стержней должна соответствовать следующим требованиям: отклонение от прямолинейности стержня на 1 м длины не должно превышать 3 мм для стержней диаметром до 10 мм и 6 мм — для стержней диаметром более 10 мм. Установка СМЖ-128А для правки и резки арматурной стали из мотков позволяет точно отмеривать стержни и править сталь диаметром 6…8 мм гладкого и 4…10 мм периодического профиля. Четыре скорости подачи позволяют править арматуру гладкую и периодического профиля.
Правильно-отрезной автомат СМЖ-128А правит круглую сталь диаметром 3…6,3 мм и режет ее на стержни длиной 1 …6 м. Станки поставляют с приемно-сбрасывающим устройством, которое позволяет отрезать стержни большей длины — до 9 м, а также отрезать короткие прутки длиной 100… …1000 мм
Правильно-отрезной станок ГД-152 правит и режет круглую арматурную сталь диаметром 6… 16 мм и периодического профиля диаметром 6…12 мм. На многороликовом правильном устройстве СМЖ-128Б заготовляют короткие стержни диаметром 3…8 мм. Рабочее место по заготовке стержней оборудуют мостовым краном грузоподъемностью 1,5 т и системой предохранительных устройств, обеспечивающих безопасное обслуживание станков.
Перед пуском станков в работу устанавливают бухту на размоточное устройство и заправляют ее конец в станок. При заправке конец арматуры длиной 1… 1,5 м выпрямляют вручную, протаскивая через правильный барабан. Отрезав несколько стержней, станок останавливают и проверяют качество правки и точность отмеривания. Станок снабжен системой автоматического отключения, которая срабатывает после израсходования всей бухты арматурной стали, и системой отсасывающей вентиляции, которая удаляет металлическую пыль и окалину, образующиеся при правке арматуры.
Стержневая арматурная сталь поступает с металлургических предприятий в прутках длиной 6…12 м. В соответствии со спецификацией арматуру железобетонных конструкций приходится разрезать на более короткие стержни, которые должны быть прямыми, без заусенцев и загибов по концам. Выполняют это на станках с механическим и гидравлическим приводом (СМЖ-128А), которые предназначены для резки арматурной стали класса A-I диаметром до 40 мм и класса A-III диаметром до 25 мм. Арматурные сетки и плоские каркасы изготовляют контактной точечной сваркой, что позволяет механизировать и автоматизировать процессы, а также упростить изготовление пространственных каркасов путем их сборки из плоских сварных сеток. Легкие рулонные и плоские сетки шириной до 3800 мм из арматуры диаметром 3…10 мм изготовляют на многоэлектродной сварочной машине МТМ-160. Для контактной точечной электросварки арматурных сеток шириной до 1450 мм из арматурных стержней диаметром 12… …40 мм применяется машина МТМ-35.
Многоэлектродная машина МТМ-166 состоит из станины с поперечными 10, 13 балками и с установленными на ней механизмами, пультом управления и электрошкафом.
Со станиной соединена верхняя подвижная балка, на которой закреплены подпружиненные верхние электрододержатели с электродами и сборная медная шина. Ниже на станине расположены медные токопроводящие шины, нижние контактные части с электродами, сварочные трансформаторы. Сбоку к станине крепятся подающее и приемное устройство для поперечной арматуры, ножницы 6 для ее отрезки, правильное устройство. Для фиксации поперечных прутков между электродами используются крючки, каретка с цанговыми зажимами, а для крепления продольной арматуры с помощью пневмоцилиндров, осуществляются прижим продольных и поперечных прутков и перемещение подвижных электродов. Устройство включает также синхронизирующий вал с зубчато-реечными передачами, систему охлаждения, пневматические и электрические системы.
Работает многоэлектродная сварочная машина следующим образом. Прутки арматурной стали сматываются с бухт и поступают в правильное устройство, затем направляются в подающие ролики, отмеренные стержни отрезаются механизмом и поступают в приемное устройство поперечной арматуры, фиксируются с помощью крючков.
Синхронизирующий вал с зубчато-реечной передачей обеспечивает перемещение свариваемой сетки на определенный шаг. Кроме того, в машине установлена система охлаждения.
| ДП.17.130211.ЭС.22.ВЧ.00.ПЗ
|
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
| Электрооборудование
арматурного цеха №1
ОАО Краснокамский Завод ЖБК
|
2 Расчётная часть
2.1 Технические условия на проектировани
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
Категория надежности потребителей 2
Количество рабочих смен – 2
Грунт в районе здания – суглинок Т=+15°С
В=60%
Т=+25°С
Условия среды: нормальная.
Перечень электрооборудования в таблице 1
| Поз.
| Наименование механизмов
| Кол.
| Рн; кВт
| n,
об/мин
|
| 1-2
| Вентилятор
|
| 18,5
|
|
| 3-10
| Вентилятор
|
| 7,5
|
|
| 11-16
| Вентилятор
|
| 2,2
|
|
| 17-19
| Станок для правки и резки арматурной стали
|
| 18,5
|
|
|
| Станок для правки и резки арматурной стали
|
| 40,5
|
|
| 21-25
| Машина для сварки каркасов
|
|
|
|
|
| Станок для навивки спиралей
|
| 7,5
|
|
|
| Ножницы для резки арматурной стали
|
| 2,2
|
|
| 28-30
| Ножницы для резки арматурной стали
|
|
|
|
| 31-36
| Сварочный аппарат
|
|
|
|
| 37-38
| Сверлильный станок
|
| 2,2
|
|
| 39-40
| Машина высадки анкерных головок
|
|
|
|
| 41-42
| Станок для гибки арматурной стали
|
|
|
|
|
| Станок для гибки арматурной стали
|
|
|
|
| 44-45
| Машина для стыковой сварки
|
|
|
|
|
| Самоходная телега
|
|
|
|
|
| Свар. Станок для сварки под флюсом
|
|
|
|
| 48-49
| Гильотина
|
|
|
|
|
| Мостовой кран
|
|
|
|
|
| Машина многоточечная контактной сварки
|
|
|
|
| 52-54
| Одноточечная сварочная машина
|
|
|
|
Таблица 1- Перечень электрооборудования
Выбор схемы цеховой сети
Потребители арматурного цеха относится ко 2 категории надежности электроснабжения потребителей. Выбираем для питания цеха радиальную схему Рис2. Эта схема состоит из:
РУ – распределительное устройство;
ЗА- 3 фазы, алюминиевый (50х5);
ШРС – шкаф распределительный силовой;
РП – распределительный пункт;
ТМ – трансформатор масляный;
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
ВА – выключатель автоматический;
ОЩ – осветительный щит рабочего освещения.
Достоинства:
-Высокая надежность
-Удобство обслуживания
Недостатки:
-Дорогостоящий монтаж
-Сложный монтаж.
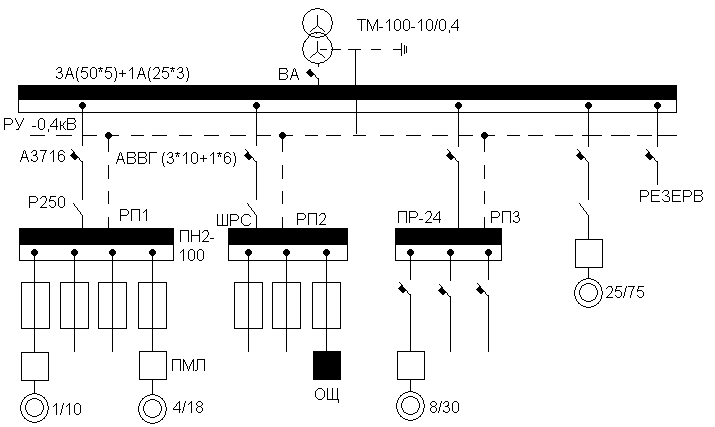 Рис2. Радиальная схема.
Рис2. Радиальная схема.
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
2.5 Выбор аппаратов управления и
Защиты низкого напряжения
Для двигателей выбираем аппараты управления – магнитные пускатели.
Пускатель выбираем по условию:
IН.П. ≥ IН.ДВ.
UН.П. = Uсети
Приводим пример выбора пускателя для пресса.
Определяем номинальный ток двигателя по формуле:
где:  - номинальная мощность двигателя, кВт;
- номинальная мощность двигателя, кВт;
 - номинальное напряжение двигателя, В;
- номинальное напряжение двигателя, В;
 - коэффициент мощности двигателя;
- коэффициент мощности двигателя;
 - К.П.Д двигателя
- К.П.Д двигателя

Пускатель выбираем по условию:
IН.П.≥ Iн UН.П. = Uсети
40А > 37А 380В = 380В
Выбираем пускатель
ПМЛ – 310Х
Пускатель
Магнитный
Серия Л
Величина пускателя Iн = 40А
Наличие реверса и теплового реле
Степень защиты 0
Технические данные заносим в таблицу 2, остальные аппараты управления выбираем аналогично.
Для данного двигателя выбираем тепловое реле серии РТЛ. Тепловое реле выбираем по условию:
IН.РЕЛЕ≥IН.СР.
IН.ДВ ≥1,1∙IН.ДВ.
UН.РЕЛЕ≥UСЕТИ
Приводим пример выбора теплового реле для пресса. Определяем номинальный ток срабатывания реле по формуле:


Тепловое реле выбираем по условию:
IН.Р ≥ 1,1∙IН.ДВ. UН.П. = Uсети
80А > 40,7А 380В = 380В
Выбираем тепловое реле:
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
РТЛ-2055
реле
тепловое
серии Л
номинальный ток (80А)
исполнение по току несрабытвания (30-41А)
Технические данные заносим в таблицу 2, остальные аппараты управления выбираем аналогично.
Приводим пример выбора предохранителя для пресса.
Для данного двигателя для защиты от короткого замыкания выбираем плавкий предохранитель по условию:



Определяем пусковой ток двигателя по формуле:
Определяем ток вставки расцепителя по формуле:

Где:  -коэффициент тяжести пуска принимаем равным – 2,5;
-коэффициент тяжести пуска принимаем равным – 2,5;
Iпус- ток пусковой двигателя;





| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
Выбираем предохранитель марки:
ППН33
предохранитель
плавкий
наполненый
номинальный ток патрона (100-100А)
Технические данные заносим в таблицу 2, остальные аппараты выбираем аналогично.
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
КП.16.140448.ЭС.01.РЧ.01.ПЗ
|
2.6 Выбор кабелей низкого напряжения
Для питания электроприёмников выбираем кабель по предельно допустимому току. Для примера выберем кабель для пресса.
Определяем расчетный ток, А по формуле
где:
Кт−температурный коэффициент, т.к. открытая прокладка кабеля t=25ºС,
Кт=1;
Кп−коэффициент прокладки, т.к. кабели проложены не в земле, коэффициент не учитывается, Кп=1;
Кпв−коэффициент продолжительности включения, режим длительный,
Кпв=1.

Условия прокладки нормальные, следовательно, поправочные коэффициенты будут равны единице, из этого следует, что:

Выбираем кабель[18] по таблице в описании по условию:
Iдоп ≥Iрасч
42А>37А.
Марка кабеля: АВВГнг–LS(4х10)
А−алюминиевые жилы;
В−виниловая оболочка;
В−виниловая изоляция;
Г–голый (без защитного покрова);
нг-LS–из негорючего ПВХ пластиката с низким дымогазовыделением;
4х4–10 жилы сечением 10мм2.
Остальные кабели выбираем аналогично, данные заносим в таблицу 2.
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
2.7 Расчет электрических нагрузок
Расчет производиться по методу коэффициента максимума. Выполняем расчет нагрузки для РП-5, если к нему присоединены 2 сварочных аппарата, 2 стыковой сварки и 1 ножницы для резки арм, стали, 2 вентилятора без-ой линий.
Заносим в таблицу 3 механизмы, подключенные ко всем РП и их данные.
Найдем групповую мощность, кВт по формуле

где:
n–количество двигателей, шт;
Pн–номинальная мощность двигателя, кВт.




Определим суммарную групповую мощность:

Найдем среднюю активную мощность, кВт по формуле
где:
Kи–коэффициент использования выбирается по таблице 1.5.1[8];
åРгр–групповая мощность, кВт.




Определяем среднюю реактивную мощность, кВАр по формуле

где:
Pср–средняя групповая мощность двигателей, кВт;
tgj –тригонометрическая функция коэффициента мощности;




| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
Определяем суммарную активную мощность, кВт:

Определяем суммарную реактивную мощность, кВАр:

Определяем полную среднюю мощность, кВА:

Определяем коэффициент мощности:
Определяем силовой показатель установки:
где:
Pmax–наибольшая номинальная мощность в РП, кВт;
Pmin–наименьшая номинальная мощность в РП, кВт.
Найдем средний коэффициент использования:
Определяем nэф:
nэф–эффективное число электроприемников, одинаковых по мощности и режимам работы, которые за смене потребляют туже максимальную мощность, что и реальные установленные в цехе.
Если m≤ 3, а Kи.ср ≥0,2, то  ;
;
 ;
;
Найдем
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
максимальную активную мощность, кВт установки:

Найдем максимальную реактивную мощность, кВАр установки:

Определяем полную максимальную мощность, кВА:

Найдем ток максимальный, А:

где:
Smax–максимальная полная мощность РП, кВА;
U–номинальное напряжение двигателя, кВ.
Найдем ток пиковый, А:

где:
Iрас–ток максимальный, А;
Ки наиб.дв.–коэффициент использования;
Iнаиб.дв.−ток номинальный у двигателя с наибольшей мощностью, А;
Iпуск.наиб.дв.−ток пусковой у двигателя с наибольшей мощностью, А.



Аналогично рассчитываем нагрузки для других распределительных пунктов и записываем результаты в таблицу 3.
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
2.10 Выбор типа распределительных пунктов
Подключение электроприемников производится к распределительным пунктам. Электроприемники в цехе защищаются плавкими предохранителями и автоматическими выключателями, поэтому выбираем типы РП с плавкими предохранителями или автоматическими выключателями.
Распределительные пункты выбирают по степени защиты, по номинальному току ввода, по количеству отходящих линий, типу защитного аппарата и номинальному току аппаратов для присоединений.
Рассмотрим выбор типа распределительного пункта на примере для РП–5, к которому присоединены электроприемники № 35,36,44,45,
30,1,2
Выписываем Iрас=821А, Iпик= 1043А, из таблицы 3 в таблицу 4.
Выбираем шкаф серии ШРС из [10] по условию:
Iном.шк≥Iрас
280А≥821А
Uн.ш.≥Uн.с.
380В=380В
Распределительный пункт: ШРС–58У3
Ш–шкаф;
Р–распределительный;
С–силовой;
5–степень защиты;
8–номер схемы;
У3–предназначено для установки в закрытых отапливаемых помещениях.
Заносим в таблицу 4 номинальные данные РП:
Номинальный ток шкафа−280А;
Количество отходящих линий−2x60+4x100+2x250
В резерве осталось−0 линий.
Остальные РП выбираем аналогично, данные заносим в таблицу 4.
| КЦБТ.КП.140613.ЭС.18.РЧ.01.ПЗ
|
Для защиты РП выбираем автоматический выключатель из таблицы 2.2 [7] по условию:
Iном.ав≥Iрас
1000А≥821А
Uн.а. ≥Uн.рп,
380В=380В
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
Определяем ток срабатывания максимального расцепителя

I`смр.а =  А
А
I`смр.а≥Iсмр
2000А≥1355А
Марка автоматического выключателя: ВА55-41
ВА−автоматический выключатель;
55−серия;
41−номинальный ток 2000А;
.
Остальные автоматы выбираем аналогично, данные заносим в таблицу 4.
Выбираем кабель из таблицы 1.3.7 [5] по условию:
 ≥
≥ 
235А≥821А
Марка кабеля: АВВГнг-LS 4(3x150+1x95)
А- Алюминиевая токопроводящая жила
В - Изоляция жил из поливинилхлоридного пластиката
В - Оболочка из поливинилхлоридного пластиката
Г - Отсутствие защитных покровов
нг-LS - Изоляция жил и оболочка из поливинилхлоридного пластиката пониженной горючести с пониженным газо- дымовыделением 4(3x150+1x95) жилы сечением 150мм2 и 1 жила сечением 95мм2.
Остальные кабели выбираем аналогично, данные заносим в таблицу 4.
| ДП.17.130211.ЭС.22.РЧ.01.ПЗ
|
2.11 Проверка сети по потере напряжения
Согласно требований стандарта к качеству электроэнергии колебания в электрической цепи допускаются в пределах -5+10% от Uн.
Расчет ведем для наиболее удаленного от распределительного устройства электроприемника – поперечно-строгального станка.
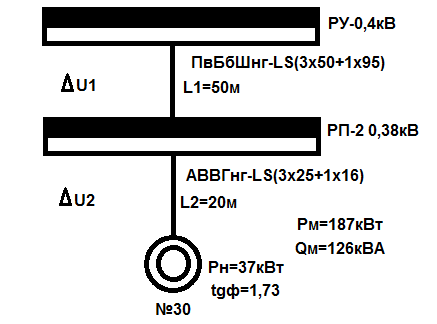
Рисунок 4-Схема для расчета падения напряжения
Определим реактивную мощность двигателя, кВАр:

Определим активное сопротивление кабелей от РУ до РП2, Ом/км:

Определим активное сопротивление от РП2 до двигателя, Ом/км:

где:
γ−удельная проводимость материала жил, алюминий−32 м/Ом  мм2;
мм2;
S −сечение одной жилы кабеля, мм2;
Определим реактивное сопротивление кабеля, Ом/км:
 , т.к. кабель до 1 кВт.
, т.к. кабель до 1 кВт.
Определим падение напряжения от РУ до РП, %:

Определим падение напряжения от РП до двигателя, %:

Определим суммарную потерю напряжению, %:

1,9%  5%-потеря напряжения меньше 5% следовате
5%-потеря напряжения меньше 5% следовате






