ВВЕДЕНИЕ
Техническое перевооружение машиностроительного производства предполагает повышение производительности процесса обработки металлов резанием, улучшение качества обработанной поверхности, оптимальные режимы обработки и методов управления процессом резания лезвийным инструментом. Успешное решение всех этих вопросов связано с дальнейшим развитием науки о резании металлов.
Продукция современного машиностроения характеризуется использованием высокопрочных и труднообрабатываемых материалов, резким повышением требований к точности и качеству изделий и значительным усложнением конструктивных форм деталей машин, получаемых обработкой резанием (рис. №1).


Рис. 1.
С физической точки зрения процесс резания материалов является процессом интенсивного пластического деформирования и разрушения, сопровождаемым трением стружки о переднюю поверхность резца и трением задней поверхности инструмента о поверхность резания, происходящих в условиях высоких давлений и скоростей скольжения.
Затрачиваемая при этом механическая энергия переходит в тепловую, которая в свою очередь оказывает большое влияние на закономерности деформирования срезаемого слоя, силы резания, износ и стойкость инструмента.
Теоретическое изучение процессов обработки металлов резанием, сопровождающиеся значительной пластической деформацией и разрушением металла, во многих случаях возможно с применением численных методов, в частности, метода конечных элементов (МКЭ, рис. №2).
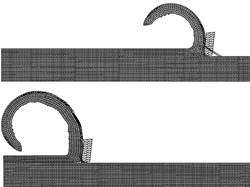

Рис. 2. Процесс формообразования стружки в постановке МКЭ
В общем виде в численных расчетах используется модель повреждаемой среды, характеризующаяся возможностью зарождения и развития в ней трещин. Общий объем среды W составляют ее неповрежденная часть, занимающая объем Wc и характеризующаяся плотностью ρc, а также занимающие объем Wf трещины, в которых плотность полагается равной нулю.
Средняя плотность среды связана с введенными параметрами соотношением ρ = ρc (Wc /W). Степень поврежденности среды характеризуется удельным объемом трещин Vf = Wf /(Wρ).
Однако следует иметь ввиду то, что несмотря на значительные достижения в этой области до сих пор не существует единой модели, способной качественно описать весь процесс с учетом всех этих параметров, ограниченное число работ сводится к соединению деформации от внешних нагрузок и температуры.
В настоящее время на основе МКЭ создано множество специализированных программных комплексов и систем инженерного анализа. И перед технологами машиностроительных предприятий возникает проблема выбора той или иной системы, полностью отвечающих требованиям производственных процессов.
По-прежнему наиболее широко распространены узкоспециализированные исследования, использующие сразу конечно-элементную постановку процесса и проводимые с использованием классических математических моделей примененных в конечно-элементных пакетах AnSYS, DYNA 3D, Deform-3D, Nastran, Mars.
Проводимые экспериментальные исследования, с применением рассматриваемых САПР объединяет скрытость основных факторов моделирования, что не позволяет применять данные наработки в собственных исследованиях, но является вполне достаточным при выборе механообрабатывающего оборудования на основе рассчитанных значений энерго-силовых параметров.
Состав и структура САПР ТП
Составными структурными частями САПР являются подсистемы. В каждой подсистеме решается функционально- законченная последовательность задач САПР.
Каждая САПР состоит из функциональных подсистем (проектирующих) и обеспечивающих подсистем (обслуживания). Функциональные подсистемы выполняют процедуры и операции получения новых данных. Они имеют объектную ориентацию и реализуют определенный этап проектирования или группу взаимосвязанных проектных задач. Функциональные подсистемы делятся на объектно-зависимые (проблемно-ориентированные) и объектно-независимые (методо-ориентированные). Первые обеспечивают решение задач проектирования при наличии предварительно выполненной математической постановки, например, подсистемы параметрической оптимизации. В объектно-независимых подсистемах не учитывается специфика задач конкретной предметной области и требуется высокая математическая подготовка пользователя. Обеспечивающие подсистемы имеют общесистемное применение и служат для обеспечения функционирования проектирующих подсистем, а также для оформления, передачи и вывода результатов проектирования.

Рис. №4. Модули функциональных и обеспечивающих подсистем
Рассматриваемые системы являются основой современного виртуального производства.
Структура САПР ТП
Техническое обеспечение современных систем автоматизированного проектирования технологических процессов (САПР ТП) (рис. 5) обеспечивают персональные компьютеры (ПК) (мощностей современных ПК вполне достаточно), струйные принтеры формата А0, лазерные принтеры формата А4, которые входят в состав автоматизированных рабочих мест (АРМ).
Рис. №5. Структурная схема систем САПР ТП
Методическую базу САПР ТП составляют математические и эвристические модели процессов технологического проектирования и конструирования, методы принятия рациональных и оптимальных проектных решений, способы кодирования и математического описания объектов проектирования. Технологическая документация представляется в текстовой и графической форме: маршрутные и операционные технологические карты, которые содержат результаты технологического проектирования. Наибольшую эффективность подготовки конструкторской документации обеспечивают системы интерактивного взаимодействия проектировщика и ЭВМ.
Одним из основных принципов, на которых строится структура программного обеспечения, является принцип совместимости подгрупп программных модулей, реализующих либо модельное представление компонент объектов проектирования, либо формализуемые проектные процедуры. Такие программы имеют в своем составе: монитор системы, подсистему геометрического моделирования и базу данных, которые вместе образуют препроцессор системы (рис. 36). Ядро системы основано на конечно-элементной термомеханической модели процесса и автоматическим генератором сеток.
Графический постпроцессор обеспечивает анализ формоизменения металла в течение всего процесса деформирования металла в инструменте, включая:
1) конечно-элементную сетку;
2) векторное поле течение металла;
3) поля изолиний скоростей, напряжений, деформаций, скоростей деформаций и температуры в заготовке;
4) распределение контактных давлений на поверхности инструмента;
5) графики усилия, работы и мощности деформации;
6) вмороженную лагранжеву сетку;
7) геометрические размеры поковки.
Конечно-элементные алгоритмы решения исходной системы уравнений САПР технологических процессов включают в себя следующие этапы:
1) дискретизацию системы уравнений вязко-пластического течения металла;
2) дискретизацию уравнений теплопроводности;
3) автоматическую генерацию сетки конечных элементов;
4) аппроксимацию реологических свойств материала.
В САПР ТП обычно выделяют три части, или подсистемы: формирования входной информации; проектирования—пакеты прикладных и управляющих программ; формирования выходной информации. Идентичные элементы систем САПР в зарубежной литературе имеют следующую аббревиатуру:
- подсистема формирования входной информации — PREPROCESSOR;
- подсистема проектирования;
- подсистема формирования выходной информации — POSTPROCESSOR.
Сердцевиной, центральной частью современных САПР является ее ядро (SIMULATOR).
Работа с пост-процессором
После завершения расчета можно приступить к анализу данных, для чего в САПР ТП Deform-3D используется пост-процессор (рис. №7).

Рис. №7. Окно пост-процессора САПР ТП Deform-3D
Пост-процессор Deform-3D обладает всеми необходимыми инструментами для определения практически всех возможных характеристик исследуемого процесса. Пост-процессор позволяет увидеть картины напряженно-деформированного состояния заготовки на всех сохраненных стадиях процесса. Так же можно оценить такие важнейшие характеристики процесса как скорость и степень деформации, возможность разрушения целостности заготовки, величины напряжений и температуры на всех стадиях.
Для покадрового просмотра деформированного состояния можно воспользоваться функциями «плеера» (рис. №8).

Рис. №8. Функции просмотра деформированного состояния
По умолчанию будет продемонстрировано деформированное состояние заготовки во время всего процесса. Для просмотра других характеристик, его необходимо выбрать и используя эти же функции просмотреть изменения выбранной величины (рис. №9).
Кроме численных значений напряженно-деформированного состояния можно получить данные о энерго-силовых параметрах процесса, к которым относятся – усилие деформирования и работа деформации. Эти данные даются в виде графиков функции в зависимости от времени или перемещения.


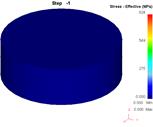
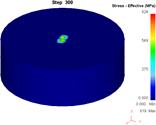

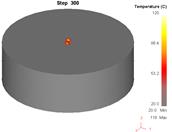
Рис. №9. Основные характеристики процесса сверления отверстий
При анализе 3-х мерного напряженно-деформированного состояния эти данные рассчитываются для всех направлений воздействия на деформирующие инструменты по осям X, Y и Z.
Для просмотра графика функций необходимо воспользоваться инструментом «График» (рис. №10).
Рис. №10. Инструмент и диалог инструмента «График»
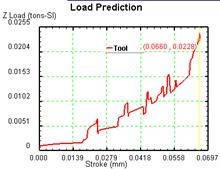
Наиболее часто используется график функции
Усилие = f(Перемещения)
Для получения этого графика для деформирующего инструмента достаточно выбрать объект Top Die и выбрать параметр Перемещение.
Так же необходимо выбрать отображаемую величину, которой в рассматриваемом случае будет усилие по оси Z – Z load.
Рис. №11. Параметры и вид графика функции Усилие=f(Перемещения)
Для просмотра графика изменения работы деформации достаточно установить следующие параметры (рис. №41).
Рис. №12. Параметры и вид графика функции Работа деформации=f(Перемещения)
ЧАСТЬ 2 ТРЕБОВАНИЯ К СОДЕРЖАНИЮ КУРСОВОЙ РАБОТЫ
Тема: “Исследование технологического процесса изготовления изделия наименование с применением САПР ТП»
Содержание
1) Введение….2-3 стр.
2) Теоретический вопрос …3…5 стр.
3) Анализ технологичности изделия 3…5 стр.
4) Технологическая карта (предоставить перечень технологических операций, эскизы детали и заготовки с размерами, выбрать операцию с наибольшим перемещением инструмента и смоделировать (точение, фрезерование, растачивание или сверление) 10…15 стр.
5) Результат работы программы (визуализация)…….….5-10 стр. (+ видео)
Найти деталь-представитель, содержащую один элемент, для исследования которых применяется модуль САПР ТП Deform – 3D – Machining.
Выполнить анализ технологичности, указав перечень технологических операций в соответствии с требованиями классификатора
С помощью САПР-ТП Deform 3D выполнить анализ технологической операции с визуализацией процесса
Вопросы по теоретической части курсовой работы
1) Структура технологического процесса
2) Структура и этапы разработки управляющих программ
3) Исходные данные для проектирования технологического процесса
4) Главная и локальная системы координат
5) Создание 3D модели изделия (детали), изготавливаемой на металлообрабатывающем станке
6) Создание модели заготовки по модели детали
7) Принцип мастер-модели
8) Уровни и шаблоны резания
9) Параметры резания
10) Вспомогательные перемещения
11) Скорости и подачи
12) Библиотека режимов резания
13) Библиотека инструментов
14) Создание операции
15) Проверка программ
16) Постпроцессирование
17) Особенности сверления отверстий произвольной ориентации
18) Создание операции нарезания резьбы метчиком
19) Фрезерование отверстий
20) Резьбофрезерование
21) Многопереходная контурная обработка
22) 3D-коррекция инструмента
23) Обработка поднутрений на 3-х осевом станке
24) Трехрадиальный шаблон резания
25) Фрезерование погружением
26) Инструменты технологического параметра
27) Упрощение модели для производства
28) Ассоциативность операций
29) Симуляция работы станка
30) Особенности моделирования 5-осевой непрерывной обработки
СПИСОК ЛИТЕРАТУРЫ
1. Кондаков А.И. САПР технологических процессов: учебник для студ. Высш. Учеб. Заведений/ А.И. Кондаков. – М.: Издательский центр «Академия», 2007.-272 с.
2. Волчкевич П.И. Автоматизация производственных процессов: Учебное пособие /П.И Волчкевич — 2-е изд., стер-М.: Машиностроение, 2007.
3. Бржозовский Б.М. Управление станками и станочными комплексами; Саратовский государственный технический университет — Саратов.: СГТУ 2007.
4. Васин А.Н. Технологическая подготовка при обработке деталей на станках с числовым программным управлением: учебное пособие.- Саратов: СГТУ, 2006.
5. Управление станками и станочными комплексами: Учебник/ Б. М. Бржовский, ред. В.В Мартаков; - Саратов: СГТУ, 2007.
6. Интеллектуализация контроля и управления в автоматизированном производстве: Учебное пособие / М.Б Бровкова: Саратов СГТУ-2005.
7. Системы диалогового проектирования технологических процессов. /Под.ред. Ю.М. Соломенцева. –МГТУ «Станкин»,2003.
8. Малюх В. Н. Введение в современные САПР: Курс лекций. — М.: ДМК Пресс, 2010. — 192 с. — ISBN 978-5-94074-551-8.
9. Норенков И. П. Основы автоматизированного проектирования: учеб. для вузов. — 4-е изд., перераб. и доп.. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2009. — 430 с. — ISBN 978-5-7038-3275-2.
10. ГОСТ 23501.108-85 «Системы автома тизированного проектирования. Классификация и обозначение».
11. Норенков И. П. Автоматизированное проектирование. Учебник. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2000. — 188 с.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 3
ЧАСТЬ 1 ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.. 6
Лекция №1 Введение. Цели и задачи курса. 6
Лекция №2 Методы исследования и оптимизации технологических процессов механической обработки. 13
Лекция №3 Результаты моделирования технологических процессов в САПР ТП 22
ЧАСТЬ 2 ТРЕБОВАНИЯ К СОДЕРЖАНИЮ КУРСОВОЙ РАБОТЫ 27
2.1 Вопросы по теоретической части курсовой работы.. 27
СПИСОК ЛИТЕРАТУРЫ... 29
ВВЕДЕНИЕ
Техническое перевооружение машиностроительного производства предполагает повышение производительности процесса обработки металлов резанием, улучшение качества обработанной поверхности, оптимальные режимы обработки и методов управления процессом резания лезвийным инструментом. Успешное решение всех этих вопросов связано с дальнейшим развитием науки о резании металлов.
Продукция современного машиностроения характеризуется использованием высокопрочных и труднообрабатываемых материалов, резким повышением требований к точности и качеству изделий и значительным усложнением конструктивных форм деталей машин, получаемых обработкой резанием (рис. №1).
Рис. 1.
С физической точки зрения процесс резания материалов является процессом интенсивного пластического деформирования и разрушения, сопровождаемым трением стружки о переднюю поверхность резца и трением задней поверхности инструмента о поверхность резания, происходящих в условиях высоких давлений и скоростей скольжения.
Затрачиваемая при этом механическая энергия переходит в тепловую, которая в свою очередь оказывает большое влияние на закономерности деформирования срезаемого слоя, силы резания, износ и стойкость инструмента.
Теоретическое изучение процессов обработки металлов резанием, сопровождающиеся значительной пластической деформацией и разрушением металла, во многих случаях возможно с применением численных методов, в частности, метода конечных элементов (МКЭ, рис. №2).
Рис. 2. Процесс формообразования стружки в постановке МКЭ
В общем виде в численных расчетах используется модель повреждаемой среды, характеризующаяся возможностью зарождения и развития в ней трещин. Общий объем среды W составляют ее неповрежденная часть, занимающая объем Wc и характеризующаяся плотностью ρc, а также занимающие объем Wf трещины, в которых плотность полагается равной нулю.
Средняя плотность среды связана с введенными параметрами соотношением ρ = ρc (Wc /W). Степень поврежденности среды характеризуется удельным объемом трещин Vf = Wf /(Wρ).
Однако следует иметь ввиду то, что несмотря на значительные достижения в этой области до сих пор не существует единой модели, способной качественно описать весь процесс с учетом всех этих параметров, ограниченное число работ сводится к соединению деформации от внешних нагрузок и температуры.
В настоящее время на основе МКЭ создано множество специализированных программных комплексов и систем инженерного анализа. И перед технологами машиностроительных предприятий возникает проблема выбора той или иной системы, полностью отвечающих требованиям производственных процессов.
По-прежнему наиболее широко распространены узкоспециализированные исследования, использующие сразу конечно-элементную постановку процесса и проводимые с использованием классических математических моделей примененных в конечно-элементных пакетах AnSYS, DYNA 3D, Deform-3D, Nastran, Mars.
Проводимые экспериментальные исследования, с применением рассматриваемых САПР объединяет скрытость основных факторов моделирования, что не позволяет применять данные наработки в собственных исследованиях, но является вполне достаточным при выборе механообрабатывающего оборудования на основе рассчитанных значений энерго-силовых параметров.
ЧАСТЬ 1 ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ