Контрольную оправку заданной точности обычно используют для материализации осей станка, которые следует проверить на биение или на расположение относительно других элементов станка.
А.3.1 Описание
Контрольные оправки имеют конический хвостовик, который вставляется в коническое отверстие элемента станка, и цилиндрическую часть, которая используется как поверхность измерения (см. рисунок А.2, а) и b)). Оправки обычно изготавливают из закаленной и стабилизированной стали с покрытием из твердого хрома или без покрытия.
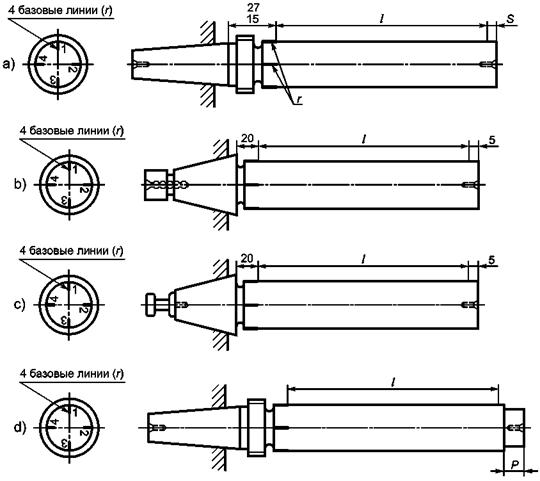
Рисунок А.2 - Контрольные оправки с конусом Морзе и метрическими конусами
Оправки имеют следующие характеристики:
a) цилиндрические шлифованные оправки должны иметь притертые центровые отверстия (с защитными фасками у торцов) для изготовления и проверок;
b) оправки должны иметь четыре фиксированные линии r, расположенные равномерно через 90° (1; 2; 3 и 4), которые используются при проверке станков. Контрольные цилиндрические оправки изготавливаются на длину измерения l: 75 мм, 150 мм, 200 мм, 300 мм или 500 мм, которая обозначена метками на концах цилиндрической части оправки;
c) конические оправки с конусами Морзе и метрическими конусами малой конусности являются самозажимными (см. рисунок А.2, а)). Резьбовая часть оправок предназначена для гайки, служащей для извлечения оправки из конического отверстия элемента станка;
d) конические оправки с конусами большой конусности (см. рисунок А.2, b)) должны иметь резьбовое отверстие в торце оправки со стороны хвостовика для крепления оправки с помощью шомпола или захватной головки, используемой в устройстве автоматической сметы инструмента.
Во избежание повреждения оправок, в т.ч. при шлифовании цилиндрической части, они могут иметь на конце диаметральное занижение Р длиной 14 - 32 мм(см. рисунок А.2, d)).
Несколько типов контрольных оправок с коническим хвостовиком показано на рисунке А.3. Наружные размеры (диаметр и длина) и размеры отверстий (за исключением оправок с конусами Морзе № 0 и № 1) определены с таким расчетом, чтобы прогиб свободного конца цилиндрической части оправки под действием собственного веса и прогиб, вызванный измерительным усилием, были пренебрежимо малы.
В таблице А.3 приведены расчетные значения прогибов. Эти прогибы были рассчитаны для E = 206 кН/мм2, но для меньших значений модулей упругости (E = 176 - 186 кН/мм2) величина прогиба также пренебрежимо мала.
Для конусов 7/24 в таблице А.4 указана длина цилиндрической части оправки в зависимости от номера конуса.
Если для измерения применяются оправки с размерами, отличающимися от указанных на рисунке А.3, на них должна быть четко обозначена величина прогиба, которую следует учитывать при измерении.
Следует учитывать, что если масса оправки превышает 5 кг, это может вызывать прогиб шпинделя, в который она вставляется.
А.3.2 Точность
Контрольные оправки с коническим хвостовиком должны соответствовать требованиям, приведенным в таблицах А.3, А.4 и А.5.
Для обеспечения правильной посадки в шпинделе станка точность конического хвостовика оправки должна соответствовать точности калибра, применяемого при изготовлении шпинделя.
При изготовлении полых оправок концевые пробки следует крепить наглухо и жестко (например, прессовые посадки), чтобы не допустить последующего смещения или выпадения пробок.
Для проверки оправки ее следует устанавливать в центрах и измерять радиальное биение в нескольких сечениях, равномерно расположенных вдоль оси оправки, а также постоянство диаметра цилиндрической части в двух осевых плоскостях, соответствующих четырем отмеченным образующим. В таблице А.5 приведены величины допусков в зависимости от длины измерения.
Для уменьшения трения в точке контакта измерительного наконечника поверхность цилиндрической части оправки должна иметь низкую шероховатость (тонкая шлифовка).
А.3.3 Внимание!
Конический хвостовик оправки должен плотно входить в отверстие шпинделя, которое должно иметь высокую точность и качество поверхности.
Для измерения радиального биения шпинделя контрольную оправку следует устанавливать в отверстие шпинделя последовательно в четырех положениях через 90°, проводить четыре последовательных измерения и на основании их вычислять среднее значение биения.
Для проверки точности бокового положения оси шпинделя или ее параллельности измерения следует проводить последовательно по двум противоположным образующим на цилиндрической части оправки, поворачивая шпиндель с оправкой на 180°.
После установки оправки в шпиндель следует выждать некоторое время для рассеивания тепла от рук оператора, пока температура не стабилизируется.
В случае применения оправок с конусом Морзе № 0 и № 1 необходимо учитывать их собственный прогиб. Их следует использовать только при применении индикатора с ценой деления 0,001 мм и измерительным усилием, не превышающим 0,5 Н. Желательно устанавливать индикатор так, чтобы прогиб от измерительного усилия индикатора и прогиб оправки под действием собственного веса имели противоположные направления.
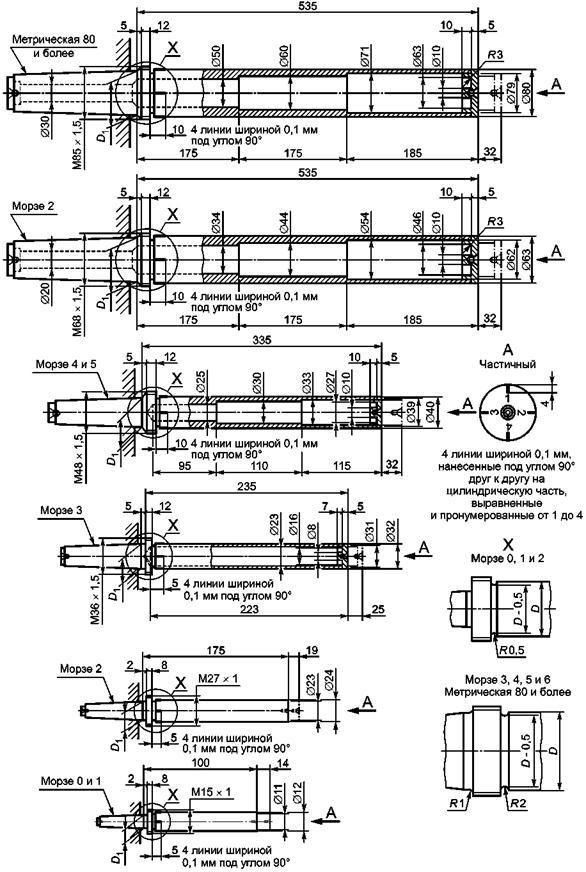
Рисунок А.3 - Оправки контрольные с коническим хвостовиком
Таблица А.3 - Контрольные оправки с коническим хвостовиком. Величина прогиба
| Номер конуса
| Рабочая длина L
| Оправка без удлинителя
Тип А
Общий прогиб
| Оправка с удлинителем
Тип С
| Примечания
|
| Общая масса, кг
| Прогиб от собственного веса*
| Дополнительный прогиб от силы, действующей на свободный конец
| Общий прогиб
| Общая масса, кг
| Прогиб от собственного веса*
| Дополнительный прогиб от силы, действующей на свободный конец
| Общий прогиб
|
| Р, г
| Прогиб
| Р, г
| Прогиб
|
| Морзе 0
|
| 0,11
| 0,00065
|
| 0,0009
| 0,0016
| 0,12
| 0,0009
|
| 0,0009
| 0,0018
| Прогибы учитывать
|
| Морзе 1
|
| 0,13
| 0,0005
|
| 0,0007
| 0,0012
| 0,14
| 0,0007
|
| 0,0007
| 0,0014
|
| Морзе 2
|
| 0,73
| 0,0015
|
| 0,0006
| 0,0021
| 0,79
| 0,0019
|
| 0,0006
| 0,0025
| Прогибы не учитывать
|
| Морзе 3
|
| 0,96
| 0,0018
|
| 0,0007
| 0,0025
| 1,09
| 0,0022
|
| 0,0007
| 0,0029
|
| Морзе 4
|
| 2,2
| 0,0033
|
| 0,0007
| 0,004
| 2,28
| 0,0039
|
| 0,0007
| 0,0046
|
| Морзе 5
|
|
| 0,0026
|
| 0,0006
| 0,0032
| 3,14
| 0,0031
|
| 0,0006
| 0,0037
|
| Морзе 6
|
|
| 0,0058
|
| 0,00035
| 0,0062
| 10,32
| 0,0066
|
| 0,00035
| 0,007
|
| Метрическая 80 и более
|
|
| 0,0035
|
| 0,00015
| 0,0037
| 15,24
| 0,0039
|
| 0,00015
| 0,0041
|
| * Прогиб как разница естественных прогибов на двух концах рабочей длины l, показанной на рисунке А.2
|
Таблица А.4 - Оправки контрольные с коническим хвостовиком. Цилиндрическая часть оправок с конусом хвостовика 7:24.
| Конус 7:24 №
|
|
|
|
|
| Короткая оправка
| Длинная оправка
|
| Длина измерения, L
| 200 мм
| 300 мм
| 300 мм
| 300 мм
| 500 мм
|
| Конус Морзе № оправок с подходящей цилиндрической частью
|
| 4 и 5
| 4 и 5
| 4 и 5
|
|
Таблица А.5 - Оправки контрольные с коническим хвостовиком. Требования.
| Длина измерения, l
|
|
|
|
|
|
| Общее биение в любой точке по всей длине
| 0,002
| 0,002
| 0,003
| 0,003
| 0,003
|
| Допуск на диаметр цилиндрической части
| 0,002
| 0,002
| 0,003
| 0,003
| 0,003
|
| Допуск конуса
| Точность измерительного прибора должна соответствовать точности конического хвостовика оправки.
|
Примечания к рисунку А.3
1. К каждой оправке должна прилагаться гайка для извлечения из конусного гнезда шпинделя.
2. Детальные сведения по конусным хвостовикам содержатся в соответствующих стандартах ИСО; размер D 1 должен соответствовать этим стандартам. Оправка должна иметь на каждом конце шлифованные и притертые центры защищенного типа.
3. Элементы, показанные пунктирной линией, относятся к оправкам, изображенным на рисунке А.2; удлинение Р предусмотрено для удобства изготовления оправки.






