СОСУДЫ И АППАРАТЫ ВЫСОКОГО ДАВЛЕНИЯ
ГОСТ 25215-82
Настоящий стандарт распространяется на однослойные обечайки, плоские и выпуклые днища сосудов и аппаратов кованых, ковано-сварных стальных, а также однослойных сосудов и аппаратов, изготовленных из стального листового проката, работающих при статических нагрузках под действием внутреннего избыточного давления свыше 10 до 100 МПа в химической, нефтеперерабатывающей и других отраслях промышленности, и устанавливает нормы и методы расчета на прочность однослойных обечаек, плоских и выпуклых днищ.
Требования настоящего стандарта действительны при условии, что расчетная температура не превышает значений, при которых в расчетах на прочность учитывается ползучесть материалов. В случае отсутствия точных данных о температуре, настоящий стандарт применим при расчетной температуре, не превышающей 380 °С для углеродистой стали, 420 °С для низколегированной и среднелегированной сталей и 525 °С для аустенитной стали
Расчет цилиндрических элементов сосудов высокого давления
Температурные напряжения в толстостенных аппаратах
При стационарном тепловом режиме температура в толстостенном цилиндре распределяется по толщине стенки по логарифмическому закону.
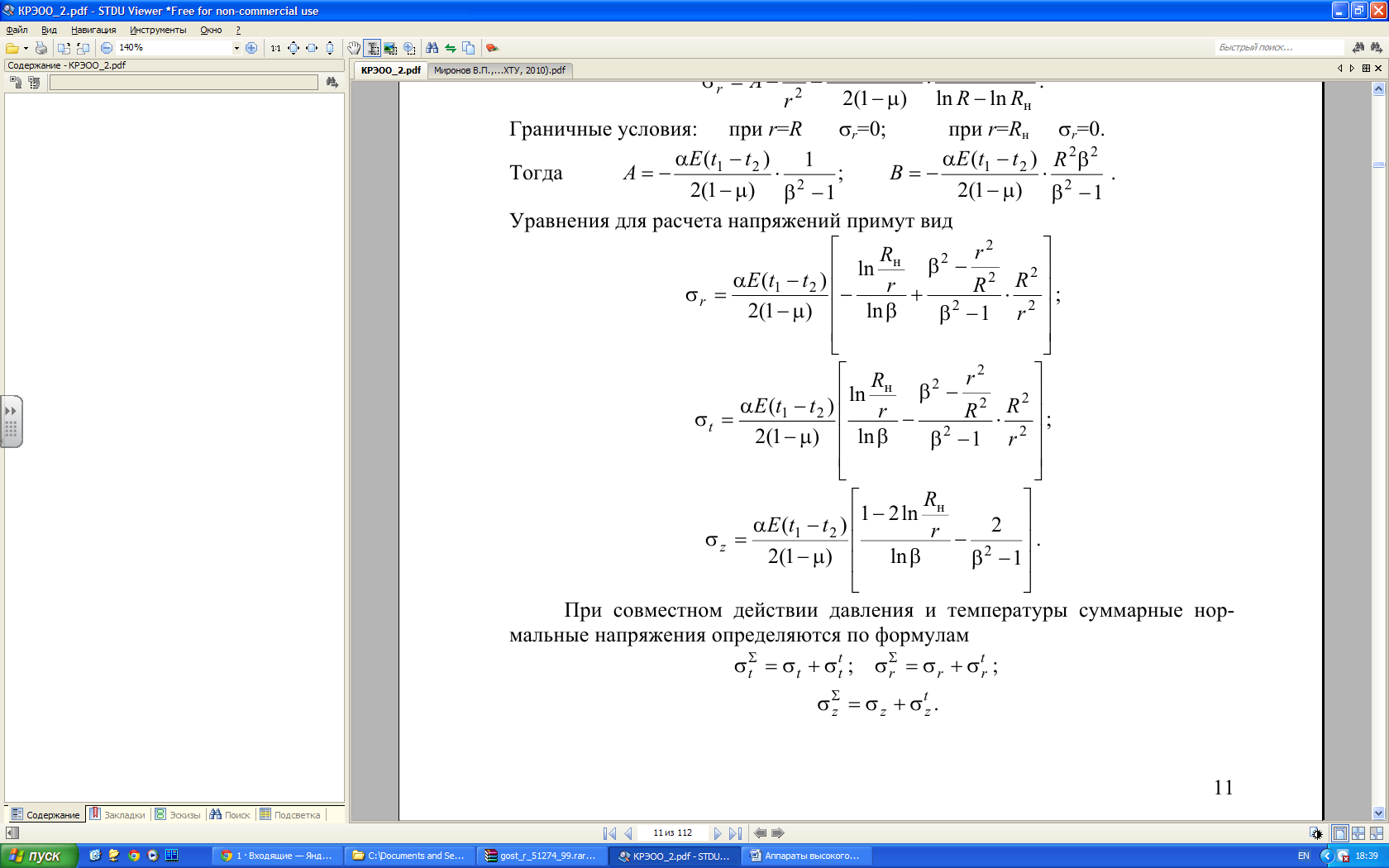
Эпюры температурных, тангенциальных (кольцевых) и суммарных напряжений представлены на рис. 8.12.
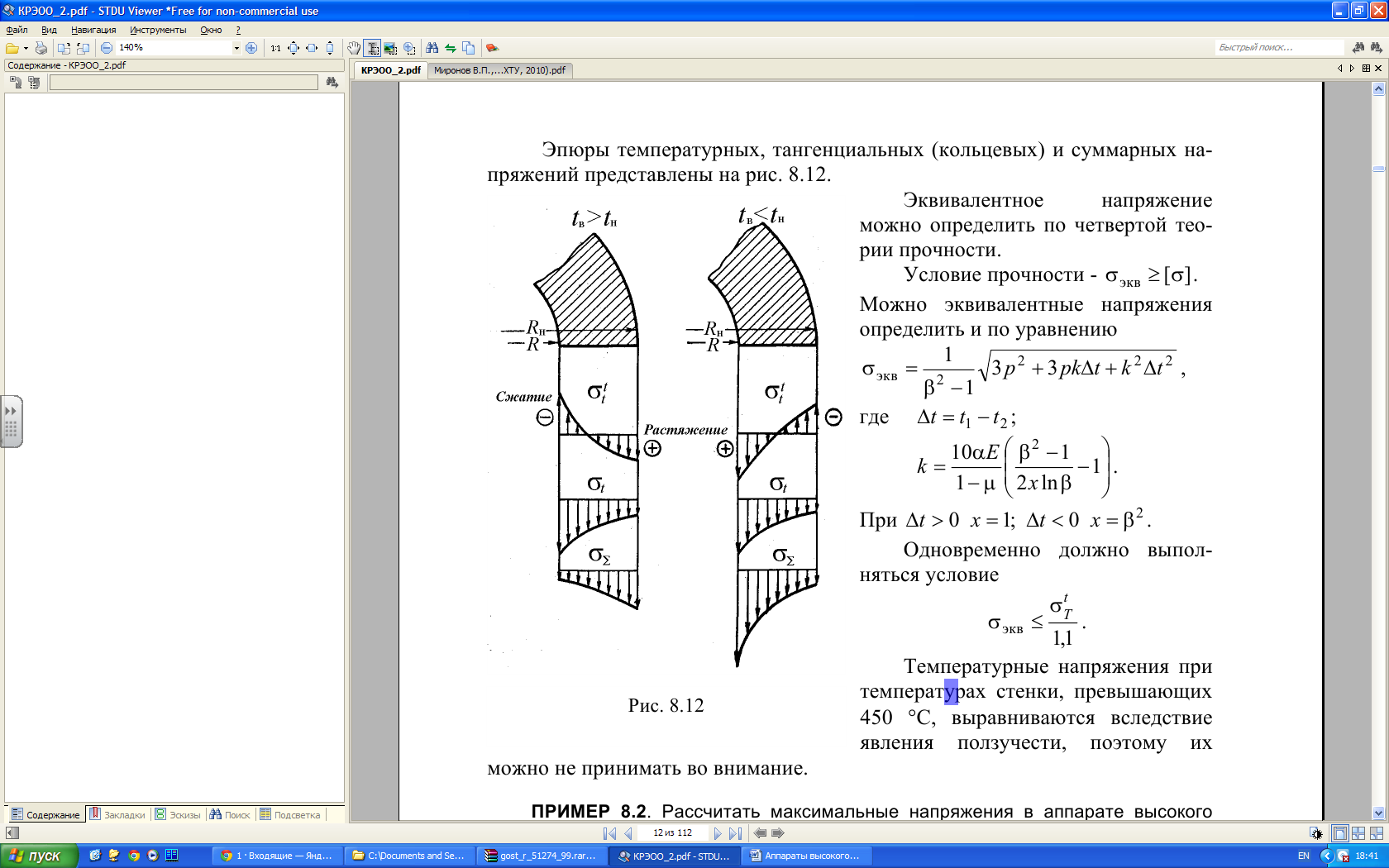
Эквивалентное напряжение можно определить по четвертой теории прочности.
Условие прочности
σэкв ≤ [σ].
Можно эквивалентные напряжения определить и по уравнению
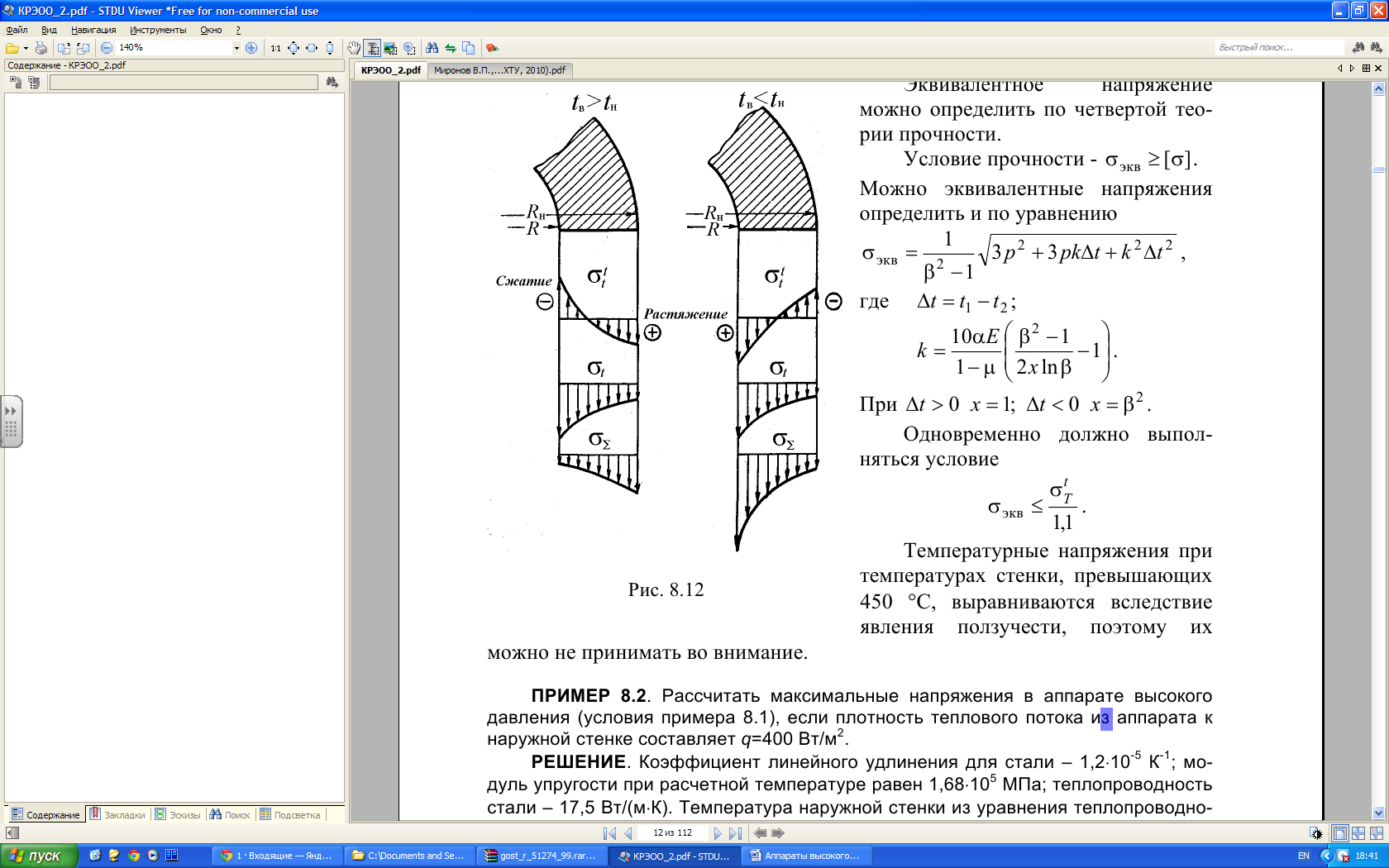
Одновременно должно выполняться условие
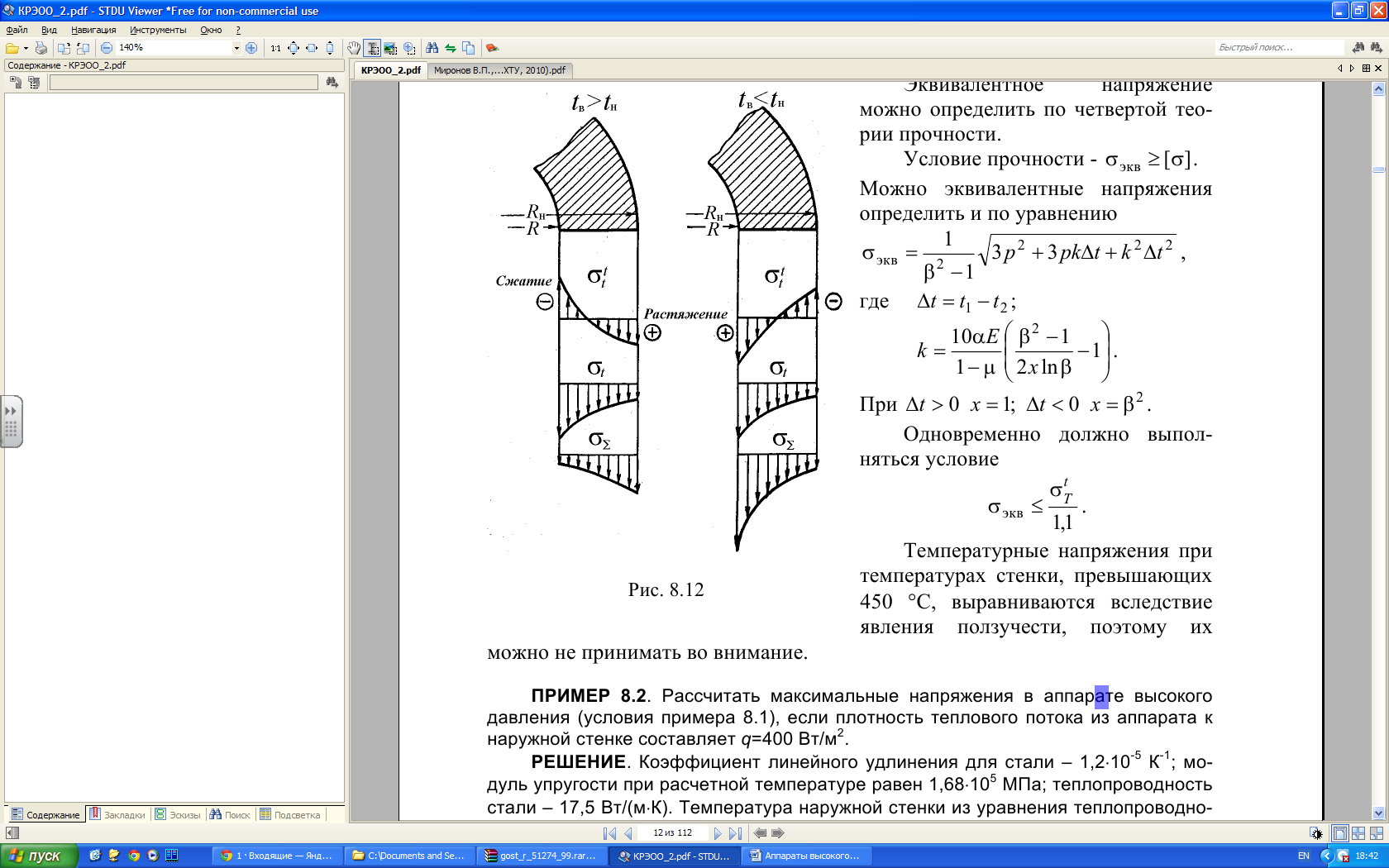
Температурные напряжения при температурах стенки, превышающих 450 °С, выравниваются вследствие явления ползучести, поэтому их можно не принимать во внимание.
Коэффициенты запаса прочности
Допускаемые напряжения при расчете по предельным нагрузкам выбираются по условию
Термин «допускаемое напряжение» при расчете по предельным нагрузкам принят условно для удобства расчетов.
При испытании сосудов пробным давлением коэффициент запаса прочности по пределу текучести принимают nT=1,1 при температуре испытания.
Если неизвестно временное сопротивление прочности при расчетной температуре, допускается применять его при температуре 20 °С для сталей с отношением
Для многослойной стенки принимается среднее значение допускаемого напряжения
Последовательность расчета на прочность
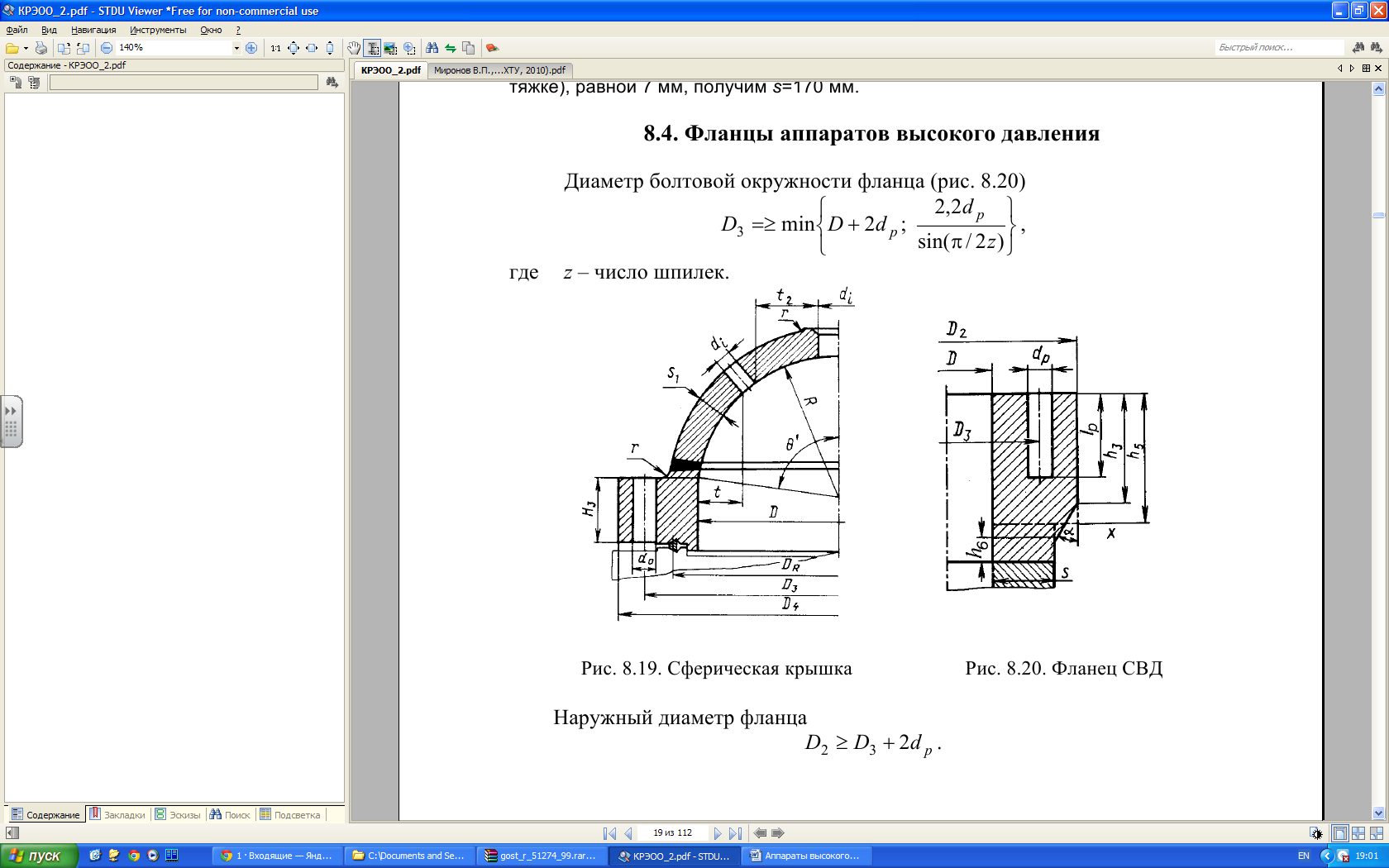
Фланцы аппаратов высокого давления
Диаметр болтовой окружности фланца (рис. 8.20)
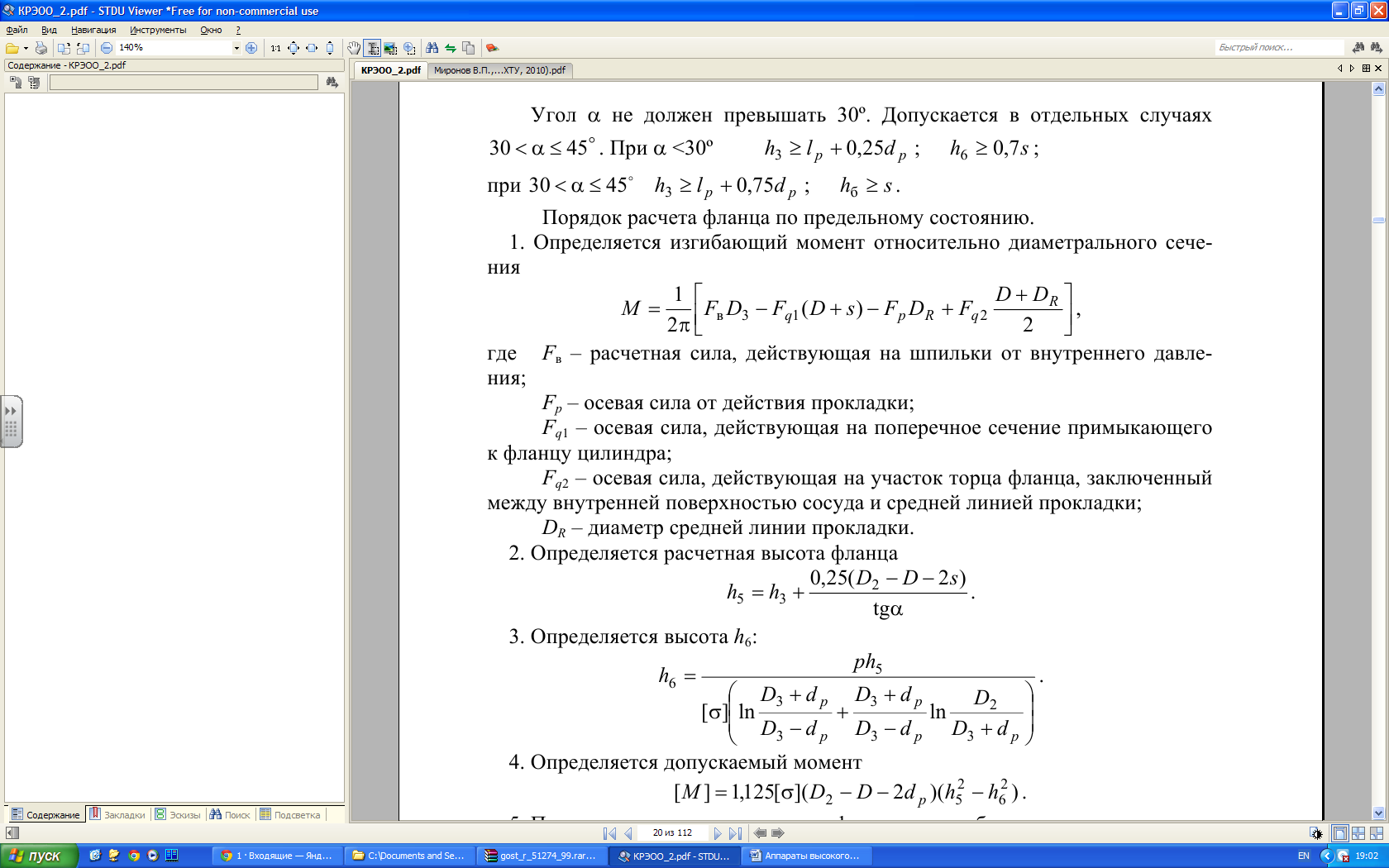
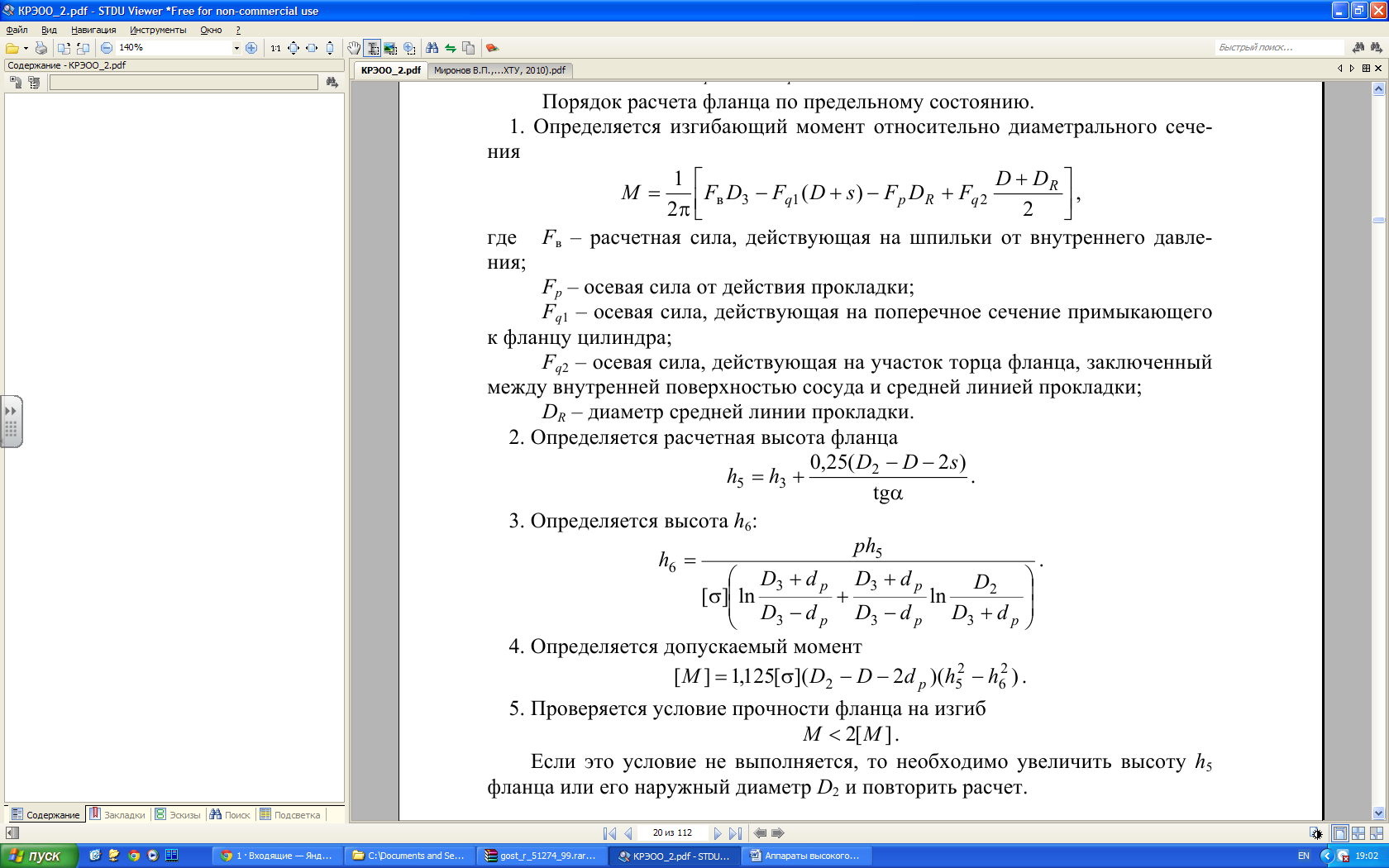
Порядок расчета фланца по предельному состоянию.
СОСУДЫ И АППАРАТЫ ВЫСОКОГО ДАВЛЕНИЯ
ГОСТ 25215-82
Настоящий стандарт распространяется на однослойные обечайки, плоские и выпуклые днища сосудов и аппаратов кованых, ковано-сварных стальных, а также однослойных сосудов и аппаратов, изготовленных из стального листового проката, работающих при статических нагрузках под действием внутреннего избыточного давления свыше 10 до 100 МПа в химической, нефтеперерабатывающей и других отраслях промышленности, и устанавливает нормы и методы расчета на прочность однослойных обечаек, плоских и выпуклых днищ.
Требования настоящего стандарта действительны при условии, что расчетная температура не превышает значений, при которых в расчетах на прочность учитывается ползучесть материалов. В случае отсутствия точных данных о температуре, настоящий стандарт применим при расчетной температуре, не превышающей 380 °С для углеродистой стали, 420 °С для низколегированной и среднелегированной сталей и 525 °С для аустенитной стали
Конструкции сосудов высокого давления
Конструкции сосудов высокого давления определяются требованиями химико-технологического процесса, эксплуатационными параметрами и характеристиками (давлением, температурой, свойствами среды, режимом работы).
В зависимости от назначения, условий работы и технологии изготовления различают следующие типы СВД.
 1. Кованые (рис. 8.1). Они имеют монолитный корпус, изготовленный из одной поковки. Это определяет их небольшие размеры, внутренний диаметр – 600-800 мм, длина – до 6 м.
1. Кованые (рис. 8.1). Они имеют монолитный корпус, изготовленный из одной поковки. Это определяет их небольшие размеры, внутренний диаметр – 600-800 мм, длина – до 6 м.
Применяются при повышенных давлениях (более 32 МПа) и при высокой температуре (до 500 °С).
Преимущество кованых СВД – отсутствие сварных швов, снижающих надежность аппарата.
Недостатки – ограниченные размеры, необходимость специального кузнечно-прессового оборудования, значительный объем механической обработки.
2. Кованосварные (см. рис. 8.2). Они имеют корпус из нескольких кованых и механически обработанных частей, соединенных кольцевыми сварными швами. Максимальные размеры определяются технологическими возможностями завода-изготовителя. Выполняются внутренним диаметром 600-800 мм, реже – 1400-1600 мм, иногда до 2400 мм. В химическом машиностроении используются ограниченно.
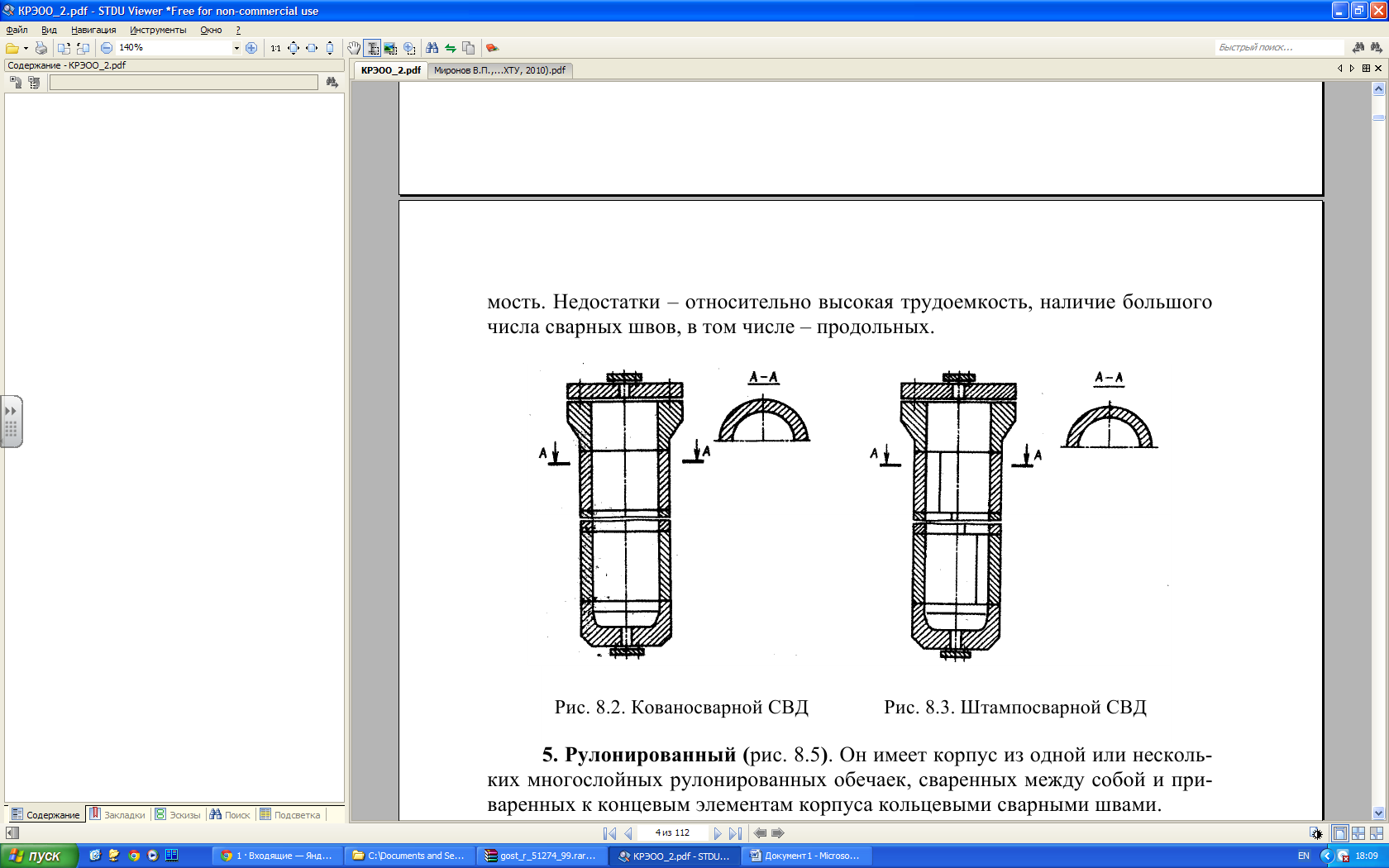
3. Штампосварные и вальцованосварные (см. рис. 8.3). Корпус СВД выполняется из нескольких штампованных или вальцованных обечаек или полуобечаек, соединенных между собой продольными и кольцевыми сварными швами.
Применяются до давлений 20 МПа.
Существенный недостаток – наличие меридиональных сварных швов.
4. Многослойные (см. рис. 8.4). Они выполняются из обечаек, состоящих из относительно большого числа слоев. Обечайки свариваются между собой и с концевыми элементами корпуса кольцевыми сварными швами. Концевые элементы – кованые.
Преимущества – возможность изготовления крупных аппаратов, достаточно низкая металлоемкость и стоимость.
Недостатки – относительно высокая трудоемкость, наличие большого числа сварных швов, в том числе – продольных.
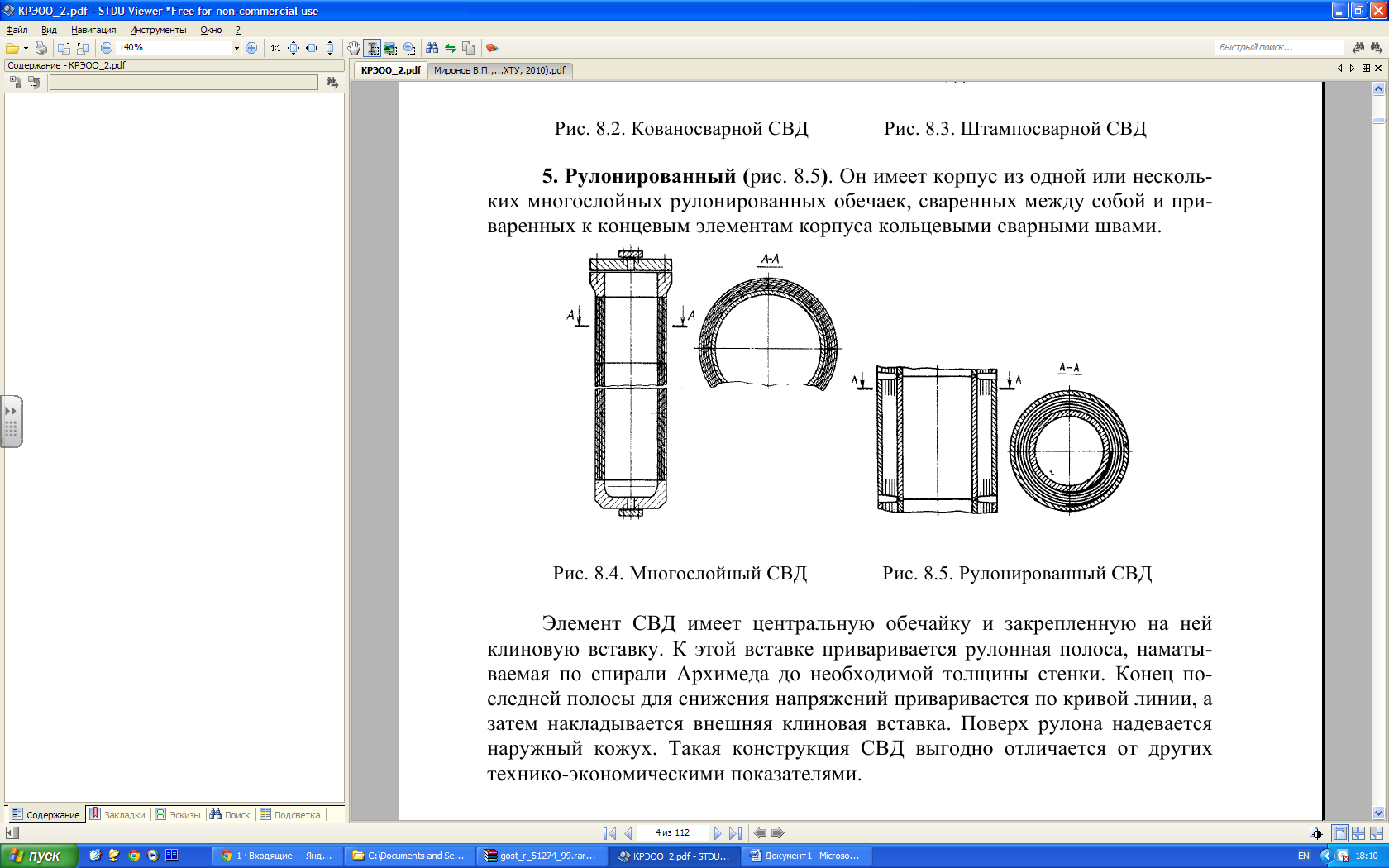
5. Рулонированный (рис. 8.5). Он имеет корпус из одной или нескольких многослойных рулонированных обечаек, сваренных между собой и приваренных к концевым элементам корпуса кольцевыми сварными швами.
Элемент СВД имеет центральную обечайку и закрепленную на ней клиновую вставку. К этой вставке приваривается рулонная полоса, наматываемая по спирали Архимеда до необходимой толщины стенки. Конец последней полосы для снижения напряжений приваривается по кривой линии, а затем накладывается внешняя клиновая вставка. Поверх рулона надевается наружный кожух. Такая конструкция СВД выгодно отличается от других технико-экономическими показателями.
6. Спирально-рулонный (рис. 8.6). Корпус сосуда получается навивкой на остов по спирали с углом α к оси аппарата одной или нескольких полос. Каждый последующий слой навивается в противоположную сторону по отношению к предыдущему. Кромки витков свариваются между собой. Поверх навивки надевается кожух. По технико-экономическим показателям превосходит все другие виды СВД.
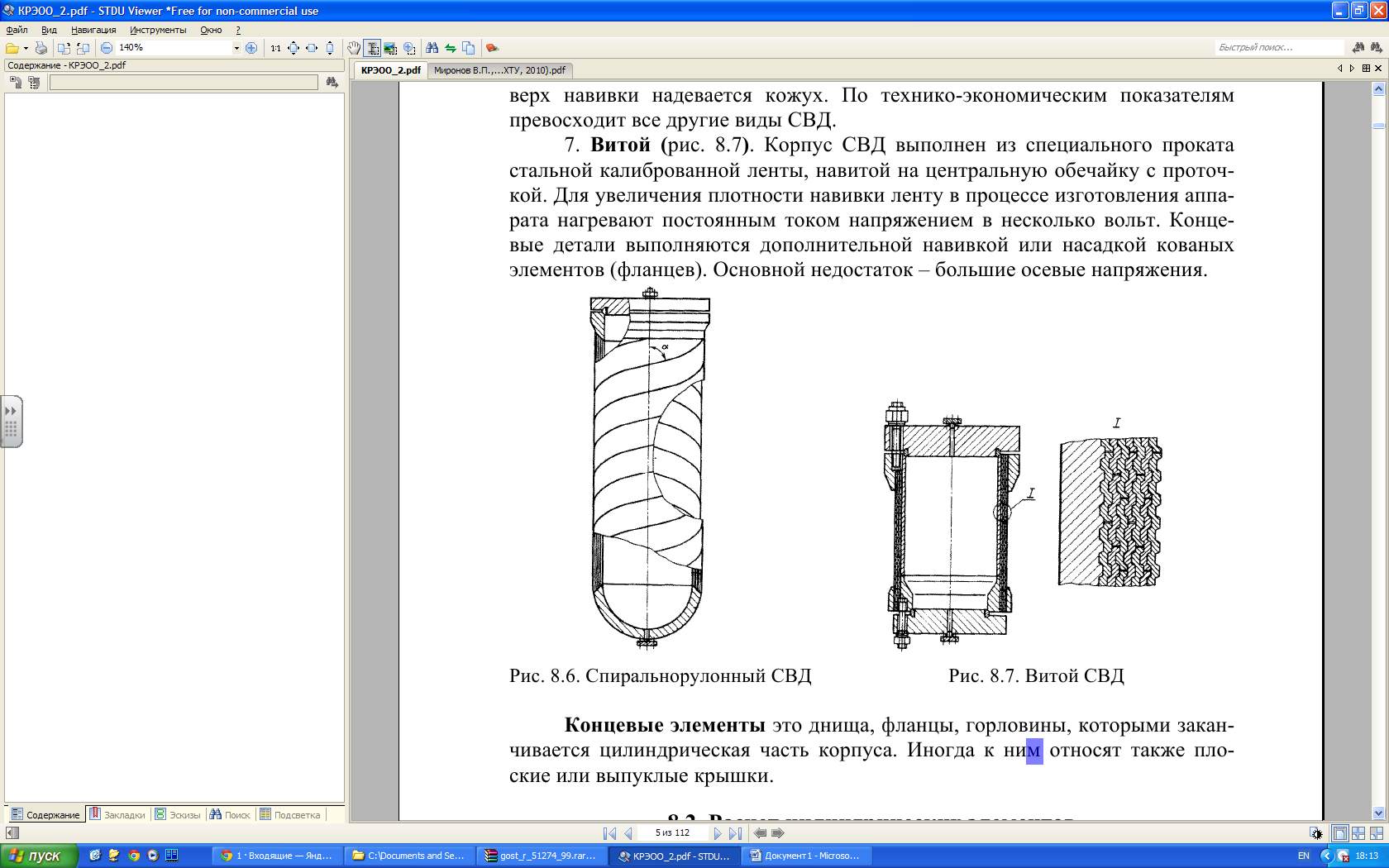
7. Витой (рис. 8.7). Корпус СВД выполнен из специального проката стальной калиброванной ленты, навитой на центральную обечайку с проточкой. Для увеличения плотности навивки ленту в процессе изготовления аппарата нагревают постоянным током напряжением в несколько вольт. Концевые детали выполняются дополнительной навивкой или насадкой кованых элементов (фланцев). Основной недостаток – большие осевые напряжения.
Концевые элементы это днища, фланцы, горловины, которыми заканчивается цилиндрическая часть корпуса. Иногда к ним относят также плоские или выпуклые крышки.






