

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Приведите номенклатуру видов оборудования для выполнения разделительных операций при изготовлении заготовок из листового проката толщиной до 2,0 мм.
Выбор способа раскроя определяется видом исходного полуфабриката, размерами и конфигурацией заготовки, маркой материала, требованиями к точности, программой выпуска.
По технологическим признакам заготовки, получаемые из листа, подразделяются на 3 группы:
А) заготовки средние (примерно 1 м × 1м) и большие с прямолинейными кромками
Б) заготовки средние и большие с криволинейными кромками
В) малогабаритные (300 мм × 300 мм) заготовки с произвольным очертанием кромок
А) Номенклатура оборудования для первой группы заготовок:
1) Гильотинные ножницы – для раскроя заготовок первой группы при толщине до 40 мм (при больших толщинах применяют термическую резку) и невысоких требованиях к точности Длина ножниц – до 6 метров, точность 1,5-3 мм.

2) Кислородная резка (для малоуглеродистых сталей)
3) Кислородно-флюсовая резка (для легированных сталей)
4) Плазменная резка (специализированные для плазменной резки типа УПР)
5) Лазерная резка
6) Водостуйная резка (резка струей воды давлением до 400 МПа)
7) Струйно-абразивный метод – чистая резка, не ребует последующей обработки и срез примерно 1 мм. Позволяет резку труб с газов без опасности взрыва, т.к. нет нагрева.
Б) Номенклатура оборудования для второй группы заготовок:
1) дисковые ножницы

Максимальная толщина = 20мм. Rmin (минимальный радиус)=15 мм.
2) Виброножницы
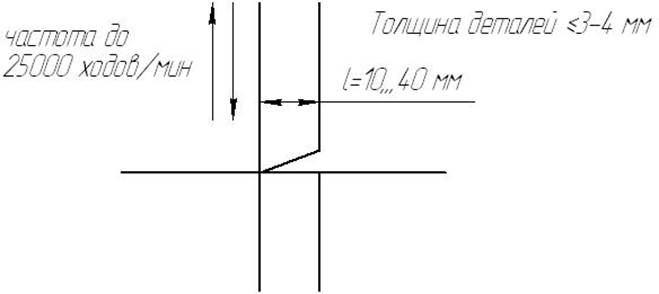
3) Термические способы резки также используются, но приходится убирать град – это недостаток.
В) Номенклатура оборудования для третьей группы заготовок:
|
|
Используется холодная штамповка. Поэтому необходимы штампы и пресс.
Изделие сваривается из стали 15Х1М1Ф. Какие виды термического воздействия Вы назначите в технологическом процессе изготовления изделия. Обоснуйте целесообразность и необходимость их назначения, режим нагрева.
Для предотвращения образования холодных трещин применяется предварительный и сопутствующий подогрев до 3000С. Для снятия остаточных напряжений, распада закалочных структур и формированию механических свойств проводят отпуск при 700-720°С (без охлаждения ниже температуры подогрева). При толщине более 30 мм перед термообработкой рекомендуется подстуживание до 100С для завершения γ→α(М) превращений.
18. Жаростойкость какого участка сварного соединения стали 20Х25Н20С2 будет выше – участка перегрева или участка нагреваемого ниже 1000 °С и почему?
Жаростойкость участка нагретого ниже 10000С будет выше потому что на участке перегрева больше скорость диффузии атомов и скорость окисления, следовательно образуется окалина, участок перегрева теряет жаростойкость.
Образование каких дефектов сварных соединений и в каких материалах объясняют с позиций закалочной гипотезы. В чем суть гипотезы?
Образование холодных трещин в шве и околошовной зоне обусловлено недостаточной деформационной способностью границ зерен и самих зерен при действии термических и структурных напряжений.
Они могут распространяться замедленно после окончания сварки, могут распространяться медленно в процессе сварки, а могут распространяться со скоростью звука в сплаве, вызывая разрыв всего сварного соединения.
Имеются две гипотезы о природе холодных трещин:
а) закалочная гипотеза
б) водородная гипотез
Обе гипотезы не противоречат, а дополняют друг друга.
а) Образование закалочной структуры ведет к повышению прочности сплава и к снижению его пластичности, кроме того, сопровождается изменением объема вновь образующейся фазы, что приводит к возникновению высоких внутренних напряжений и к снижению способности сплава воспринимать пластическую деформацию.
|
|
б) Н2 – водородная. В процессе образования закалочной структуры атомарный водород выделяется из твердого раствора в микропустоты, соединяется в молекулы: Н + Н → Н2, что ведет к повышению давления в микропусотах и к созданию в окружающих объемах сплава дополнительно высоких растягивающих напряжений.
Кроме того, водород адсорбируется в вершинах микротрещин и вызывает хрупкость сплава в самом напряженном месте (вершина микротрещин является концентратором напряжений).
Кроме образования закалочных структур и действия водорода существуют следующие факторы, способствующие возникновению холодных трещин:
- высокая температура нагрева при сварке и рост зерна
- высокие скорости охлаждения в интервале фазового превращения
- увеличение жесткости и толщины свариваемых изделий
Образование каких дефектов сварных соединений и в каких материалах объясняют с позиций водородной гипотезы. В чем заключается суть гипотезы?
Образование холодных трещин в шве и околошовной зоне обусловлено недостаточной деформационной способностью границ зерен и самих зерен при действии термических и структурных напряжений.
Они могут распространяться замедленно после окончания сварки, могут распространяться медленно в процессе сварки, а могут распространяться со скоростью звука в сплаве, вызывая разрыв всего сварного соединения.
Имеются две гипотезы о природе холодных трещин:
а) закалочная гипотеза
б) водородная гипотез
Обе гипотезы не противоречат, а дополняют друг друга.
а) Образование закалочной структуры ведет к повышению прочности сплава и к снижению его пластичности, кроме того, сопровождается изменением объема вновь образующейся фазы, что приводит к возникновению высоких внутренних напряжений и к снижению способности сплава воспринимать пластическую деформацию.
б) Н2 – водородная. В процессе образования закалочной структуры атомарный водород выделяется из твердого раствора в микропустоты, соединяется в молекулы: Н + Н → Н2, что ведет к повышению давления в микропусотах и к созданию в окружающих объемах сплава дополнительно высоких растягивающих напряжений.
Кроме того, водород адсорбируется в вершинах микротрещин и вызывает хрупкость сплава в самом напряженном месте (вершина микротрещин является концентратором напряжений).
|
|
Кроме образования закалочных структур и действия водорода существуют следующие факторы, способствующие возникновению холодных трещин:
- высокая температура нагрева при сварке и рост зерна
- высокие скорости охлаждения в интервале фазового превращения
- увеличение жесткости и толщины свариваемых изделий
Приведите номенклатуру видов оборудования для выполнения разделительных операций при изготовлении заготовок из листового проката толщиной до 2,0 мм.
Выбор способа раскроя определяется видом исходного полуфабриката, размерами и конфигурацией заготовки, маркой материала, требованиями к точности, программой выпуска.
По технологическим признакам заготовки, получаемые из листа, подразделяются на 3 группы:
А) заготовки средние (примерно 1 м × 1м) и большие с прямолинейными кромками
Б) заготовки средние и большие с криволинейными кромками
В) малогабаритные (300 мм × 300 мм) заготовки с произвольным очертанием кромок
А) Номенклатура оборудования для первой группы заготовок:
1) Гильотинные ножницы – для раскроя заготовок первой группы при толщине до 40 мм (при больших толщинах применяют термическую резку) и невысоких требованиях к точности Длина ножниц – до 6 метров, точность 1,5-3 мм.
2) Кислородная резка (для малоуглеродистых сталей)
3) Кислородно-флюсовая резка (для легированных сталей)
4) Плазменная резка (специализированные для плазменной резки типа УПР)
5) Лазерная резка
6) Водостуйная резка (резка струей воды давлением до 400 МПа)
7) Струйно-абразивный метод – чистая резка, не ребует последующей обработки и срез примерно 1 мм. Позволяет резку труб с газов без опасности взрыва, т.к. нет нагрева.
Б) Номенклатура оборудования для второй группы заготовок:
1) дисковые ножницы
Максимальная толщина = 20мм. Rmin (минимальный радиус)=15 мм.
2) Виброножницы
3) Термические способы резки также используются, но приходится убирать град – это недостаток.
В) Номенклатура оборудования для третьей группы заготовок:
Используется холодная штамповка. Поэтому необходимы штампы и пресс.
|
|
|

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!