Основными данными при определении количества и коэффициента загрузки технологического оборудования является годовая программа выпуска и технологический маршрут обработки изделия с нормативами времени. Данные приведены в таблице 18.
Таблица 18 – Технологический маршрут изготовления шлицевой протяжки с указанием оборудования и нормами времени.
| №
| операция
| модель станка
| Тмаш. общ
(мин)
| Тшт.
(мин)
|
|
| Абразивноотрезная
| МФ-332
| 1,04
| 1,35
|
|
| Слесарная
|
|
|
|
|
| Сварочная
| МИ110
|
|
|
|
| Фрезерно-цетровальная
| МП75М
| 0,22
| 0,29
|
| 0,36
| 0,47
|
|
| Токарная черновая
| CS6166
| 6,35
| 8,2
|
|
| Токарная чистовая
| 16К30Ф3C5
| 6,42
| 8,3
|
|
| 63,7
|
|
| Горизонтально-фрезерная
| 6М83
| 32,67
| 42,5
|
|
| Вертикально-фрезерная
| 6Н13П
|
| 23,4
|
|
| Правильная
| Пресс гидравлический МИ-107
|
|
|
|
| Термическая
| Газовая шахтная печь
|
|
|
|
| Дробеструйная
| Дробеструйный аппарат
|
|
|
|
| Правильная
| Пресс винтовой
|
|
|
|
| Пассивирование
|
|
|
|
|
| Центровальная
| Спец. центровальный МИ-104
| 0,02
| 0,026
|
|
| Заточная
| 3М601Ф1
| 10,6
| 13,8
|
|
| Круглошлифовальная
| 3У144МВ
|
| 54,6
|
|
| Шлицешлифовальная
| RS2003.RSM-1600K
| 34,2
| 44,4
|
|
| Маркирование
| Копировально фрезерный 6А463
|
|
|
|
| Заточная
| 3М601Ф1
| 10,6
| 13,8
|
|
| Промывочная
|
|
|
|
|
| Консервация и упаковка
|
|
|
|
Для определения количества основного тех. оборудования необходимо определить действительный фонд времени работы оборудовании [12]:
 (5.71)
(5.71)
 - коэффициент потерь времени на ремонт оборудования (
- коэффициент потерь времени на ремонт оборудования ( = 7%)
= 7%)
 - номинальный фонд времени работы оборудования
- номинальный фонд времени работы оборудования
 (5.72)
(5.72)

Расчетное число станков в каждой группе:
 (5.73)
(5.73)
 -коэффициент выполнения норм (1,1…1,2)
-коэффициент выполнения норм (1,1…1,2)











Таблица 19 – Технологический маршрут изготовления и количество рассчитанных и принятых станков.
| №
| операция
| модель станока
| Sрасч.
| Sприн.
|
|
| Абразивноотрезная
| МФ-332
| 0,02
|
|
|
| Слесарная
|
|
|
|
|
| Сварочная
| МИ110
|
|
|
|
| Фрезерно-цетровальная
| МП75М
| 0,01
|
|
|
| Токарная черновая
| CS6166
| 0,15
|
|
|
| Токарная чистовая
| 16К30Ф3С5
| 1,3
|
|
|
| Горизонтально-фрезерная
| 6М83
| 0,7
|
|
|
| Вертикально-фрезерная
| 6Н13П
| 0,43
|
|
|
| Правильная
| Пресс гидравлический МИ-107
|
|
|
|
| Термическая
| Газовая шахтная печь
|
|
|
|
| Дробеструйная
| Дробеструйный аппарат
|
|
|
|
| Правильная
| Пресс винтовой
|
|
|
|
| Пассивирование
|
|
|
|
|
| Центровальная
| Спец. центровальный МИ-104
| 0,00048
|
|
|
| Заточная
| 3М601Ф1
| 0,25
|
|
|
| Круглошлифовальная
| 3У144МВ
|
|
|
|
| Шлицешлифовальная
| RS2003.RSM-1600K
| 0,82
|
|
|
| Маркирование
| Копировально фрезерный 6А463
|
|
|
|
| Заточная
| 3М601Ф1
| 0,25
|
|
|
| Промывочная
|
|
|
|
|
| Консервация и упаковка
|
|
|
|
| ИТОГО
|
|
Полученные значения Sрасч. округляем в большую сторону до целого числа Sприн.
Коэффициент загрузки оборудования определяется как отношение расчётного числа станков к принятому [7, 12]:
 (5.74)
(5.74)





Таблица 20 – Технологический маршрут изготовления и коэффициент загрузки оборудования.
| №
| операция
| модель станока
| Кз
|
|
| Абразивноотрезная
| МФ-332
| 0,02
|
|
| Слесарная
|
|
|
|
| Сварочная
| МИ110
|
|
|
| Фрезерно-цетровальная
| МП75М
| 0,01
|
|
| Токарная черновая
| CS6166
| 0,015
|
|
| Токарная чистовая
| 16К30Ф3С5
| 0,65
|
|
| Горизонтально-фрезерная
| 6М83
| 0,7
|
|
| Вертикально-фрезерная
| 6Н13П
| 0,43
|
|
| Правильная
| Пресс гидравлический МИ-107
|
|
|
| Термическая
| Газовая шахтная печь
|
|
|
| Дробеструйная
| Дробеструйный аппарат
|
|
|
| Правильная
| Пресс винтовой
|
|
|
| Пассивирование
|
|
|
|
| Центровальная
| Спец. центровальный МИ-104
| 
|
|
| Заточная
| 3М601Ф1
| 0,25
|
|
| Круглошлифовальная
| 3У144МВ
|
|
|
| Шлицешлифовальная
| RS2003.RSM-1600K
| 0,82
|
|
| Маркирование
| Копировально фрезерный 6А463
|
|
|
| Заточная
| 3М601Ф1
| 0,25
|
|
| Промывочная
|
|
|
|
| Консервация и упаковка
|
|
|
По полученным данным коэффициента загрузки технологического оборудования строим график его загрузки:
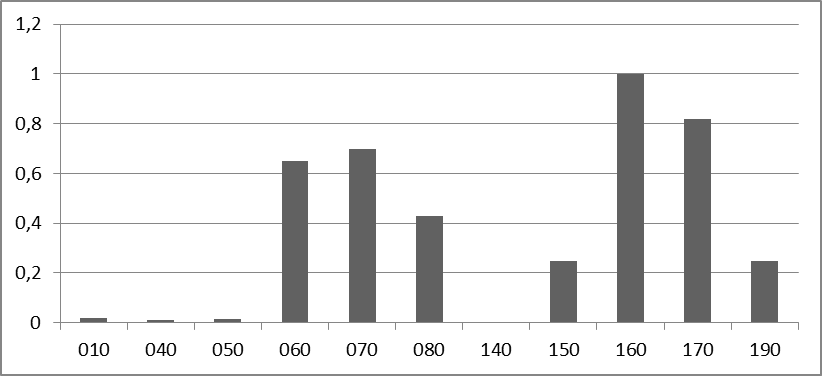
Рисунок 16 – График загрузки оборудования.
Для уменьшения простоя оборудования и повышения его экономической эффективности можно произвести его догрузку подобными видами продукции. В этом случае необходимо произвести перерасчёт годовой программы выпуска изделий и соответствующее количество оборудования.






