Разрушающие испытания позволяют оценить прямым путём показатели качества сварных изделий. К разрушающим испытаниям относят:
. механические испытания;
. металлографический анализ и др.
Эти испытания, как правило, проводятся на выборочных натурных образцах или на специальных изделиях подготовленных для испытаний и изготовленных по стандартной технологии. По результатам испытаний оформляется протокол, где указываются их результаты. При положительных результатах испытаний сварные изделия маркируют, консервируют в упаковку или тару и проверяют наличие и комплектность сопроводительной документации. К такой документации относят паспорт, в котором даётся заключение о пригодности изделия к эксплуатации. При отрицательных результатах составляется ведомость замечаний, в соответствии с которой производится доработка (ремонт) изделия и затем повторные испытания.
Механические испытания сварных соединений – эффективные методы контроля и оценки качества сварных и паяных соединений при обработке технологии сборки изделий. Основные методы определения механических свойств соединений и их отдельных зон устанавливается ГОСТами и ОСТами, предусматривающими статические и ударные испытания при нормальных, а в некоторых случаях при пониженных и повышенных температурах.
Испытание на прочность образцов соединений, выполненных по выбранному технологическому процессу, позволяют оценить рациональность применения данной технологи для выполнения соединений.
При испытании образцов представляется возможным определить прочность соединения в направлении действия нагрузки на соединение в условиях эксплуатации, а исследование характера разрушения позволяет выявить слабый элемент соединения.
Изменяя размеры соединения или процесс его выполнения, можно установить воздействие различных конструктивных и технологических фактов на прочность соединения и наметить путь повышения этого показателя.
Проиллюстрируем сказанное примером механических испытаний соединений между соединительными проводниками и контактными площадками микросхем.
Для оценки качества (прочности) сварных соединений тонких проводников с пленками на плоских подложках обычно применяют механические испытания (рис. 157) на растяжение под различными углами к поверхности подложки (0°, 30°, 45°, 90°, 180°).
При таких испытаниях оцениваются механические свойства соединений и их чувствительность к надрыву в месте перехода к контактной площадке. Обычно принято считать, что прочность соединения при испытании на растяжение под углом, равным нулю (испытание на срез), должно быть не менее 70 % прочности привариваемого проводника при условии разрушения его вблизи сварной точки.
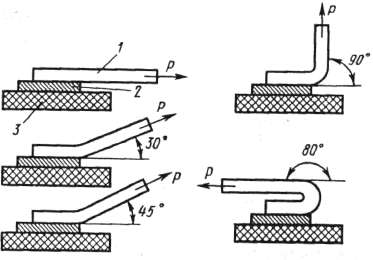
Рис. 157. Схемы испытаний на прочность соединений проводников с контактными площадками под различными углами: 1 - проводник, 2 - контактная площадка, 3 - керамическая подложка
При определении механических свойств соединений фиксируются не только усилия отрыва, но и характер разрушения (рис. 158).
Вид отрыва (рис. 158, а) свидетельствует о нарушении режима микросварки или о недостаточной очистке соединяемых поверхностей.

Рис. 158. Характер разрушения микросварных соединений при испытании на отрыв: а – отрыв сварной точки от контактной площадки, б – разрыв по проволоки в месте пережима, в – разрыв проволоки вне зоны сварки, г – отрыв металлической пленки от подложки; 1 – проводник, 2 – контактная площадка, 3 – керамическая подложка
Разрыв по проволоке (рис 158, б) указывает на нарушение геометрии рабочего торца сварочного инструмента или на изменение параметров режима сварочной установки (чрезмерная деформация проводника). Разрушение (рис. 158, г) свидетельствует о недостаточной адгезии пленки к подложке.
Собранные приборы нагружают на центрифуге при линейном ускорении до 25 000g. Приборы располагаются во вкладышах, расположенных по окружности барабана. В процессе вращения барабана соединения воздействует сила, которая может достигать нескольких грамм-сил. Сварные соединения с низкой прочностью разрушаются и ненадежные приборы бракуются.






