Третья апатито-нефелиновая обогатительная фабрика (АНОФ-3) является подразделением Обогатительного комплекса, входящего в состав ОАО «Апатит».
Территория промышленного района фабрики располагается в пригородной зоне городов Кировска и Апатиты на землях гослесфонда Кировского лесхоза в 500 метрах к юго-востоку от восточной горловины железнодорожной станции Новый Титан. Расстояние от АНОФ-3 до г. Кировска – 8км, до г. Апатиты – 17км и до поселка Коашва – 26км.
АНОФ-3 запроектирована для переработки более бедных руд восточной и частично северной групп Хибинских месторождений со средним содержанием Р2О5 13,6% в экологически чистом варианте – с полным использованием промышленных стоков в режиме оборотного водоснабжения – без сброса стоков в открытый водоем и объектами подготовки оборотной воды перед ее использованием в производстве.
Нефелинового производства на АНОФ-3 не проектировалось, но зарезервированы площади для строительства, если оно понадобиться в будущем.
Первый пусковой комплекс АНОФ-3 по полной схеме мощностью 3,0 млн. т апатитового концентрата в год был введен в эксплуатацию в 1988 году.
Завершение строительства на АНОФ-3 далее предполагалось вторым и третьим пусковыми комплексами мощностью 2,5 и 3,3 млн. т апатитового концентрата в год соответственно.
Из них реализован был только второй в 1991-93гг., после чего мощность фабрики достигла 5,5 млн. т апатитового концентрата.
Строительство третьего пускового комплекса было прекращено из-за резкого снижения потребности в апатитовом концентрате.
Характеристика производимой продукции
Апатитовый концентрат является основным продуктом обогащения апатито-нефелиновой руды и представляет собой кристаллический порошок серого цвета, содержащий 95-97% чистого минерала апатита.
Нормируемые показатели стандартного концентрата:
-массовая доля оксида фосфора (Р2О5) не менее 39,0%
-массовая доля воды 1,0+0,5%
-остаток на сите с сеткой №016К не менее 13,5%
Нормируемые показатели концентрата «Супер»:
-массовая доля оксида фосфора (Р2О5) не менее 40,0%
-массовая доля оксида титана TiO2 не более 0,2%
-масса подрешетного продукта
сита с сеткой №0071К не более 20,0%
-массовая доля воды 1,0+0,5%
Примерный минералогический состав апатитового концентрата, %
-апатит
-нефелин
-полевой шпат
-сфен
-эгирин
-титаномагнетит
94,5-96,0
2,1-3,0
0,1-0,2
0,2-0,5
0,4-0,7
следы
Апатитовый концентрат применяется как высококачественное сырье для производства фосфорсодержащих минеральных удобрений, элементарного фосфора, фосфорной кислоты и других фосфорных соединений.
Потребителями апатитового концентрата являются химические заводы и суперфосфатные заводы России. Часть апатитового концентрата экспортируется в другие страны.
Описание технологического процесса
Технологический процесс производства апатитового концентрата включает следующие операции:
· Дробление руды в три стадии и грохочение
· Измельчение и классификация руды по крупности
· Флотация измельченной руды
· Сгущение и фильтрация апатитового концентрата
· Сушка апатитового концентрата
· Пылеулавливание и газоочистка
· Складирование и погрузка апатитового концентрата
· Хвостовое хозяйство
Измельчение и классификация
Руда после трехстадиального сухого дробления с содержанием Р2О5 8-18% из бункера дробленой руды подается на ленточные конвейера-питатели и поступает на сборные горизонтальные ленточные конвейера, в которых поступает в шаровые мельницы 8шт. МШЦ 5500*6500мм Q=300-310т/час.
Мельницы МШЦ 5500*6500 работают в замкнутом цикле с гидроциклонами ГЦ-140 и ГЦ-100, установленными последовательно.
Сливы мельниц насосами подаются в гидроциклоны ГЦ-1400. Содержание твердого в слив е мельниц 75-80%. Пески гидроциклонов ГЦ-1400 и ГЦ-1000 объединяются и самотеком возвращаются в мельницы МШЦ 5500*6500. Слив гидроциклона ГЦ-100 крупностью 22-28% класса +0,16 мм подается на четырехструйный пульподелитель, являясь питанием флотации.
Измельчение руды ведется по крупности 22-28% класса +0,16мм, что обеспечивает раскрытие зерен апатита и крупность получаемого апатитового концентрата не более 13,5% класса +0,16мм.
Флотация
Пульпа из четырехструйных пульподелителей с содержанием Р2О5 8-18% восемью потоками поступает в контактные чаны, где происходит контактирование пульпы с реагентами в течение трех минут.
Из контактных чанов пульпа самотеком поступает в машины основной флотации – 8 ниток по две двухкамерные машины ОК-38-2И. Контрольная флотация – 8 ниток по одной двухкамерной машине ОК-38-2И, первая перечистка – 8 ниток по одной двухкамерной машине ОК-38-2И, вторая и третья перечистки – 4 нитки по одной трехкамерной машине ОК-38-2И, четвертая перечистка - по одной двухкамерной машине ОК-38-2И.
Флотационная схема включает основную, контрольную флотацию и четыре перечистки концентрата.
Готовым концентратом является пенный продукт четвертой перечистки с содержанием Р2О5 39,0-39,4%, который поступает в сборный концентратный зумпф для последующего обезвоживания и сушки.
Окончательными хвостами апатитовой флотации является камерный продукт контрольной флотации с содержанием Р2О5 0,6-2%, которое самотеком по хвостовому лотку поступает в пульпонасосную.
Для флотации апатита применяется омыленная смесь собирателей органического происхождения различных по кислотному составу, активности и селективности действия, пенообразующим свойствам, которые одновременно являются собирателями и пенообразователями. Смесь состоит из четырех-пяти компонентов, базовыми составляющими являются: дистиллированное талловое масло (ДТМ), сырое талловое масло хвойных и смешанных пород древесины.
С целью снижения расхода СТМхв. применяется СТМ лиственное – продукт переработки лиственных пород древесины. Для повышения селективности и уменьшения пенообразования в состав собирательной смеси включается корректирующий собиратель алкилбензолсульфанаты (АБСК) – продукт переработки нефтехимического сырья. При недостаточной обеспеченности указанными реагентами в составе С.С. могут применятся в качестве добавок собиратели: недистиллированные жирные кислоты (олеин марки «В») – продукт переработки растительных масел, кислоты рыбьего жира (КРЖ) отходы рыбьей промышленности.
Для повышения селективности флотации апатита применяются реагенты-регуляторы:
· Жидкое стекло, получаемой из силикат-глыбы, которая выполняет функцию депрессора нефелина, полевого шпата, эгирина и других породообразующих минералов;
· Каустическая сода (NaOH) – способствует лучшей диспергации собирателей и доведения значения pH пульпы до оптимального 9,4-9,8. Водный раствор едкого натра подается для нейтрализации воды скрубберов, имеющей кислотную реакцию после взаимодействия с дымовыми газами в процессе пылеулавливания. Это не только предотвращает снижение pH смешанной технологической воды, но и предотвращает химическую коррозию трубопроводов;
· ОП-4. В присутствии ОП-4 образуется хорошо минерализованная и легко разрушаемая пена. ОП-4 применяется при отсутствии пенорегулирующей добавки АБСК.
Обезвоживание
Сгущение
Флотационный концентрат с содержанием Р2О5 39,0-39,4% и твердого 24-45% насосами транспортируется в корпус сгущения апатитового концентрата на гидроциклоны ГЦ-1000. Сливы этих гидроциклонов поступают в четырехструйный пульподелитель и самотеком направляются в сгустители диаметром 50м. Для лучшей коагуляции мелких частиц и разрушения пены в пульподелитель перед сгустителями подается 8-10% раствор железного купороса.
Пески гидроциклона с содержанием Р2О5 40,0-40,1%, твердого 70-75% попадают в трехструйный пульподелитель. Основной объем песков самотеком поступает в отделение фильтрации (концентрат марки «Супер»). Пески с содержанием Р2О5 39,8-39,9% и содержанием твердого 55-60% самотеком поступают в восьмиструйный пульподелитель фильтрации. Объединенные пески с содержанием Р2О5 39,05-39,20%, и с содержанием твердого 38-40% самотеком поступают на фильтрацию (стандартный концентрат).
Фильтрация
Фильтрация апатитового концентрата осуществляется на 6 дисковых вакуумных фильтрах Д-63-2,5 производительностью 35 т/час. На фильтрацию стандартного концентрата поступает продукт с содержанием твердого 39,2%. На фильтрацию концентрата «Супер» поступает продукт с содержанием твердого 45,5%.
В процессе фильтрации получается кек, влажностью до 13% с содержанием класса +0,16мм не более 13,5% для стандартного концентрата и с содержанием класса +0,16 не менее 32% для концентрата «Супер».
Сушка
Кек с каждой секции вакуум-фильтров с содержанием влаги не более 13% и класса +0,16мм не более 13,5 поступает на сборные ленточные конвейера, а затем в сушильный барабан. Производительность сушильного барабана 70-135 т/час. Сушка концентрата производится в шести сушильных барабанах горячими газами, поступающими прямоточно из топки, работающими на жидком топливе (мазуте). После сушки готовый концентрат влажностью 1±0,5% с содержанием Р2О5 39,0% (стандартный концентрат); влажностью 0,9±1,5% с содержанием Р2О5 40,0% (концентрат «Супер») через разгрузочную камеру сушильного барабана поступает на ленточные конвейеры.
Погрузка
Готовый концентрат стандартный или «Супер» после сушки поступает на ленточные конвейера и системой реверсивных конвейеров распределяется по силосному складу. На каждые два сушильных барабана установлены три силосные банки емкостью 7600м3 каждая. Вместимость каждой банки по геометрическим размерам16500т апатитового концентрата, фактически – 11780т (подвижного концентрата).
Из силосного склада апатитовый концентрат системой ленточный конвейеров подается в погрузочный бункер с двумя отделениями (северное и южное) емкостью 845т. По бункером грузятся крытые вагоны, хопперы (апатитовозы), полувагоны.
3.6. Очистка газов от пыли
Топочные газы, выходящие из сушильных барабанов после сушки апатитового концентрата, выносят значительное количество пылевого продукта. Начальная запыленность топочных газов составляет 200-300 г/м3. Для улавливания пыли перед выбросом в атмосферу газы подвергаются трехстадиальной очистке.
Состав отходящих газов:
СО2 – 3,39%; SО2 – 0,0085%; Н2О – 30,0% N2 – 56,0%; О2 – 10,6%.
Первая стадия очистки осуществляется в батарейном циклоне, представляющем собой пылеулавливаемый аппарат, состоящий из двух секций, в каждой из которых установлено параллельно 160 циклонных элементов, объединенных в одном конусе и имеющих общий подвод – камеру запыленного газа; и отвод – камеру очищенного газа, а также сборочный бункер.
Для закрутки газа в циклонных элементах установлен направляющий аппарат типа «розетка» с восемью лопатками, наклоненными под углом 25-30º.
Вторая стадия очистки газа производится в электрофильтрах. Рабочая поверхность электрофильтров состоит из пластинчатых осадительных электродов сложного профиля (S-образные); коронирующих электродов с фиксированными разрядными точками (пикообразные). На входе в электрофильтр в сечении форкамеры установлена двойная газораспределительная решетка для равномерного распределения газа по всей активной площади поля. Для регенерации поверхности газораспределительной решетки и электродов установлены механизмы встряхивания ударного типа (молотковый вал).
Уловленная пыль из бункера через систему затвор-мигалка поступает на ленточные конвейеры и транспортируется в склад концентрата.
Очищенный газ после электрофильтров поступает на третью стадию газоочистки в насадочный скруббер с жалюзийным каплеуловителем. Газовый поток очищается от пыли за счет прохождения через водяную пленку. Вода подается в верхнюю камеру скруббера через форсунки. Равномерность ее распределения по активному сечению достигается деревянными насадками.
Отчищенный от пыли газ выбрасывается в атмосферу.
Хвостовое хозяйство
Пульпа из главного корпуса АНОФ-3 и корпуса фильтрации и сушки поступает по хвостовым лоткам в пульпонасосную, расположенную на промплощадке фабрики, в зумпфы насосов (один - рабочий, один – резервный, один – в ремонте). Во избежание заливания хвостовых лотков в них должна добавиться вода.
Система гидравлической укладки хвостов включает:
· Собственно чашу хвостохранилища общей площадью около 18км2, ограниченную дамбами на ручье Прозрачном, речке Черной и речке Жемчужной;
· Аварийный бассейн ПНС-2;
· Дренажные насосные станции на р. Черной и р. Прозрачном с дренажными емкостями;
· Распределительные пульповоды с торцевыми сбросами и распределительными выпусками.
Водоснабжение
Фабрика потребляет оборотную и свежую техническую воду.
Основным источником производственного водоснабжения принята оборотная вода с хвостохранилища на АНОФ-3, перекачиваемая насосной оборотных вод по двум водоводам диаметром 1220 мм на насосную станцию слива сгустителей. С насосной станции слива сгустителей оборотная вода поступает в корпуса фабрики по двум трубопроводам – на гидротранспорт хвостов.
Оборотная вода подается в процесс на гидроуплотнение оборудования, пылеулавливание, охлаждение оборудования, гидротранспорт хвостов, смыв полов, галерей, для приготовления реагентов. Для процесса измельчения оборотная вода подается на расходный бак главного корпуса, где смешивается с теплой водой (вода скрубберов), нагреваясь до 15-18º С.
Свежая техническая вода поступает на фабрику из озера Имандра по двум водоводам от насосной станции второго подъема.
Свежая вода используется для охлаждения: компрессорных установок, вакуум-насосов, маслостанций дробилок и землесосов, для приготовления реагентов. Вода поступающая на охлаждение компрессоров, повторно используется для охлаждения двигателей мельниц и в пенные желоба перечистных операции.
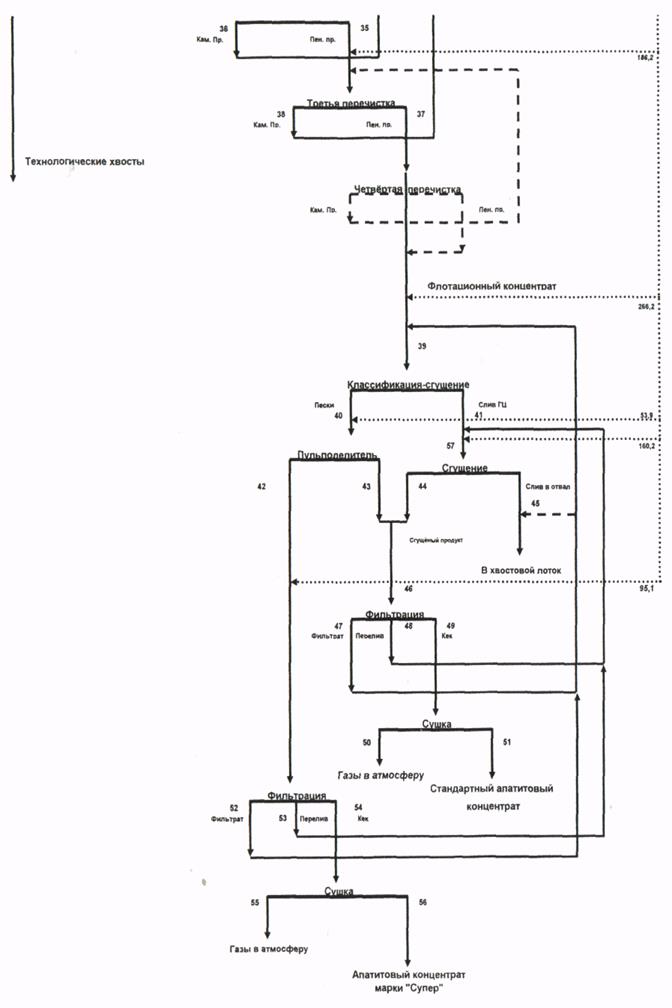
Технологическая схема получения апатитового концентрата на АНОФ-3

Заключение
ОАО "Апатит» крупнейшая в России компания по добыче и переработки апатит-нефелиновой руды. ОАО «Апатит» состоит из двух обогатительных фабрик. На данный момент работают АНОФ№2 и АНОФ№3. Также в состав предприятия входят: Кировский и Расвумчоррский рудники, карьер центральный и карьер восточного рудника.
Основной метод обогащения апатит-нефелиновой руды – флотация (процесс основан на различиях физико-химических свойств поверхности разделяемых минералов). На фабриках выпускают апатитовые концентраты марки «Стандарт» и «Супер».
Планируется ежегодное производство апатитового концентрата в объеме 8 - 8,5 млн. т. до 2020 года. В меньших объёмах выпускают на АНОФ№2 нефелиновый, эгириновый и сфеновый концентраты.
Данная производительность обеспечит загрузку всех четырех ныне действующих рудников. Учитывая уменьшение объемов открытых работ, программа предусматривает наращивание производительности подземных рудников.
Такая структура рудно-сырьевой базы требует интенсивного капитального строительства в подземных рудниках.






