Общая характеристика обработки металлов давлением (ОМД).
Основные понятия
|
 Деформация металлов Деформация металлов
| Упругая
|
| Пластическая
|
ОМД основана на пластической деформации металла. Данному виду обработки могут подвергаться только металлы и сплавы, обладающие достаточной пластичностью.
Хрупкие металлы и сплавы (чугун) данному виду обработки не подвергаются.
Заготовки, полученные обработкой металлов давлением для последующей механической обработки называются поковками.
Основные виды ОМД.
Прокатка заключается в пластической деформации металла в результате обжатия заготовки между двумя или более вращающими валками прокатного стана.
прессование заключается в продавливании заготовки, находящейся в форме через отверстия матрицы с помощью давящего пуансона.
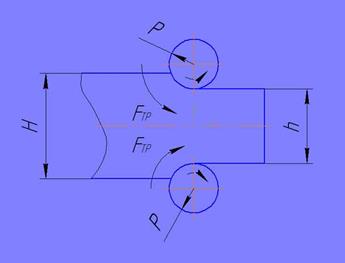
Условие прокатки.
О возможности проведения прокатки судят по условию захвата металла валками. Со стороны валков на заготовку действуют нормальные силы N и силы трения Т. для соблюдения условий захвата и перемещения заготовки в направлении N прокатки необходимо, чтобы:
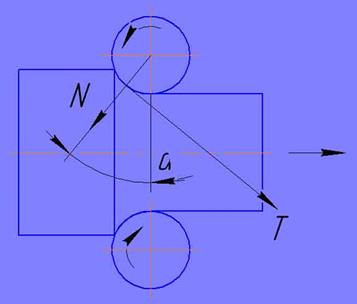
T*cosa > N*sina
T=N*f,
f- коэффициент трения.
F*cosa > sina
f > sina/cosa > f > tga
 tga < f
tga < f
a - угол захвата, a - зависит от многих факторов, в первую очередь от вида и качества материала заготовки, температуры проката, скорости прокатки. Например, при горячей прокатке a=15°¸24°, при холодной - a=5°¸8°.
Инструментом прокатки являются валки. Валки могут быть гладкими и с вырезами (ручьями). Совокупность вырезво пары валков образуют калибр.
Прокатка осуществляется на прокатках станка основными элементами прокатного стана является нагревательное устройство, рольганг (транспортер), рабочие клети, контовальные втулки (переворачивание), холодильник, рабочая клеть представляет собой станину и комплект валков, закрепленных в ней и имеющих поджимное устройство. Рабочие клети могут иметь большое колическтво валков. Подразделяются по числу и расположению валков в клетках на дуо, трио, кварто, многовалковых (от 6 до 20 валков) и универсальные.

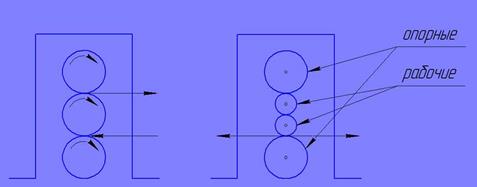
Многовалковые: валки подразделяются на рабочие, протяжные, которые приводятся в движение опорными валками.
В зависимости от конструкции рабочих клетей прокатные станы имеют аналогичную классификацию.
Форма поперечного сечения продукции прокатки называется профилем.
Совокупность форм и размеров профилей, получаемых прокаткой называется сортаментом.
Сортамент
    Сортовой прокат Сортовой прокат
| Листовой
| Трубы
| Прокат специального назначения
|
| простой
| фасонный
| толстостенный
|
|
сложный специальный
| |
| | | | |
К простому прокату относятся профили трехгранные, четырехгран-ные, круг и др.
К фасонному профилю относятся уголки, тавры, швеллеры, двутавры, рельсы.
К специальному – прокат разнообразной формы в зависимости от назначения.
|   Листовой прокат Листовой прокат
| Толстолистовой (более 4 мм)
|
| Тонколистовой (менее 4 мм)
(менее 0,4 мм – фольга)
|
 Обжимные станы полупродукт
Обжимные станы полупродукт
| (черновые станы)
| блюмы (150¸450 мм)
 слябы (В = 600¸2300 мм
слябы (В = 600¸2300 мм
 S = 60¸350 мм)
S = 60¸350 мм)
|
Заготовка  60¸150 мм.
60¸150 мм.
Станы – блюминги, слябинги, заготовочные станы.
|
| станы
|
|
   блюмы блюмы
| сортопрокатные
| сортовой прокат
|
  слябы слябы
| листопрокатные
| листы
|
 заготовки заготовки
| трубопрокатные
| прубы
|

| деталепрокатные
| прокат специального назначения
|






