способа сварки.
Несмотря на широкое применение различных механизированных методов сварки плавлением, наибольшее количество сварных конструкций изготовляется методом ручной дуговой сварки. Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесенным на него покрытием соответствующего состава. Один из концов стержня длинной примерно 30 мм освобожден от покрытия для его зажатия в электрододержатель с обеспечением электрического контакта. Второй конец слегка очищается для облегчения зажигания дуги посредством контакта с изделием.
Металлургические процессы, протекающие при плавлении электрода отличаются от металлургических процессов, протекающих при выплавки стали. Они характеризуются своей кратковременностью, малыми объемами реагирующих веществ, высокими температурами в зоне сварки и интенсивностью взаимодействия между металлом, шлаком и газом.
В столбе дуги происходит не только расплавление, но и испарение железа и содержащихся в нем различных химических элементов. Активно протекают окислительные процессы и процессы поглощения металлом газов из атмосферы дуги, насыщение наплавленного металла азотом, кислородом, водородом. В результате сложных окислительно-восстановительных реакций, протекающих как в газовой среде так и на границе ее раздела с металлом, а также между металлом и шлаком, происходит легирование, окисление и раскисление металла, образующего сварной шов.
Металлургические и технологические свойства электродов в значительной мере определяются свойствами шлака. Химический состав и физико-химические свойства шлакообразующей основы покрытия электродов определяют главным образом технологические свойства шлака. Соотношения компонентов покрытия выбирают таким образом, чтобы обеспечить достаточно низкую температуру плавления и вязкость шлака, а также короткий интервал затвердевания.[2]
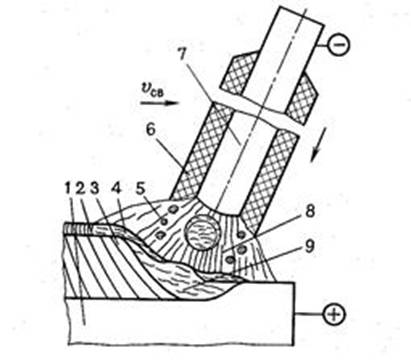
Рис.1. Схема ручной дуговой сварки плавящимся электродом
Для образования сварного соединения сварщик возбуждает дугу (8) в месте будущего шва и поддерживает ее горение. Сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль стыка заготовки. В процессе сварки дуга горит между стержнем электрода (7) и основным металлом (1). Стержень электрода плавится и расплавленный металл каплями стекает в сварочную ванну (9), рис. 1.
Пространство между свариваемыми кромками детали заполняется жидким металлом кромок детали и электрода, происходит перемешивание металлов в одной жидкой ванне.
Вместе со стержнем плавится покрытие электрода (6), образуя защитную газовую атмосферу (5) вокруг дуги и жидкую шлаковую ванну (4) на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов (3). Жидкий шлак после остывания образует твердую шлаковую корку (2). [3]
Процесс плавления и переноса электродного металла на изделие происходит непрерывно во время ее горения в виде капель и последовательно повторяется в порядке, указанном на рис. 2. Как видно из рис.2а и 2б после образования капли расплавленного металла происходит ее сближение с изделием и затем кратковременное короткое замыкание и переход капли на изделие после чего возобновляется горение дуги и процесс переноса повторяется в зависимости от полярности сварочного тока, состава электродного металла и покрытия величина капель меняется, от 0,1 - 4мм. В диаметре. При сварке крупными каплями увеличиваются разбрызгивание и потери металла, мелкокапельный перенос обеспечивает стабильность процесса сварки, лучшее использование сварочного материала и лучшее качество. Обычно мелкокапельный перенос достигается при сварке покрытыми электродами. Перенос капель расплавленного металла на изделие даже в самых неудобных его положениях объясняется действием нескольких сил. Сила тяжести способствует переносу капель при сварке в нижнем положении и препятствует в других положениях. Сила поверхностного натяжения уменьшает величину капель, придает им сферическую форму, способствует удержанию их на конце электрода и переходу в ванночку расплавленного метала, удерживает от растекания и придает капле определенную форму.
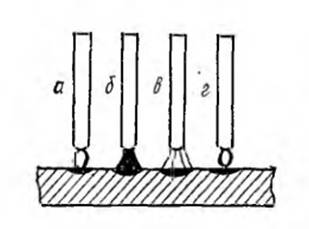
Рис. 2. Каплеобразный перенос металла:
а – образование капли, б – короткое замыкание и пернос капли, в – возобновление дуги, г – образование новой капли
[4]






