

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Термопрессовая сварка осуществляется нагревом с одновременным или последующим приложением давления либо при их сочетании. В большинстве прессовых процессов используют последующее приложение давления, обеспечивающее осадку соединения.
Значительная часть прессовых сварочных процессов может быть реализована с теми же источниками нагрева, что и термические сварочные процессы. Исключение составляет контактная сварка, где давление является обязательным фактором образования контакта для генерации теплоты.
К наиболее распространенным способам термопрессовой сварки следует отнести: контактную сварку со всеми ее разновидностями; газопрессовую; дугопрессовую; сварку в тлеющем разряде с давлением; индукционно-прессовые способы сварки; диффузионную сварку; различные способы кузнечной сварки - самого первого сварочного процесса, осуществленного человеком и до сих пор применяющегося в различных модификациях (сварка на кузнечно-прессовом оборудовании, сварка прокаткой, сварка волочением).
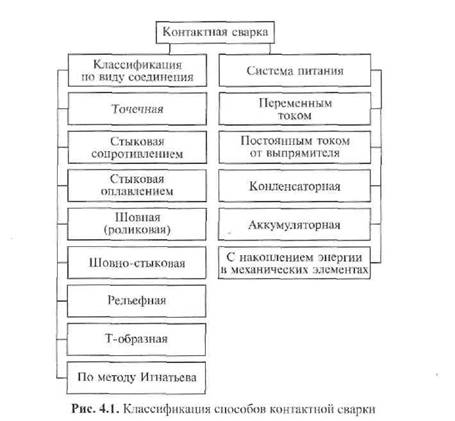
Схема классификации способов контактной сварки (наиболее обширной группы термопрессовых сварочных процессов) приведена на рис. 4.1. Кроме основных параметров - температуры нагрева Т и давления р - характер термопрессовых сварочных процессов в значительной мере определяется временем сварки t. Если в обычных термопрессовых сварочных процессах время сварки составляет единицы и десятки секунд, то в диффузионных оно может достигать нескольких десятков минут. Поскольку диффузионный сварочный процесс можно обеспечить, используя различные источники нагрева, целесообразно не выделять диффузионную сварку как отдельный метод, а считать ее способом и классифицировать по видам нагрева и защитной среды согласно схеме, приведенной на рис. 4.2.
|
|
Контактная сварка. Этот процесс применяют только для сварки металлов, когда основной энергией для сварки служит джоулева теплота, выделяемая электрическим током в зоне контакта соединяемых деталей, электрическое сопротивление которой выше электрического сопротивления основного металла. Некоторое количество теплоты при контактной сварке может выделяться и в объеме свариваемых деталей вследствие работы электрического тока, которую он совершает при прохождении через внутренний объем деталей, имеющих некоторое электрическое сопротивление. Для процессов «токовой пайки» и поверхностной сварки по методу Игнатьева выделение джоулевой теплоты в объеме деталей является доминирующим фактором, а выделение теплоты в контакте электрод - деталь незначительно.

Давление при контактной сварке служит как для формирования устойчивого электрического контакта с определенными характеристиками, так и для последующего деформирования (проковки) зоны сварного соединения с целью улучшения структуры сварного шва и уменьшения сварочных деформаций и напряжений. Количество энергии, затрачиваемое на создание давления при контактной сварке, обычно невелико и составляет всего несколько процентов от общей вводимой энергии.
Общее количество теплоты Q, выделяемое в электрическом контакте, в соответствии с законом Джоуля - Ленца определяется как

где I - ток, проходящий через контакт; R - контактное сопротивление; t - время прохождения тока через контакт.
Для реальных металлов среднее значение R обычно мало (10...200 мкОм), время t также нельзя выбирать большим ввиду возможности газонасыщения металла при сварке (обычно t < 1 с). В результате для выделения достаточного количества энергии при контактной сварке необходимо применение значительных токов I, что в основном и определяет специфику оборудования для контактной сварки, которая состоит в том, что контактная сварочная машина при питании непосредственно от сети должна кратковременно потреблять значительную мощность (20...500 кВА). Это крайне невыгодно с энергетической точки зрения, и для процессов контактной сварки в ряде случаев стараются применять системы электропитания с накоплением энергии (в конденсаторах, аккумуляторах, вращающихся маховиках). Такое сварочное оборудование более равномерно загружает питающую сеть, имеет меньшую среднюю установочную мощность, но обычно дороже и сложнее в эксплуатации.
|
|
При контактной сварке принципиально возможно вести процесс в двух вариантах: с нагревом металла до высокопластичного состояния без плавления; с плавлением металла в зоне сварки и образованием литой структуры (литого ядра). Оба эти процесса находят промышленное применение, однако второй вариант энергетически выгоднее, так как сопротивление переходного контакта в этом случае обычно больше и требуются меньшие сварочные токи. Кроме того, образование литого ядра - известная гарантия получения качественного сварного соединения, так как ядро значительно проще проконтролировать, чем зону деформации при сварке без плавления.
Сварка токами высокой частоты. Это способ сварки давлением, называемый высокочастотной сваркой, характеризуется тем, что кромки деталей нагреваются током высокой частоты (2,5...450 кГц) до температуры оплавления. В основе эффекта нагрева при высокочастотной сварке металлов лежит закон электромагнитной индукции. В массе материала, имеющего электронную проводимость (металл, графит), в переменном магнитном поле наводится ЭДС, изменяющаяся с той же частотой, что и внешнее магнитное поле. В результате появляются индукционные токи (вихревые токи, или токи Фуко), которые и вызывают нагрев материала.
Идея высокочастотного нагрева металла в технологических целях, в частности при сварке, по существу сводится к концентрации магнитного поля в малом объеме материала и как следствие - к повышению плотности индуцируемых токов в месте желаемого нагрева. При высокочастотной сварке нагрев свариваемых поверхностей обеспечивается за счет использования основных эффектов, связанных с прохождением тока высокой частоты по металлическим проводникам - поверхностного эффекта и эффекта близости. Кроме того, при использовании тока высокой частоты возможна бесконтактная передача энергии в зону сварки даже при сваривании сравнительно тонкостенных деталей в результате наведения в свариваемых кромках вихревых токов при помощи индукторов.
|
|
Достоинства высокочастотного нагрева легли в основу нескольких разновидностей процессов сварки и пайки, применяемых в промышленности. При высокочастотной сварке металлов процесс можно вести как плавлением соединяемых кромок с образованием сварочной ванны, так и давлением, в результате применения которого возникают пластические деформации.
Относительная сложность и энергоемкость оборудования для высокочастотной сварки делают ее наиболее приемлемой в условиях непрерывного производства (сварка продольных швов труб, замкнутых профилей и изделий аналогичной формы, биметаллических лент), где необходимо обеспечить большую скорость сварки (10... 120 м/мин). Сварочное оборудование обычно представляет собой лимитирующее звено в общей достаточно сложной и дорогостоящей цепи технологического оборудования.
Нагрев токами высокой частоты применяют и для сварки пластмасс. Частота используемого в этом случае тока значительно выше - до 40 МГц, причем сваривать можно лишь пластмассы с относительно большим тангенсом угла диэлектрических потерь (tg 5) - полиметилметакрилат, поливинилхлорид и т. д.
Кузнечная сварка
Кузнечная сварка возникла в ходе освоения человеком формообразования нагретого металла при кузнечной обработке. Для осуществления кузнечной сварки металл сначала нагревают (чаще всего в печи) до «сварочного жара». Применительно к стали это составляет 1500... 1600 К. Затем соединяемые детали подвергают совместной проковке, во время которой вследствие пластической Деформации образуется сварное соединение. Основным достоинством кузнечной сварки следует считать получение сварного соединения со значительной степенью деформации металла шва, что повышает его механические характеристики и приближает их к свойствам основного металла.
|
|
Развитие технологии и оборудования кузнечно-прессового производства привело к возникновению нескольких разновидностей кузнечной сварки, которые нашли применение в промышленности:
1) собственно кузнечная сварка, когда для осуществления процесса используют кузнечные молоты и гидравлические прессы;
2) сварка прокаткой в результате совместной деформации деталей (чаще всего листов) при их прокатке. Этот процесс применяется при изготовлении различных биметаллических заготовок, листовых теплообменников и т. д.;
3) сварка волочением, когда детали подвергают деформированию при их протягивании через специальную фильеру (волоку). Такая технология используется при изготовлении различных биметаллических проволок, трубок, лент.
С энергетической точки зрения кузнечные сварочные процессы достаточно выгодны - не требуют источников с высокой концентрацией энергии, но для их осуществления, как правило, необходимо сложное и металлоемкое кузнечно-прессовое оборудование.
|
|
|

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!