· Вырубание канавок на плоской поверхности.
Рис.13 
1. Разметить канавки и накернить разметочные риски.
2. Заточить крейцмейсель с поднутрением (Рис.13).
3. Зажать заготовку в тисках так, чтобы дно канавки было выше губок тисков на 2-3 мм.
4. Прорубить крейцмейселем канавку предварительно (толщина стружки 1-2 мм), а затем окончательно (толщина стружки 0,5-1,0 мм).
· Вырубание канавок на вогнутой поверхности.
Рис.14 
1. Разметить канавки на вогнутой поверхности карандашом.
2. Прорубить канавки канавочником сначала от одного края до середины, а затем от другого края до середины.
3. Вырубание канавок производить за три рабочих хода (Рис.14):
a. наносить по канавочнику легкие удары молотком, наметив след канавки по разметочным рискам;
b. углублять канавку, выдерживая ее профиль и оставляя припуск (0,5 мм) для чистовой рубки;
c. выполнять чистовую рубку с двух концов, выравнивая неровности и придавая канавке требуемые глубину, ширину и шероховатость поверхности.
4. Проверить качество вырубания радиусной поверхности (боковые поверхности и дно не должны иметь уступов); ширину и глубину канавок проверить по радиусному шаблонурабочих хода.
Заточка инструмента.
· Заточка зубила.
Рис.15
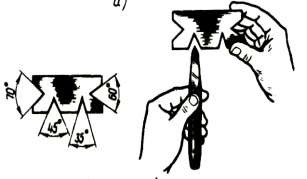
Рис.16 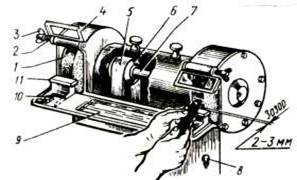
Внимание!
1. При подготовке к заточке инструмента провести подготовку станка к работе:
- проверить надежность защитных устройств;
- обеспечить зазор 2-3 мм между передвижным подручником и заточным кругом;
- опустить защитный экран;
- обеспечить наличие охлаждающей жидкости.
2. Включить заточной станок.
3. Правой рукой взять зубило так, чтобы его головка упиралась в ладонь, большой палец был сверху, а остальные пальцы крепко обхватывали зубило сбоку.
4. Пальцами левой руки взять зубило ближе к острию так, чтобы большой палец был сверху.
5. Положить зубило на подручник фаской к заточному кругу. Осторожно приблизить зубило к кругу и снять с фаски металл ровным слоем. Нажим на зубило делать плавным, легким.
6. Повернуть зубило второй фаской к кругу и снять с нее ровный слой металла.
7. Зубило периодически охлаждать в охлаждающей жидкости (Рис.15).
8. Проверить угол заточки зубила шаблоном или универсальным угломером (Рис.16).
· Заточка крейцмейселя.
1. Заточку крейцмейселя проводить аналогично заточке зубила.
Внимание!
При частой заточке крейцмейсельукарачивается и его лезвие делается толще, поэтому надо сошлифовать и обе боковые его грани так, чтобы толщина в месте начала фасок была 2-3 мм.
2. Проверить шаблонами угол заточки и толщину фасок.
· Проверка углов заточки.
1. Проверку углов заточки зубила и крейцмейселя, а также толщину фасок крейцмейселя проводить шаблонами или универсальными угломерами.
Углы заточки:
· Твердые материалы - 70º
· Материалы средней твердости - 60º
· Мягкие материалы - 45º
· Алюминиевые сплавы - 35º
Уборка рабочих мест.
Обучающиеся производят уборку рабочих мест, сдают инструменты и выполненные работы.
Список используемой литературы
1. Макиенко Н.И. Общий курс слесарного дела, М, Академия 1984, 176с.
2. Кирсанов К.О., Матвеев К.И., Основы слесарного дела, М.: 2002.
3.Покровский Б. С. Производственное обучение слесарей: учебное пособие для проф. образования, - М. Издательский центр «Академия», 2006. 224с.
4. Б.С. Покровский, В.А. Скакун Слесарное дело Москва Издательский центр Акодемии 2006.
Обратная связь: [email protected]






