РАСЧЁТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине «Технология композитных конструкций»
на тему: «Расчёт пресс-формы детали»
Пояснительная записка
РГР – 02068999.45.09.00.00.000 ПЗ
Выполнил:
студент гр. РК-171
Д.А. Крючкова
Дата_________Подпись_________
Проверил:
пр.
М.Ю. Агарин
Дата_________Подпись_________
Омск 2019
Оглавление
Введение. 3
Исходные данные. 4
Выбор схемы прессования. 5
Расчёт. 6
Процессы, проходящие при твёрдофазном спекании. 8
Заключение. 9
Список использованных источников. 10
Введение
Цель данной расчётно-графической работы заключается в изучении метода получения композиционных материалов при помощи порошковой металлургии, проведении расчёта пресс-формы детали.
Порошковая металлургия – это область техники, охватывающая процессы получения порошковых материалов и металлоподобных соединений и изготовления изделий из них без расплавления.
Технологическая схема получения изделий методами порошковой металлургии включает:
- производство порошков металлов и других материалов;
- смешивание порошков для получения химической однородности многокомпонентной шихты и введения твёрдой смазки или пластификатора;
- формование заготовки из порошка со связкой или без неё путём прессования или прокатки;
- спекание заготовки при температуре ниже температуры плавления основного компонента;
- дополнительную обработку спечённого изделия – механическую обработку, пропитку.
Таким образом, для производства прессовки методом порошковой металлургии необходимо определить основные величины – вес навески шихты, высоту засыпки порошка в форму, усилие прессования, высоту прессовки после выталкивания, температуру, время и атмосферу спекания.
Исходные данные
Чертёж детали (рисунок 1);
Материал детали: медно-графитный порошок (1,5% графита);
Удельная плотность компактного сплава γк = 8,8 г/см3;
Насыпная плотность шихты γнас=1,7 г/см3;
Пористость прессовки Ппрес=50%;
Пористость после спекания Пспеч=30%;
Давление прессования Р=600 МПа.
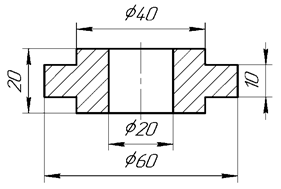
Рисунок 1 – Чертёж детали
Рассчитать пресс-форму. Объяснить процессы, проходящие при твёрдофазном спекании.
При расчёте необходимо:
а) определить вес навески шихты;
б) определить высоту засыпки порошка в форму;
в) определить усилие прессование;
г) определить высоту прессовки после выталкивания;
д) выбрать температуру, время и атмосферу спекания.
Выбор схемы прессования
Схема прессования определяется сложностью конфигурации прессуемой заготовки. Согласно классификации прессуемых изделий по группам сложности (рис.2) определяем группу сложности детали.

Рисунок 2 – Классификация прессуемых изделий по группам сложности
В данном случае деталь представляет собой втулку с отверстием, наружным буртом и отношение высоты к минимальной толщине стенки:
 – деталь IV группы сложности.
– деталь IV группы сложности.
Для деталей IV групп применяют схемы прессования с несколькими верхними и нижними пуансонами (рисунок 3).
а – прессование с неподвижным нижним пуансоном для бурта детали
б – прессование с неподвижным нижним пуансоном для высокой части втулки
в – прессование встречным
перемещением нижних пуансонов
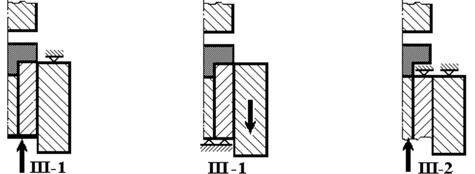
г – 1-й ход выталкивания (матрица неподвижна, нижние пуансоны поднимаются вместе)
д – 1-й ход выталкивания (матрица стягивается вниз, нижние пуансоны неподвижны)
е – 2-й ход выталкивания (нижний пуансон выпрессовывает деталь из пуансона бурта)
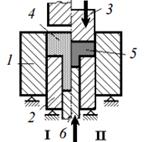
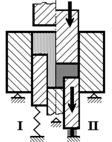
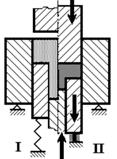
Рисунок 3 – Схема прессования деталей IV группы сложности: переходы: I – загрузка порошка; II – прессование; III-1, III-2 – рабочие ходы выпрессовки 1 – матрица; 2, 6 – нижние пуансоны; 3 – верхний пуансон; 4 – порошок в камере засыпки; 5 – прессовка
Расчёт
Выбор схемы прессования

а – загрузка порошка
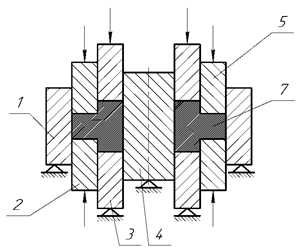
б – прессование
Рисунок 4 – Схема прессования детали: переходы: а – загрузка порошка; б – прессование;
1,4 – матрица; 2, 3 – нижние пуансоны; 5 – верхние пуансоны; 6 – порошок в камере засыпки; 7 – прессовка
Заключение
В данной расчётно-графической работе был изучен метод получения композиционных материалов при помощи порошковой металлургии, проведён расчёт пресс-формы детали, определена группа сложности детали и составлена схема прессования.
Согласно расчёту, вес навески шихты составил Q = 219,3 г; высота засыпки порошка в форму Нзас = 5,13 см; усилие прессования Р =  кг; высота прессовки после выталкивания h = 2,16 см.
кг; высота прессовки после выталкивания h = 2,16 см.
С учётом состава порошка были назначены условия спекания: спекание проводить в вакууме в течение 1 часа при температура спекания tсп=800о С.
РАСЧЁТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине «Технология композитных конструкций»
на тему: «Расчёт пресс-формы детали»
Пояснительная записка
РГР – 02068999.45.09.00.00.000 ПЗ
Выполнил:
студент гр. РК-171
Д.А. Крючкова
Дата_________Подпись_________
Проверил:
пр.
М.Ю. Агарин
Дата_________Подпись_________
Омск 2019
Оглавление
Введение. 3
Исходные данные. 4
Выбор схемы прессования. 5
Расчёт. 6
Процессы, проходящие при твёрдофазном спекании. 8
Заключение. 9
Список использованных источников. 10
Введение
Цель данной расчётно-графической работы заключается в изучении метода получения композиционных материалов при помощи порошковой металлургии, проведении расчёта пресс-формы детали.
Порошковая металлургия – это область техники, охватывающая процессы получения порошковых материалов и металлоподобных соединений и изготовления изделий из них без расплавления.
Технологическая схема получения изделий методами порошковой металлургии включает:
- производство порошков металлов и других материалов;
- смешивание порошков для получения химической однородности многокомпонентной шихты и введения твёрдой смазки или пластификатора;
- формование заготовки из порошка со связкой или без неё путём прессования или прокатки;
- спекание заготовки при температуре ниже температуры плавления основного компонента;
- дополнительную обработку спечённого изделия – механическую обработку, пропитку.
Таким образом, для производства прессовки методом порошковой металлургии необходимо определить основные величины – вес навески шихты, высоту засыпки порошка в форму, усилие прессования, высоту прессовки после выталкивания, температуру, время и атмосферу спекания.
Исходные данные
Чертёж детали (рисунок 1);
Материал детали: медно-графитный порошок (1,5% графита);
Удельная плотность компактного сплава γк = 8,8 г/см3;
Насыпная плотность шихты γнас=1,7 г/см3;
Пористость прессовки Ппрес=50%;
Пористость после спекания Пспеч=30%;
Давление прессования Р=600 МПа.
Рисунок 1 – Чертёж детали
Рассчитать пресс-форму. Объяснить процессы, проходящие при твёрдофазном спекании.
При расчёте необходимо:
а) определить вес навески шихты;
б) определить высоту засыпки порошка в форму;
в) определить усилие прессование;
г) определить высоту прессовки после выталкивания;
д) выбрать температуру, время и атмосферу спекания.
Выбор схемы прессования
Схема прессования определяется сложностью конфигурации прессуемой заготовки. Согласно классификации прессуемых изделий по группам сложности (рис.2) определяем группу сложности детали.
Рисунок 2 – Классификация прессуемых изделий по группам сложности
В данном случае деталь представляет собой втулку с отверстием, наружным буртом и отношение высоты к минимальной толщине стенки:
– деталь IV группы сложности.
Для деталей IV групп применяют схемы прессования с несколькими верхними и нижними пуансонами (рисунок 3).
а – прессование с неподвижным нижним пуансоном для бурта детали
б – прессование с неподвижным нижним пуансоном для высокой части втулки
в – прессование встречным
перемещением нижних пуансонов
г – 1-й ход выталкивания (матрица неподвижна, нижние пуансоны поднимаются вместе)
д – 1-й ход выталкивания (матрица стягивается вниз, нижние пуансоны неподвижны)
е – 2-й ход выталкивания (нижний пуансон выпрессовывает деталь из пуансона бурта)
Рисунок 3 – Схема прессования деталей IV группы сложности: переходы: I – загрузка порошка; II – прессование; III-1, III-2 – рабочие ходы выпрессовки 1 – матрица; 2, 6 – нижние пуансоны; 3 – верхний пуансон; 4 – порошок в камере засыпки; 5 – прессовка
Расчёт
Определение массы навески шихты
Масса навески шихты Q определяется по формуле:
 ,
,
где γк – удельная плотность компактного сплава (беспористого материала), г/см3;
V д – объём готовой детали, см3;
Пспеч – пористость после спекания, %;
K 1 – коэффициент, учитывающий потери порошка при прессовании, (K1=1,005—1,01, в зависимости от точности изготовления деталей пресс-формы);
K 2 – коэффициент, учитывающий потери веса при спекании в результате восстановления окислов и выгорания примесей (K 2 =1,01—1,03).
Находим объём детали:
 мм3=34,5575 см3.
мм3=34,5575 см3.
Откуда масса навески шихты:
 г.
г.






