

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Цель работы
1.1. Изучить оборудование для термической обработки сталей.
1.2. Изучить технологию отжига, закалки и нормализации углеродистых сталей.
1.3. Определить влияние скорости охлаждения на твердость углеродистых сталей после термической обработки.
Задание
2.1. Изучить принцип определения температуры термической обработки углеродистых сталей на основе диаграммы состояния «железо – углерод».
2.2. Изучить методику определения времени нагрева и выдержки закаливаемого образца в печке.
2.3. Провести отжиг образцов (Сталь 45).
2.4. Провести закалку отожженных образцов в следующих средах: вода, индустриальное масло И 20.
2.5. Провести нормализацию (сталь 45).
2.6. Провести отпуск закаленных образцов.
2.7. Определить твердость термообработанных образцов на приборах ТК – 2, ТШ - 2.
Техника безопасности
3.1. Процесс закалки следует проводить только в присутствии преподавателя или учебного мастера.
3.2. Не следует прикасаться к нагретым частям нагревательной печи.
3.3. Процесс загрузки и выемки образцов следует выполнять только с использованием специальных клещей и спецодежды.
3.4. Включение печки и твердомера разрешается только по указанию преподавателя (учебного мастера), ведущего занятия.
3.5. Запрещается самостоятельно устранять неисправности оборудования.
Оснащение рабочего места
4.1. Оборудование: нагревательная печь СНОЛ, твердомер ТК-2 и ТШ- 4.
4.2. Инструмент: набор клещей, емкости с охлаждающими жидкостями (вода, масло).
4.3. 3 образца для термообработки из стали 45.
Последовательность выполнения работы
5.1. Измерить твердость образцов до термической обработки на приборе Бринелля.
|
|
5.2. Определить по справочным данным режимы термической обработки стали 40 (отжига, нормализации и закалки).
5.3. Загрузить образцы в печь и после заданной выдержки последовательно, по одному, охладить в воде, масле и на воздухе.
Образцы подвергаются отжигу до лабораторного занятия.
5.4. Измерить, твердость образцов после термической обработки на приборе Роквелла.
5.5.Загрузить образцы в печь и подвергнуть их высокому отпуску с охлаждением на воздухе.
5.6. Выключить нагревательную печь и убрать рабочее место.
Отчет о работе
Отчет о выполнении лабораторной работы должно отражать следующее:
6.1. Название работы.
6.2. Цель работы.
6.3. Список литературы.
6.4. Сведения из теории: основные виды термических обработок.
6.5. Таблица 1. Результаты испытаний
|
Марка стали |
Твердость Исходная |
Толщина образца |
Общее время нагрева |
Твердость | ||
| В воде | В масле | На воздухе | ||||
| Сталь 45 | ||||||
6.6. Результаты испытаний твердости образцов представить в виде зависимости твердости от среды охлаждения.
6.7. Выводы.
Работу выполнил:
ст.-т___________гр._____________
Работу принял:
______________________________
Общие сведения о термической обработке
Теоретические сведения. Термической обработкой стали называется технологический процесс, состоящий из нагрева стали до определенной температуры, выдержки при данной температуре и последующего охлаждения с заданной скоростью. При термической обработке стали получают необходимые свойства, изменяя ее структуру без изменения химического состава.
Любой режим термической обработки может быть представлен графически в координатах «температура - время». Термическую обработку характеризуют основные параметры: нагрев до определенной температуры, выдержка при этой температуре, скорость нагрева и скорость охлаждения (рис. 6.1).
|
|
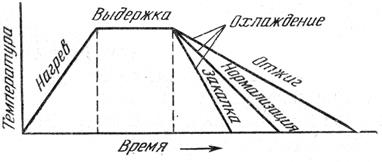
Рисунок 6.1 – График термической обработки стали
В зависимости от температурных режимов и скоростей охлаждения термическая обработка подразделяется на следующие виды: отжиг, нормализация, закалка, отпуск
В зависимости от содержания углерода температуру нагрева углеродистой стали выбирают по диаграмме железо - цементит (рис.6.2), уточняют по справочным данным и экспериментальным путем. Время определяется расчетом, по справочным данным и опытом. В настоящей работе рассматриваются отжиг, нормализация и закалка, которые осуществляются за счет превращений аустенита.
Отжиг заключается в нагреве стали выше критических температур (точек АС1 или АСз), выдержке при данной температуре и медленном охлаждении (обычно вместе с печью). В зависимости от требований, предъявляемых к свойствам стали, различают следующие виды отжига: диффузионный (гомогенизация), полный, неполный (для заэвтектоидных сталей называется сфероидизацией), изотермический, низкий (рис. 6.2).
Цель отжига — устранить внутренние напряжения, измельчить зерно, придать стали пластичность перед последующей обработкой и привести структуру в равновесное состояние.
Рисунок 6.2 – Схема различных видов отжигов
Диффузионный отжиг(гомогенизация) производится при температурах 1100...1200° С в течение 30...50 ч для устранения дендритной ликвации.
Конструкционные стали подвергаются полному отжигу — нагреву до температуры на 30...50 0С выше точки А С3, с последующим медленным охлаждением, обеспечивающим превращение аустенита в ферритоцементитную смесь в области температур, близких к АС1. Инструментальные (заэвтектоидные) стали нагревают на 30...50 0С выше точки АС1 — неполный отжиг. Этот отжиг на зернистый перлит производится с целью снижения твердости для лучшей обрабатываемости резанием и подготовки структуры к закалке.
При изотермическом отжиге конструкционную сталь нагревают до температуры на 30...50 0С выше точки Ас3, а инструментальную – выше АС1 на 50...100 0С, затем следует выдержка и медленное охлаждение в расплавленной соли до температуры несколько ниже точки Ас1, (680..700 0С). При этой температуре сталь подвергают изотермической выдержке, при которой происходит полное превращение аустенита в перлит, с последующим охлаждением на воздухе.
|
|
Нормализацией стали называют нагрев доэвтектоидных сталей выше критической точки Ас3, эвтектоидных и заэвтектоидных сталей – выше критической точки Аст на 30...50 0С с непродолжительной выдержкой и последующим охлаждением на воздухе. После нормализации углеродистые стали имеют ту же структуру, что и при отжиге, но перлитные смеси получаются более мелкодисперсными, так как распад аустенита происходит при больших степенях переохлаждения. Цель нормализации – перекристаллизация зерна стали, снятие внутренних напряжений, подготовка стали к дальнейшей пластической деформации, механической или термической обработке. Нормализация – дешевый и простой вид термической обработки углеродистых сталей, содержащих менее 0,5...0,6 % С, при подготовке их к обработке резанием и может заменять отжиг. В заэвтектоидных сталях нормализация с температуры выше Астпредназначена для устранения цементитной сетки.
Наиболее распространенным видом упрочняющей термической обработки углеродистых сталей, содержащих углерода более 0,3%, является закалка.
3акалкой называется термообработка, состоящая из нагрева доэвтектоидных сталей выше критической точки Ас3, эвтектоидных и заэвтектоидных сталей выше Ас1на 30...50 0С (рис. 6.3), выдержки при данной температуре с целью полного превращения ά –Fe в γ-Fe и последующего охлаждения со скоростью больше критической (минимальная скорость охлаждения, обеспечивающая превращение переохлажденного аустенита в мартенсит).
Рисунок 6.3 - Диаграмма интервалов закалочных температур
При скорости охлаждения больше критической углерод не успевает выделиться из кристаллической решетки (в соответствии с ее перестройкой из γ-железа в ά-железо), в результате чего образуется однофазный перенасыщенный твердый раствор углерода в ά-железе, который получил название мартенсита. Пресыщение углеродом приводит к значительным искажениям пространственной решетки железа, создается высокая плотность порогов дислокации, нарушается равенство межатомных сил и в стали накапливается значительная внутренняя потенциальная энергия. Сталь приобретает высокую твердость, но ее пластичность при этом падает.
|
|
При закалке в качестве охлаждающей среды чаще всего используют воду, иногда с добавками солей, щелочей. Для закалки существенное значение имеет скорость охлаждения в интервале температур, где аустенит менее устойчив(650…5500 0С). Этот интервал температур при закалке нужно пройти быстро. Важное значение имеет скорость охлаждения в интервале температур 300…200 ОС, когда во многих сталях происходит образование мартенсита. В этом районе температур требуется медленное охлаждение (на воздухе), во избежание возникновения напряжений и закалочных трещин. В зависимости от способа охлаждения стали различают следующие виды закалок: закалка в одном охладителе, закалка в двух средах, ступенчатая закалка, изотермическая закалка и закалка с обработкой холодом.
Закалка в одном охладителе заключается в том, что нагретую под закалку деталь погружают в закалочную среду, в которой она находится до полного охлаждения. Применяют для несложных деталей из углеродистых и легированных сталей.
При закалке в двух средах (прерывистая закалка) деталь сначала погружают в быстроохлаждающую среду (вода), а затем быстро переносят в другую среду (масло или на воздух), где она охлаждается до комнатной температуры. Такую закалку применяют обычно для обработки инструмента из высоколегированной стали.
При ступенчатой закалке нагретая деталь охлаждается в среде температурой 200...250 0С (например, в горячем масле), а затем после небольшой выдержки охлаждается на воздухе.
Изотермическая закалка производится так же, как и ступенчатая, но выдержка в закалочной среде более продолжительная, до полных фазовых превращений.
Закалка с обработкой холодом заключается в охлаждении закаленной стали, содержащей остаточный аустенит, до температур ниже нуля. Обработка холодом производится после закалки, после чего весь остаточный аустенит может переходить в мартенсит. Применяется для высокоуглеродистых сталей (выше 0,6 % С) и инструментальных сталей.
Дефекты закалки: недогрев, перегрев, пережог, обезуглероживание, коробление, трещины и т.д.
Если нагрев стали был ниже критической точки, то говорят о закалке с недогревом. Этот дефект исправимый, для чего сталь подвергают отжигу, а затем проводят закалку в соответствии с технологическими рекомендациями.
Перегрев имеет место тогда, когда сталь нагревают до температуры значительно превышающей критическую. Перегрев стали перед закалкой ведет к крупнозернистому, резко – игольчатому хрупкому мартенситу. Перегрев также можно исправить отжигом с последующей закалкой.
При пережоге стали, кислородпроникаетна границы зерен, хрупкость становится еще большей. Сожженная сталь окончательно испорчена, и вторичной термической обработкой ее исправить нельзя.
|
|
Обезуглероживание и окисление поверхности происходит при нагреве в пламенных или электрических печах без контролируемых атмосфер. Чтобы избежать этих дефектов, надо нагрев вести в специальных печах с защитной (инертной и контролируемой) атмосферой.
Закалка стали сопровождается увеличением внутренних напряжений (вследствие искажения кристаллической решетки), которые являются причиной образования трещин и коробления. Трещины являются неисправимым дефектом, а коробления можно устранить последующей рихтовкой или правкой. По указанным выше причинам, закаленные изделия и инструмент подвергают отпуску.
Отпуском называют нагрев закаленной стали до температуры ниже точки Ас1 с выдержкой при данной температуре и последующим охлаждением на воздухе). Цель отпуска — уменьшение закалочных напряжений, снижение твердости и увеличения пластичности и ударной вязкости. Основное превращение при отпуске – распад мартенсита, т. е. выделение углерода из пересыщенного твердого раствора в виде мельчайших кристалликов карбида железа – вторичного цементита.
В зависимости от температуры нагрева различают три вида отпуска.
Низкий отпуск производится при 120...150 °С (отпуск на отпущенный мартенсит). Его применяют после закалки инструментов, цементованных и цианированных изделий, а также после поверхностной закалки. При низком отпуске выделяются карбиды железа из участков мартенсита, которые снижают концентрацию углерода и тем самым закалочные напряжения, при этом твердость стали не уменьшается.
Средний отпуск (отпуск на троостит) происходит при нагреве до температур 350...450° С после закалки. При этом снижается твердость. Средний отпуск рекомендуется для пружин и рессор.
Высокий отпуск ' (отпуск на сорбит) производится при температуре 500... 650° С. Применяют в машиностроении для изделий из конструкционной стали с целью обеспечения достаточной прочности, одновременно вязкости и пластичности. Сочетание закалки с высоким отпуском на сорбит называется улучшением. Эту операцию применяют для среднеуглеродистых сталей (0,35...0,6 %С).
8. Контрольные вопросы
8.1 Что называется термической обработкой.
8.2. Пользуясь диаграммой железо – углерод, укажите, до какой температуры необходимо нагревать при закалке сталь, содержащую 0,4% С.
8.3. Как влияет критическая скорость закалки на выбор охладителя.
8.4. Чем отличается нормализация от других видов термических обработок.
8.5. Для каких изделий целесообразно проводить закалку с обработкой холодом и почему.
8.6. Что называют «улучшением» стали.
8.7. С какой целью после закалки проводят отпуск.
8.8. Перечислите основные виды отпуска и характеристики свойств отпущенных сталей;
8.9. Как влияет скорость охлаждения на продукты распада аустенита;
8.10. Основные виды термических обработок, применяемых в машиностроении;
8.11. С какой целью производят отжиг стали;
8.12. Основные виды отжига;
8.13. Принцип упрочнения стали при закалке;
8.14. Назовите основные дефекты при закалке стали;
8.15. Какая скорость охлаждения называется критической скоростью закалки;
8.16. Можно ли провести закалку стали марок Сталь 15 и Сталь 20;
Список рекомендуемой литературы
9.1. Практикум по технологии конструкционных материалов и материаловедению / Под.ред. С.С. Некрасова – М.: Агропромиздат, 1991.
9.2. Дриц М.Е., Москалев М.А. Технология конструкционных материалов и материаловедение. - М.: Высшая шк., 1990.
9.3. Арзамасов Б.Н. и др. Материаловедение. – М.: Машиностроение, 1986.
Лабораторная работа № 7
|
|
|
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!