

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
| Материалы | Толщина, мкм | Температура инструмента, ºС | Давление, МПа | Выдержка, с |
| ПЭВД | 30-40 60-90 150-200 | 130-140 140-160 160-180 | 0,05-0,06 0,05-0,06 0,05-0,06 | 2-3 2-3 2-3 |
| ПЭНД | 60-150 | 200-220 | 0,05-0,06 | 2-3 |
| СЭП-10 (сополимер этилена с пропиленом) | 60-150 | 200-220 | 0,06-0,08 | 2-3 |
| ПП | 60-150 | 230-240 | до 0,1 | 2-3 |
| ПА (полиамид) | 60-150 | 185-200 | 0,06-0,08 | 5-6 |
Таблица 2
Режим сварки полимерных пленок с двусторонним контактным нагревом
| Материал | Толщина, мкм | Температура инструмента, ºС | Давление, МПа | Выдержка, с |
| ПЭНД | 150-600 | 160-170 | 0,08-0,09 | 2-3 |
| СЭП-10 | 150-300 | 160-170 | 0,08-0,09 | 2-3 |
| ПП | 150-300 | 180-200 | 0,09 | 2-3 |
| ПА | 130-200 | 210-220 | 0,04-0,05 | 10-15 |
| Фторопласт-4 | 100-200 | 390-400 | 0,02-0,05 | 120-150 |
Порядок выполнения работы
Для определения оптимальных режимов сварки проплавлением пленочного материала необходимо выполнить сварку образцов, последовательно меняя один из параметров режима: температуру нагревателей, время сварки (продолжительность выдержки материала при температуре сварки).
Для сварки подготовить образцы из полиэтиленовой пленки с размерами 100х160 мм. Образцы складываются попарно и провариваются согласно рис.3.
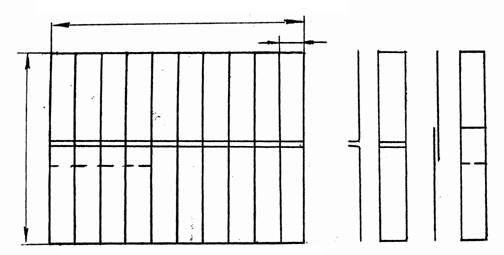
Рис. 3. Свариваемые образцы
Перед сваркой поверхности пленки, подлежащие соединению, необходимо очистить от пыли и обезжирить с помощью тканевого тампона, смоченного в бензине или ацетоне.
Сварку произвести с помощью устройства прессового типа, снабженного нагревателем с регулятором температуры.
Величину сварочного давления в процессе экспериментов поддерживать постоянной и равной 0,05 МПа (0,5кГс/см2).
Выполнить последовательно сварные швы на образцах при температуре нагревателя 150, 180, 210, 240 ºС с продолжительностью времени сварки 1,2,3,4 сек.
Определение прочности сваренных пленочных образцов на расслаивание и на сдвиг произвести на полосках прямоугольной формы, вырезанных из сваренных образцов. Для каждого вида испытаний вырезать по 4-5 образцов шириной 10 мм согласно схемы раскроя, приведенной на рис.3.
Испытания производить на разрывной машине WPМ со скоростью перемещения подвижного зажима равной 100 мм/мин.
Прочность на расслаивание и сдвиг вычислить из соотношений:
 и
и  ,
,
где Р – разрушающее усилие, Н; b – ширина образца, см.
Результаты испытаний внести в табл. 3.
Таблица 3
| Режим сварки | Прочность, МПа | ||
| Температура, ºС | Продолжительность, с | При расслаивании | При сдвиге |
Контрольные вопросы
1. Назовите основные параметры режима процессов сварки полимерных пленок нагретым инструментом
2. Опишите физическую сущность образования сварного соединения при сварке нагретым инструментом.
3. Укажите различие в физических свойствах термопластичных и термореактивных полимеров, приведите примеры.
4.Какие дефекты сварных соединений характерны для сварки пленочных материалов нагретым инструментом.
5. Назовите основные преимущества и недостатки сварки нагретым инструментом.
6. Перечислите и опишите схемы сварки пленочных материалов нагретым инструментом
Лабораторная работа 2.
Контактно-тепловая сварка полимерных труб
Цель работы
Изучить сущность процесса, методику нахождения оптимальных режимов и контроль качества сварных соединений при контактно-тепловой сварке полимерных трубопроводов
Оборудование и материалы
1. Сварочная установка УСПДТ-110
2. Устройство для муфтовой сварки
3. Разрывная машина РП-100
4. Инструменты для подготовки образцов (ножовка, напильник, штангенциркуль, линейка)
5. Полиэтиленовые трубные заготовки и муфты
6. Растворители для обезжиривания (бензин, ацетон)
Содержание и форма отчета
1. Название и цель работы
2. Описать ход выполнения работы
3. Привести данные, полученные в ходе выполнения работы, схему выполнения работ (экспериментов)
4. Сделать выводы по работе
Общие положения
Основным типом сварного соединения труб является стыковое. Трубы малого диаметра и при толщине стенки менее 4 мм во избежание потери формы сваривают с помощью муфт или в раструб.
Сборку, механическую обработку торцов и их сварку выполняют с помощью специальных устройств. В начале концы труб центрируют по наружной поверхности таким образом, чтобы смещение кромок не превышало 10% номинальной толщины стенки свариваемых труб. Вылет концов труб из зажимов сварочных устройств должен составлять 15-30 мм. Толщина слоя, снимаемого перед сваркой механическим путем, должна быть не менее 0,5 мм, при этом косина реза не должна допускать зазор при сведении кромок более 0,5 мм.
В целом технологический цикл сварки (рис. 4) включает последовательное выполнение следующих операций:
- установку и зажатие концов свариваемых труб в сварочном устройстве;
- механическую обработку свариваемых поверхностей для обеспечения их параллельности;
- нагрев свариваемых поверхностей, включающий два этапа:
а) оплавление кромок, при котором детали прижимают к нагревателю с усилием сварки для обеспечения контакта;
б) прогрев, когда давление снижается практически до нуля и детали выдерживают в течение времени, зависящего от толщины стенки;
- удаление нагревателя из зоны сварки и сведение торцов труб;
- плавное увеличение усилия сварки до значений, обеспечивающих оптимальное давление в зоне сварки;
- выдержка под давлением до полного охлаждения.
Основными параметрами стыковой контактно-тепловой сварки оплавлением являются: температура нагрева инструмента, время оплавления поверхностей, давление прижима при оплавлении, давление сварки и пауза между оплавлением и сжатием деталей.
Температура нагрева инструмента зависит от марки свариваемого материала, то есть от температуры его плавления. Как и при сварке проплавлением, ориентировочно температуру инструмента выбирают как:
Т н = Т пл + (50…100) ºС.
Время оплавления торцев зависит, в основном, от теплопроводности материала, и определяется по таблицам, составленным на основе теоретических расчетов и экспериментальных данных.
Давление прижима деталей к нагревателю и давление в процессе осадки различны. Чрезмерное давление прижима приводит к быстрому выдавливанию расплава из зоны нагрева и в результате недостаточной глубине прогрева торцев детали.
Ориентировочные параметры режима сварки оплавлением для некоторых материалов и типоразмеров труб из них приведены в табл. 4 и 5.
Таблица 4

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!