Правильное определение температуры нагрева стали при термической обработке имеет очень большое значение.
При нагревании стали необходимо помнить, что разные марки ее имеют различную температуру нагрева. Для измерения температур при термической обработке пользуются специальными приборами — пирометрами. Наибольшее распространение получили термоэлектрические пирометры.
Термоэлектрический пирометр (рис. 20) состоит из термопары 1 и милливольтметра (гальванометра) 2. Термопара представляет собой прибор, в котором имеются две проволоки (проводники) 3 из разнородных металлов или сплавов, сваренных в точке 7. Каждая из проволочек заключена в фарфоровую трубочку 5. Трубочки помещены в кожух 4. Свободные концы проволочек соединены с гальванометром с помощью зажимов.
Рис. 20. Термоэлектрический пирометр
Если термопару местом «горячего» спая поместить в печь, температуру которой определяют, то в проводниках б возникнет термо-э. д.с. Чем выше будет температура «горячего» спая, тем выше будет величина термо-э.д.с., которая вызывает отклонение стрелки милливольтметра.
Температуру раскаленного металла можно определить и при помощи оптического пирометра, который применяется для изменения температур свыше 600 С.
Объектив пирометра (рис. 21) направляют на раскаленный предмет. Внутри термометра имеется электрическая лампочка 1, питаемая постоянным током от аккумулятора 5.
Через окуляр 2 видны одновременно нить накала и раскаленный металл 3. Изменяя с помощью реостата 4 силу тока, подбирают такую его величину, чтобы яркость нити накала электрической лампочки 1 и раскаленного металла 3 были одинаковы. В зависимости от величины тока стрелка б прибора отклонится по шкале 7 на определенный угол. По отклонению стрелки гальванометра в зависимости от величины тока определяют температуру нагретого металла.
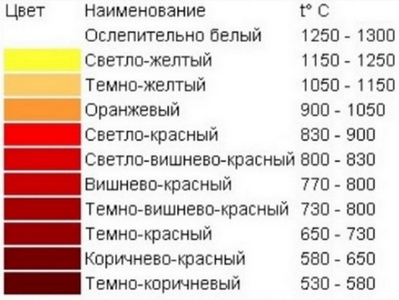
Ориентировочное (приближенное) значение температур нагрева металла может быть определено по цветам каления, т. е. по оттенку, который принимает раскаленная сталь. Чем выше температура нагрева, тем ярче и светлее цвет каления. Последовательность появления цветов каления приведена на рис. 22.
Рис. 22. Ориентировочное значение температур нагрева металл
§ 2. Скорость нагрева металла при термической обработке
Допускаемая скорость нагрева металла при термической обработке зависит от типа нагревательного устройства, веса одновременно нагреваемого металла, его химического состава, теплопроводности, степени однородности и чистоты, а также формы размеров деталей и температуры нагрева.
Увеличение скорости нагрева сокращает длительность термической обработки, повышается производительность оборудования, уменьшается угар металла и т. д.
Чем больше в стали углерода и легирующих элементов, чем сложнее форма и больше размеры детали, тем медленнее должен осуществляться нагрев во избежание возникновения больших внутренних напряжений, которые вызовут коробление и даже образование трещин в деталях.
Для медленного нагрева детали загружают в холодную печь (медленный нагрев вместе с печью). При загрузке деталей в печь, имеющую температуру заданного режима термообработки, достигается высокая скорость нагрева. Таким методом главным образом нагревают мелкие детали — пружины, шпильки, гайки и т. п.
Медленно нагревают детали до температуры 500—600°С, затем процесс нагрева ускоряют, так как внутренние напряжения в деталях из-за разности температур уже не будут возникать. Время нагрева инструментальных углеродистых и среднелегированных конструкционных сталей больше, чем конструкционных углеродистых сталей на 25—50%, а высоколегированных на 50—100%.
После нагрева до заданной температуры детали выдерживают в течение определенного промежутка времени для выравнивания температуры по всему сечению детали и завершения структурных превращений.
§ 3. Отжиг и нормализация
Отжигом называется операция термической обработки, при которой путем нагрева, выдержки и последующего медленного охлаждения в стали образуется устойчивая структура, свободная от остаточных напряжений.
Различают следующие основные виды отжига.
Полный отжиг применяют с целью получения мелкозернистой структуры, снятия внутренних напряжений, сталь становится мягкой и вязкой. Полный отжиг осуществляется путем нагрева стали на 30—50° выше линии GSK (точка Ас3) (рис. 23), выдержки при этой температуре и последующего медленного охлаждения вместе с печью. Время выдержки при нагреве должно быть достаточным для прогрева изделий по всему сечению.
Рис. 23. Оптимальные интервалы нагрева стали для отжига, нормализации, закалки и отпуска
Неполный отжиг применяют для снятия внутренних напряжений, снижения твердости и улучшения обрабатываемости стали. Детали при таком отжиге нагревают на 30—50°С выше линии PSK (точки Ac1), выдерживают при этой температуре и медленно охлаждают. Неполному отжигу подвергают стали с содержанием углерода более 0,8%.
Изотермический отжиг заключается в нагреве стали на 30—50°С выше точки Ас3(конструкционные стали) или выше точки Ас1 на 50—100°С (инструментальные стали), охлаждении до температуры ниже точки Аr1; на 30—100°С и выдержке при этой температуре и последующем охлаждении на воздухе.
Основное преимущество изотермического отжига состоит в том, что он позволяет сократить длительные циклы, применяемые при указанных отжигах изделий из легированной стали, которые требуют очень медленного охлаждения для снижения твердости.
Диффузионный отжиг применяют для выравнивания химического состава слитков из легированных сталей и крупных фасонных стальных отливок.
При диффузионном отжиге сталь нагревают до высокой температуры (1050—1150°С), выдерживают при этой температуре 10—15 ч, а затем медленно охлаждают в печи.
Низкотемпературный отжиг применяют для снятия внутренних напряжений, например у навитых холодным способом пружин для клапанов. Этот отжиг осуществляют путем нагрева детали до температуры 300—400°С.
Отжиг на зернистый перлит применяют для сталей, содержащих более 0,65% углерода, с целью понизить их твердость и улучшить обрабатываемость резанием. Сталь медленно нагревают до температуры 740°С, выдерживают при этой температуре 3—5 ч, затем медленно охлаждают до температуры ниже точки Ar1
Рекристаллизационный или низкий отжиг применяют для исправления искажений кристаллической решетки, полученных при холодной прокатке, волочении или холодной штамповке. Отжиг производят нагреванием стали до температуры ниже точки Ась (650—680°С) с выдержкой при этой температуре и медленным охлаждением, в результате чего вместо деформированной (вытянутой) структуры получают мелкозернистую, равноосную, мягкую и вязкую структуру.
Нормализацией называется операция нагрева стали на 30—50°С выше линии GSE (точки Ас3 — для конструкционной стали или Асm — для инструментальной стали) с выдержкой при этой температуре и последующем охлаждении на воздухе.
Нормализации подвергаются штампованные и кованые заготовки как из углеродистой, так и легированной стали. Цель нормализации— улучшение микроструктуры стали, повышение механических свойств и подготовка к последующей термической обработке. Нормализацией можно исправить структуру после ковки и штамповки деталей, уничтожить перегрев после сварки деталей и снять напряжения в сварном шве. После нормализации отливки имеют высокий предел текучести и прочности, а также повышенную ударную вязкость. Для некоторых марок углеродистых и специальных сталей нормализация является окончательной операцией термической обработки, так как в результате нормализации эта сталь приобретает требуемые свойства.
§ 4. Закалка
При закалке конструкционные стали нагревают на 20—40°С выше линии GS (точки Лс3), а инструментальные стали — на 30—50°С выше линии PSK (точки Ас1), выдерживают в течение времени, необходимого для выравнивания температуры по всему сечению детали и быстро охлаждают.
Цель закалки — получение высокой прочности и твердости. Пластические свойства и ударная вязкость после закалки низкие.
В качестве закалочных сред чаще всего используют 5—10%- ный раствор едкого натра или поваренной соли, расплавленные соли с низкой температурой плавления, воду, минеральное масло.
В практике применяют следующие основные способы закалки.
1. Закалка в одном охладителе состоит в погружении нагретых изделий в жидкость (вода — для углеродистых сталей, масло — для легированных), где оставляют их до полного охлаждения. Такой способ закалки применяется для закалки изделий простой формы.
Недостаток его заключается в том, что в результате большой разницы в температурах нагретого металла и охлаждающей среды в деталях возникают большие внутренние напряжения, называемые термическими, которые вызывают трещины и коробления и другие дефекты.
2. Закалка в двух средах или прерывистая закалка состоит в следующем. Нагретые детали сначала быстро охлаждают в воде до температуры 200—300°С, а затем быстро переносят для полного охлаждения в масло. Такую закалку применяют обычно для высокоуглеродистых инструментальных сталей. Недостаток прерывистой закалки состоит в том, что трудно установить время пребывания детали в первой среде, так как оно очень мало (1 сек на каждые 5—6 мм сечения детали). Излишняя выдержка в воде вызывает коробление и появление трещин.
3. Ступенчатая закалка, предложенная русским ученым — металлургом Д. К. Черновым, заключается в том, что нагретые детали сначала охлаждают в расплавленной соли или в масле (температура которых должна быть 150—300°С), выдерживают в этой среде, а затем переносят для окончательного охлаждения на воздух.
Ступенчатую закалку широко применяют в массовом производстве, особенно при изготовлении инструмента с небольшим сечением, требующего высокой твердости. Этот способ дает закалку с минимальными внутренними напряжениями, а следовательно, уменьшает опасность коробления и растрескивания деталей.
Наиболее хорошо поддаются ступенчатой закалке глубоко прокаливающиеся углеродистые и легированные стали 9ХС, ХГ, ХВГ и др.
4. Закалка с подстуживанием применяется для уменьшения разницы в температурах металла и закалочной среды, если нагрев детали приведен до температуры, значительно превышающей температуру закалки данной стали.
Нагретую деталь перед погружением в закалочную среду выдерживают (подстуживают) некоторое время на воздухе. При подстуживании необходимо, чтобы температура детали не опускалась ниже точки Аг3 для конструкционных сталей и ниже точки Аг1 — для инструментальных. Цель этого способа закалки — уменьшение внутренних напряжений и коробления деталей, особенно цементованных.
5. Закалка самоотпуском состоит в том, что нагретую деталь выдерживают в охлаждающей среде не до полного охлаждения; иногда в закалочную среду погружают только часть детали, для которой требуется высокая твердость.
В некоторый момент охлаждение прерывают, чтобы сохранить в сердцевине детали тепло, за счет которого осуществляется отпуск. Этот момент устанавливается опытным путем, качество закалки в этом случае зависит от мастерства термиста.
Контроль за температурой отпуска при этом способе закалки осуществляется по так называемым цветам побежалости, возникающим на поверхности детали при температуре 200—300°С.
6. Изотермическая закалка — наиболее прогрессивный способ закалки, его применяют в том случае, когда нужно изготовить деталь с максимальной прочностью, достаточной пластичностью и вязкостью. Сталь, нагретую на 20—30°С выше линии GSK (точка Ас3), быстро охлаждают в соляной ванне, имеющей температуру 250—300°С, выдерживают в этой горячей среде (изотермическая выдержка), а затем деталь охлаждают на воздухе.
Этот способ закалки позволяет снизить термические напряжения, так как после изотермической выдержки структурные изменения в стали уже не происходят. Изотермическую закалку применяют для пружин, рессор, болтов, труб и других изделий.
При обычном охлаждении закаливаемых деталей необходимо соблюдать следующие правила:
1. количество охлаждающей жидкости должно быть достаточным, чтобы температура ее мало изменялась во время охлаждения закаливаемых деталей;
2. перед погружением нагретой детали охлаждающую среду (воду, масло) необходимо тщательно перемешать для выравнивания температуры;
3. для удаления образующейся вокруг погружаемой в жидкость детали паровой рубашки, препятствующей свежему притоку воздуха, обрабатываемую деталь следует перемещать в вертикальном и горизонтальном направлениях;
4. тонкие длинные детали во избежание коробления нельзя охлаждать, опуская в жидкость плашмя, так как нижние слои металла, охлаждаясь первыми, сжимаются. Детали с неодинаковым сечением следует погружать более толстой частью вниз.
Приемы погружения деталей при закалке показаны на рис. 24. На образование трещин оказывает влияние форма углов у детали. Поэтому углы, особенно острые, необходимо закруглять и тщательно обрабатывать.
Рис. 24. Приемы погружения деталей при закалке
Угольник с прямым углом при закалке также дает трещины, если не просверлить во внутреннем углу отверстия и не сделать подрезки. Например, зубья шлицевого валика охлаждаются быстрее сердцевины и уменьшаются в объеме быстрее, чем стержень. Поэтому в углах зубьев создаются сильные напряжения, вызывающие трещины.
Поверхностная закалка
Часто требуется, чтобы деталь машины имела очень твердую износостойкую поверхность, но чтобы ее сердцевина при этом оставалась вязкой, прочной, хорошо переносила удары и знакопеременные нагрузки. К таким деталям относятся зубчатые колеса, шейки коленчатых валов и другие стальные тяжелые детали.
Из существующих способов поверхностной закалки наибольшее промышленное применение имеют: пламенная закалка, высокочастотная закалка токами высокой частоты (ТВЧ), закалка в электролитах.
Пламенная закалка. Поверхность стального или чугунного изделия подвергается нагреву кислородно-ацетиленовым пламенем или более дешевым газокислородным.
Для пламенной закалки поверхности применяются самые разнообразные устройства от простой ручной горелки, до сложных автоматов. Обычная кислородно-ацетиленовая горелка непригодна, поэтому применяют щелевые или форсуночные горелки, состоящие из большого количества сопел, или же горелки, имеющие смесительную камеру и несколько отверстий. В горелках сжигают ацетилен или светильный газ, оба газа применяют в смеси с кислородом.
Охлаждающим средством служит вода. Если только закаливаемая деталь не слишком тонка или не имеет сложной конфигурации, то нет опасности образования трещин, поскольку одновременно закаливаются обычно малые поверхности.
Качество пламенной закалки поверхности зависит прежде всего от температуры пламени и правильного охлаждения струей воды. Глубина и температура нагрева регулируются скоростью перемещения горелки и расстоянием горелки от изделия.
На рис. 25 приведена схема пламенной закалки. Горелку 1 перемещают вдоль поверхности нагреваемого изделия со скоростью 120—200 мм/мин. При такой скорости поверхностный слой металла нагревается до температуры 850°.
Рис. 25. Схема установки горелки и охлаждающей трубки при нагреве поверхности металла для закалки
Расстояние пламени горелки до поверхности изделия зависит от мощности горелки, обычно оно составляет 8—15 мм. Охлаждается нагретый слей изделия водой из трубки 2, следующей за горелкой с такой же скоростью. Глубина закаленного слоя 3 обычно равна 2,5—4,5 мм.
Достоинствами этого способа закалки являются: возможность включения термической обработки в общий поток изготовления деталей, почти полное отсутствие обезуглероживания и окисления поверхности, простота практического осуществления; недостатками: трудность регулирования температуры нагрева и глубины закаленного слоя, возможность перегрева поверхностного слоя.
Закалка в электролите. При этом способе, предложенном советским инженером И. 3. Ясногородским, изделие помещают в электролит 4 (50%-ный раствор Na2SО3). Корпус 5 (рис. 26) ванны является анодом, деталь I служит катодом. Постоянный ток поступает от генератора 3. При прохождении через электролит тока напряжением 250—350 в и плотностью 3— 4 а/см2 выделяется водород, который осаждается на поверхности детали. Оседание пузырьков 2 водорода резк повышает электросопротивляемость изделия и поверхность детали сильно нагревается. После этого ток выключают, а деталь закаливают в самом электролите или в закалочном баке.
Рис. 26. Схема закалки в электролите
Закалка в электролите проста по устройству, позволяет нагревать отдельные места детали, например торцы, дает возможность автоматизировать процесс. К недостаткам этого способа относятся ограниченное число деталей, поддающихся закалке и необходимости предохранения их от коррозии.
Высокочастотная закалка токами высокой частоты. Высокочастотной закалкой называется процесс, при котором поверхность изделия нагревается индуктированным электрическим током, после чего охлаждают водяной струей.
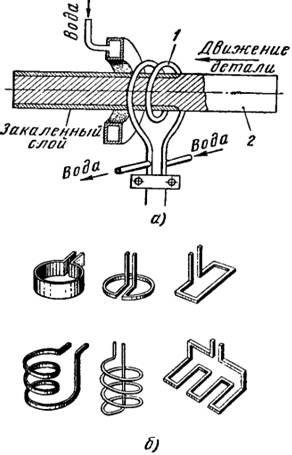
В зависимости от частоты применяемого тока и продолжительности его действия металл может расплавиться (индукционная плавка), или деталь лишь прогреется по всему сечению (для ковки), или же нагреется только поверхность, которую требуется закалить. Для поверхностного нагрева изделие 2 помещают внутрь катушки индуктора (рис. 27, а), представляющего собой один или несколько витков медной трубки 1, охлаждаемой изнутри водой.
Рис. 27. Схема индукционного нагрева (а), формы индукторов (б)
Через индуктор пропускается ток большой силы и высокой частоты — до 10 тыс. гц от машинного или до 400 тыс. гц лампового генераторов. Нагрев поверхности изделия происходит в течение нескольких секунд за счет теплового действия вихревых токов, возбуждающихся в зоне индуктора, после чего деталь сразу же охлаждается водой, пропускаемой через трубки.
В зависимости от конфигурации закаливаемых изделий индукторы имеют самую различную форму, только тогда изделие закалится на одну и ту же глубину по всему сечению (рис. 27,б).
Преимущества обработки деталей токами высокой частоты: высокая производительность и большая экономичность, более высокая твердость по сравнению с другими способами поверхностной закалки, возможность точного регулирования глубины закаленного слоя, отсутствие окалины и меньшее коробление закаленных деталей, возможность автоматизации процесса и включения его в общий технологический поток изготовления изделий, улучшение условий труда рабочих и др.
Недостатками этого способа закалки являются: необходимость изготовления специального индуктора для каждой отличающейся формой детали, сложность наладки режима нагрева и охлаждения и сравнительно высокая стоимость оборудования, что не позволяет применять индукционный нагрев в индивидуальном производстве.
Обработка холодом
Обработка холодом заключается в том, что детали после закалки подвергают охлаждению до отрицательных температур (ниже нуля). Ее в основном производят для сталей как углеродистых, так и легированных, содержащих более 0,6—0,7 углерода и предназначенных для изготовления режущих инструментов с целью повышения красностойкости и твердости, а также для измерительных инструментов, подшипников и других деталей с Целью стабилизации размеров.
Обработку холодом осуществляют в специальных холодильных установках, создающих отрицательную температуру в пределах от —70 до —195° С.
После обработки холодом стойкость режущего инструмента повышается на 20—40%.
§ 5. Отпуск
Отпуском называется процесс термической обработки, применяемый после закалки стали с целью устранения внутренних напряжений, уменьшения хрупкости, понижения твердости, увеличения вязкости и улучшения обрабатываемости.
Отпуск заключается в нагреве стали до температуры ниже линии PSK (точки Ac1) выдержке при этой температуре с последующим медленным охлаждением в воде, масле или другой среде.
В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск (150—200°С) снимает внутренние напряжения и уменьшает хрупкость деталей, которые должны обладать высокой твердостью HRC 60 и износостойкостью. Низкому отпуску подвергаются преимущественно детали, не испытывающие ударных нагрузок, например режущие инструменты: сверла, метчики и др.
Средний отпуск (350—450°С) повышает прочность, упругость, вязкость деталей при сохранении достаточной твердости (HRC 35—45). Среднему отпуску подвергаются главным образом детали, испытывающие ударные нагрузки, например зубила, молотки, пружины, рессорные листы и т. д.
Высокий отпуск (500—650°С) применяется с целью полностью снять внутренние напряжения, придать деталям высокую вязкость при сохранении достаточной твердости (HRC 207—281).
Высокому отпуску подвергаются детали машин из конструкционной стали, которые работают при больших напряжениях и ударах: зубчатые колеса, валы, шатуны и т. д.
Закалку и отпуск инструментов простых форм (бородков, кернеров, зубил и т. д.) обычно осуществляют с одного нагрева (закалкой с самоотпуском). Нагретый под закалку инструмент охлаждают не весь, а «замачивают» только его рабочую часть и, не вынимая из закалочной среды, перемещают в вертикальном направлении. Этим достигается равномерное изменение свойств металла. Отпуск рабочей части происходит после того, как инструмент вынут из охлаждающей жидкости за счет тепла, сохранившегося в неохладившейся внутренней части инструмента. Рабочую часть инструмента быстро зачищают старым напильником, куском обломанного шлифовального круга или шлифовальной шкуркой. При появлении на поверхности рабочей части цвета побежалости, соответствующего необходимой температуре, инструмент вновь погружают в закалочную среду до полного охлаждения.
Цвета побежалости и приблизительно соответствующие им температуры приведены на рис. 28. Таким образом, сердцевина инструмента, подвергнутого самоотпуску, будет иметь вязкость, необходимую, например, для зубила, которое должно выдерживать ударные нагрузки, испытываемые при рубке.
Рис. 28. Цвета побежалости и приблизительно соответствующие им температуры
Стальные детали очищают от солей, масла и грязи в горячем 3%-ном растворе каустической соды или 10%-ном растворе кальцинированной соды. Температура раствора должна быть 80— 90°С. От окалины очищают детали в дробеструйных аппаратах и травильных ваннах.
§ 6. Старение закаленной стали
При низкотемпературном отпуске большая часть внутренних напряжений в закаленной стали остается. С течением времени они постепенно исчезают, в результате чего в металле наступает полное структурное равновесие. Самопроизвольное исчезновение внутренних напряжений при комнатной температуре весьма длительно и сопровождается изменением формы и размеров закаленных деталей. Этот процесс называют естественным старением. Изменение размеров в процессе естественного старения невелико и измеряется в микронах. Для деталей машин и режущего инструмента изменения размеров не имеют практического значения, поэтому их обычно не учитывают. Однако при изготовлении сверхточных машин, например координатно-расточных станков, измерительных калибров, даже такие небольшие изменения недопустимы. Чтобы размеры деталей и инструмента не изменялись с течением времени и оставались стабильными, их подвергают искусственному старению.
Сущность искусственного старения состоит в том, что закаленные и отпущенные при низкой температуре детали и инструмент после предварительного шлифования сначала подвергают нагреву до 100—150°С, затем выдерживают при этой температуре в течение 18—35 час. При таком нагреве и выдержке все процессы, вызывающие изменение размеров стали, протекают значительно быстрее, чем при комнатной температуре. Поэтому после старения размеры деталей и инструмента стабилизируются.
Искусственное старение чаще всего производится в масляных ваннах. При отсутствии в цехе масляных ванн искусственное старение производят в кипящей воде, с выдержкой в течение 36 час.
Глава VII. Химико-термическая обработка стали
Химико-термической обработкой называется процесс изменения химического состава, структуры и свойств поверхностных слоев стальных деталей.
Такой обработке часто подвергают детали с целью повышения твердости, износоустойчивости и коррозионностойкости поверхностного слоя при сохранении вязкой и достаточно прочной сердцевины.
В зависимости от элементов, насыщающих поверхность детали, различают следующие виды химико-термической обработки: цементацию, азотирование, алитирование, цианирование, хромирование. Из всех перечисленных видов химико-термической обработки самым распространенным является цементация.
§ 1. Цементация
Цементацией называется процесс насыщения поверхностного слоя малоуглеродистой стали при высоких температурах (850—900° С) углеродом в углеродсодержащей среде, способной отдавать свой углерод металлу.
Цель цементации — повышение твердости или прочности поверхности детали после закалки при сохранении вязкой сердцевины.
Насыщенный углеродом поверхностный слой называется цементированным слоем.
Цементируют детали из углеродистой стали (иногда и легированных), содержащих 0,1—0,3% углерода и подвергающихся при работе одновременно износу и динамическим нагрузкам.
В зависимости от условий работы детали глубина цементированного слоя может составлять от 0,5 до 2 мм и более с доведением содержания углерода в поверхностном слое до 0,75-1,2%.
Процесс науглероживания производится в твердой среде, жидкой и газообразной. Среда, в которой осуществляется цементация, называется карбюризатором.
Цементация в твердой среде. Состав карбюризатора может быть самый различный. Наиболее часто применяется карбюризатор, имеющий следующий состав: углекислый барий около 20—25% по весу, углекислый кальций от 3,5 до 5% по весу, остальное—порошкообразный древесный березовый уголь. Добавление к древесному углю углекислых солей ускоряет процесс цементации.
Процесс цементации заключается в следующем: поступившую после механической обработки деталь (с припуском на последующую обработку) перед цементацией тщательно очищают от окалины, грязи, ржавчины, следов масла и просушивают. Поверхности, не подлежащие цементации, покрывают огнеупорной глиной с 5—10% асбестового порошка или же слоем меди в гальванических ваннах.
Если нельзя предохранить поверхность указанными выше способами, цементируют всю деталь, а затем дополнительно закаливают те места, которые должны обладать высокой твердостью или износоустойчивостью.
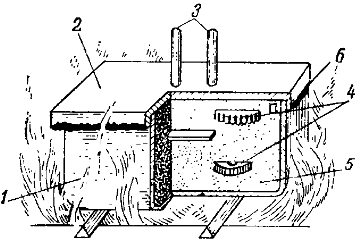
Обрабатываемые детали укладывают в специальный ящик (рис. 29), изготовленный из жаростойкой стали в следующем порядке: на дно ящика 1 насыпают слой порошкообразного карбюризатора 5 толщиной 25—30 мм и плотно утрамбовывают.
Рис. 29. Схема цементации
На карбюризатор укладываются детали 4 на расстоянии 15— 30 мм друг от друга, а затем снова насыпают карбюризатор слоем толщиной 15—20 мм и утрамбовывают; после этого укладывают второй ряд деталей и т. д.
Одновременно с укладкой обрабатываемых деталей в ящик помещают контрольные прутки 3 диаметром 6—10 мм из такого же материала, как и материал детали. Эти прутки называются свидетелями. В дальнейшем по излому прутков определяют глубину науглероженного слоя.
Толщина верхнего слоя карбюризатора 30—40 мм. Ящик плотно закрывают металлической крышкой 2, места между крышкой и стенками ящика промазывают огнеупорной глиной 6, ставят в холодную печь и постепенно нагревают до температуры 800—900°С; более высокая температура может вызвать чрезмерное науглероживание поверхности, низкая температура замедляет процесс. Цементация при температуре выше 950° С, но не более 1000° допускается только для легированных сталей.
Длительность выдержки и температура зависят от требуемой глубины науглероживаемого слоя, например цементация стали при температуре 900°С в течение 5 ч дает науглероженный слой глубиной 1 мм, а в течение 10 ч — 1,5 мм.
По окончании цементации ящики выгружают из печей, охлаждение деталей производится медленно, вместе с ящиками. После цементации детали подвергают обязательной термической обработке: закалке в воде при температуре 760—780°С и низкому отпуску при температуре 160—180°С.
Одним из существенных недостатков цементации в твердом карбюризаторе является большая длительность процесса. Для сокращения продолжительности цементации в качестве карбюризатора применяют пасты, имеющие различный состав, например, кокса 50%, углекислого натрия или калия 40%, щавелевокислого натрия или калия 10% и др.
Разведенную пасту наносят на детали и «свидетели» окунанием или кистью до получения слоя покрытия толщиной 2—3 мм, а затем высушивают при температуре 100—120°, после чего детали и «свидетели» укладывают в ящики.
Цементация в жидкой среде осуществляется путем погружения деталей в расплавленные соли, содержащие карбид кремния и поваренную соль. Процесс ведется при температуре 870—900°С в течение 0,5—2 ч. За 40—50 минут глубина цементированного слоя не превышает 0,2 мм.
Жидкой цементации подвергают мелкие детали, глубина цементированного слоя не должна превышать 0,5—0,6 мм.
Преимуществом цементации в соляных ваннах является равномерность нагрева и возможность непосредственной закалки после выемки из цементационной ванны. Процесс проходит быстрее, чем при цементации в твердой среде.
Газовая цементация заключается в насыщении поверхности стальных деталей углеродом в атмосфере углеродсодержащих газов.
Газовую цементацию (в окиси углерода) впервые применил П. П. Аносов в 1837 г.
Газовую цементацию стальных деталей осуществляют в герметически закрытых камерах (муфелях) печей периодического или непрерывного действия путем нагрева при температуре 930—950° в среде углерод со держащих газов, например естественных, состоящих в основном из метана СН4, или искусственных, являющихся продуктом разложения керосина, бензола, масла и т. п.
Продолжительность процесса устанавливается в зависимости от требуемой глубины цементуемого слоя.
Нагрев в газовом карбюризаторе и процесс насыщения поверхностного слоя является более прогрессивным и экономичным по сравнению с твердой цементацией.
§ 2. Азотирование
Азотированием называется процесс насыщения поверхностного слоя стальных деталей азотом путем нагревания их в атмосфере аммиака NH3. Цель азотирования — повысить твердость, износостойкость, выносливость и коррозионную стойкость поверхностного слоя.
Азотирование осуществляют в специальных печах, в которые подают под давлением аммиак. При температуре 480—650° С аммиак разлагается на азот и водород. Атомы азота поглощаются поверхностью металла, диффундируют вглубь и, соединяясь с атомами железа, образуют твердое соединение — нитрид.
Введение в сталь легирующих элементов — алюминия, хрома, молибдена значительно повышает твердость азотированного слоя.
Для повышения коррозионной стойкости деталей из углеродистой и конструкционной сталей процесс азотирования проводят при более высоких температурах 600—700°С в течение 0,5—1 ч.
Глубина азотированного слоя зависит от температуры и длительности процесса азотирования, а также от химического и структурного состава стали; например, для получения слоя глубиной от 0,25—0,3 мм при температуре 500—520° С требуется 24 ч, а для слоя глубиной 0,4 мм — 48 ч.
Азотированию обычно подвергают детали, предварительно подвергнутые закалке, отпуску и механической обработке, включая шлифование; к таким деталям относятся гильзы цилиндров двигателей, зубчатые колеса, валы, клапаны и седла для клапанов, шпиндели и ходовые винты станков, измерительные инструменты и т. п.
§ 3. Цианирование
Цианированием называется процесс одновременного насыщения поверхностного слоя стали углеродом и азотом на глубину 0,1—0,2 мм (иногда до 2 мм) и выше с целью повышения твердости, износостойкости и выносливости поверхностного слоя.
Этот процесс может производиться в твердых, жидких и газовых средах. Наибольшее распространение получило цианирование в жидких и газовых средах.
В зависимости от температур, при которых осуществляют процесс, цианирование может быть высокотемпературным (750—950°С) и низкотемпературным (550°С).
Цианирование в твердой среде осуществляется аналогично твердой цементации, при этом в карбюризатор добавляют цианистые соли. Такое цианирование применяется главным образом для повышения механических свойств режущего инструмента. Цианирование придает металлу большую износостойкость, чем цементация.
Жидкое высокотемпературное цианирование применяют для повышения твердости и износостойкости поверхности деталей из конструкционной и углеродистой стали (упорные и регулировочные болты, винты, валики, зубчатые колеса). Процесс ведут при 900—950° С в расплавленных цианистых солях в течение 1—5 ч; глубина цианированного слоя 0,5—1,5 мм. После цианирования детали подвергают закалке и низкому отпуску.
Низкотемпературное жидкое цианирование применяют для повышения износостойкости и красностойкости режущего инструмента из легированных инструментальных сталей— быстрорежущих и высокохромистых.
Процесс ведется в расплавленных цианистых солях, имеющих температуру 550—570° С в течение 60—80 мин, глубина слоя 0,05—0,03 мм.
Газовое цианирование (нитроцементация) — процесс поверхностного насыщения деталей смесью, состоящей из науглероживающего (70—80%) и азотирующего газов (30—20%).
При высокотемпературной нитроцементации детали нагревают в газовой среде до 850—870° С и выдерживают в течение 3—4 ч, глубина слоя получается равной 0,4—0,6 мм. Такой способ цианирования применяют для мелких и сложной конфигурации деталей.
После нагрева в газовой среде детали сразу же закаливают.
Низкотемпературная нитроцементация применяется для режущих инструментов из инструментальной стали.
Детали предварительно подвергают закалке и отпуску, а затем нагревают до температуры 550—570° С, глубина упрочненного слоя 0,02—0,04 мм. При этом способе н