Корректировки припуска под затяжку
Как известно, величина затяжной кромки в носочно-пучковой части оказывает значительное влияние на формование заготовок верха обуви, особенно на оборудовании с запрограммированной затяжной кромкой. Если размеры спроектированной затяжной кромки малы, в заготовке возможны разрывы как швов, так и материалов, ее составляющих.
Если спроектированная затяжная кромка велика, заготовка плохо формуется, т. е. не получает заданной формы колодки. В процессе носки такая обувь быстро деформируется и теряет вид. Поэтому очень важно проектировать оптимальные припуски под затяжку с учетом всех, ранее указанных факторов.
Практический метод расчета величины корректировки припуска под затяжку не предусматривает фиксацию результатов по этапам, фиксируется только конечный вывод: увеличить или уменьшить нормируемый припуск под затяжку в носочно-пучковой части заготовки и на какую величину. При этом пяточный контур (узел) проектируется по принятой методике.
После проектирования пяточного узла и нормируемого припуска под затяжку по всему периметру контура следа условной развертки колодки по геодезической линии замеряют длину модели L мод.
Величину корректировки припуска под затяжку определяют как разность между расчетным припуском суммарной толщины деталей по длине моделей ∑ Т и величиной убавки ∆L мод на продольную деформацию заготовки при формовании.
Если суммарная толщина деталей верха больше величины деформации модели, нормируемый припуск под затяжку необходимо увеличить, и наоборот. В случае их равенства припуск под затяжку проектируют равным нормируемому.
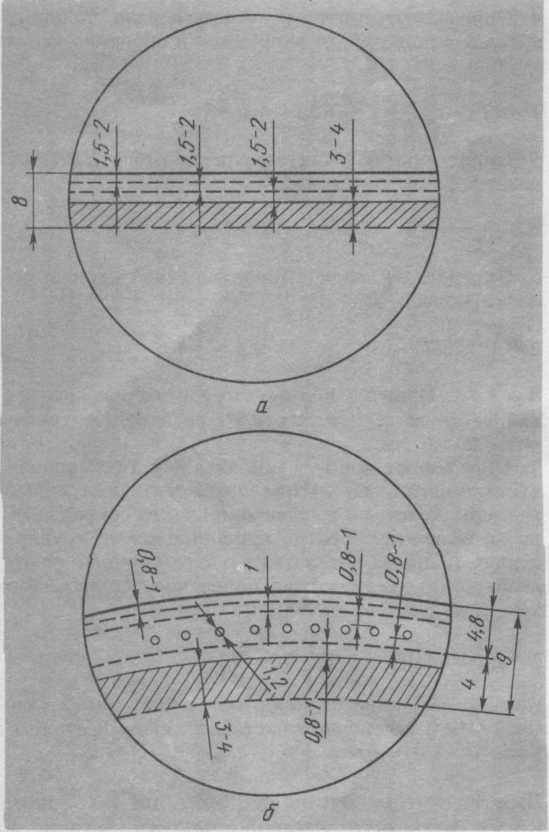
| Рис. III.25 Схема определения припуска для настрочного шва: а – для искусственного материала; б – для кожи;
|
Пример. Длина модели L
мод=332 мм, К
Д=0,03,
ширина грунтмодели
W мод =80 мм (в сечении 0,8 L). Материал верха = кожа; толщина:
t в = 1,1 мм,
t к. п=0,8 мм,
t м. п=0,3 мм,
t ж.з =2,2 мм,
t т. п = 0,5 мм,
Тст=2 мм. Определить проектируемый припуск под затяжку.
1. Определяют суммарный припуск на толщину деталей по длине модели, мм:
∑ Т = Т 2+ Т 4+ Т ст;
Т 2= t к. п+ t ж.з + t м п+ t в = 0,8+2,2+0,3+1,1=4,4;
Т 2= t т. п+ t ж.н + t м. п+ t в =0,5+1,2+0,3+1,1=3,1;
∑ Т =4,4+3,1+2=9,5.
2. Определяют величину продольной убавки модели на деформацию, мм:
L мод =КД L мод =0,03• 332= 10,3.
3. Определяют величину корректировки по длине модели, мм:
∆L кор=∑ Т - ∆ L мод=9,5 – 10,3= –1,
Вывод. Припуск под затяжку в носочной части модели необходимо уменьшить на 1 мм, так как величина деформации больше величины суммарной толщины деталей.
4. Определяют припуск на суммарную толщину деталей в поперечном направлении носочной части модели, мм:
Т 5= Т 4 – t ж.н + Т ст =3,1 – 1,1 + 2=4.
5. Определяют величину поперечной убавки модели на деформацию, мм:
∆ W мод = Кш W мод =0,03• 80=2,4.
6. Определяют величину поперечной корректировки модели, мм:
∆Wмод=∑Т – ∆Wмод =4–2,4= +1,6.
Вывод. Припуск под затяжку в носочно-пучковой части модели в сеч. 0,8L необходимо увеличить на 1,6 мм.
7. Определяют припуск под затяжку в геленочной части модели. С учетом того, что поперечные размеры заготовки в геленочной части сокращаются на величину, обратно пропорциональную удлинению, припуск под затяжку в геленочной части необходимо увеличить на поперечное сокращение ∆ W заг, мм:
∆ W заг = 0,03 W б = 0,03 •70=2,1,
где W б — ширина берцев в геленочной части (замеряется в геленочной части до линии Впа) (см. рис. III.24, а и б).
Для расчета величины деформации заготовок могут быть использованы некоторые значения относительного удлинения заготовок верха обуви различных конструкций и систем материалов, установленные на основании анализа расчетной величины удлинения систем материалов действующих моделей при обтяжно-затяжном способе формования.
Расчет припуска под строчку
При настрочном шве
Основные детали верха, испытывающие при формовании большие напряжения от клещевых механизмов и пластин обтяжно-затяжного оборудования, в большинстве случаев соединяют настрочным швом.
Припуск под строчку при настрочном шве (рис. III. 25) рассчитывают с учетом числа строчек, их расстояния от края детали и между собой, наличия и диаметра перфорации, расстояния от последней строчки до спущенного края детали и величины спускаемого края. При наличии перфорации строчка должна проходить от ее края на расстоянии не менее 0,8—1 мм. Расстояние строчки от края детали из искусственных и текстильных материалов должно быть больше, чем от края деталей из натуральной кожи. Строчка не должна проходить по спущенному краю во избежание разрыва материала при формовании заготовки верха обуви.
Ниже приведены нормативы, принятые в обувной промышленности.
С увеличением расстояния строчки от края и расстояния между строчками прочность шва повышается. Однако при этом увеличивается расход материала и ухудшается внешний вид шва в обуви. В модельной обуви из мягких эластичных и тонких материалов расстояния строчки от края настрачиваемых деталей сокращаются до 0,5 мм, а между строчками — до 0,8 мм. При этом число стежков на 1 см строчки увеличивается до 8—9, что улучшает внешний вид обуви.
|
Расстояние, мм
первой строчки от края настрачиваемой детали
из натуральной кожи
из искусственной кожи
между смежными строчками
без перфорации
с перфорацией диаметром d
последней строчки до спущенного края нижней детали
|
0,8 – 1
1,5 – 2
1 – 4
d + 1,6
0,8 – 1
|
| Ширина спущенного края нижней детали, мм
| 3 – 4
|
Кроме перечисленных факторов на припуск под строчку при настрочном шве влияют толщина скрепляемых материалов и ширина рольпресса швейной машины: с повышением толщины деталей припуск под строчку увеличивают на 2 мм и более, чтобы пресс проходил по припуску нижней детали. Особое внимание этому следует уделять при расчете припуска для скрепления ответственных узлов заготовки верха обуви. Так, в конструкции с настрочной союзкой в средней ее части, а в конструкции с настрочными берцами в местах ниточных закрепок создается большая толщина деталей. Припуск под строчку на этих участках увеличивается до 12—15 мм.






