Данная система предусматривает копирование боковой поверхности «одетой» колодки методом жесткой оболочки и индивидуальный метод уплощения полученной оболочки для различных типов заготовок верха обуви. Чертеж модели выполняют путем корректировки перенесенного с оболочки рисунка модели с учетом технологических нормативов и деформации деталей при формовании заготовки на колодке, определяемых расчетным методом. Для выполнения рисунка деталей модели на объемную оболочку наносятся вспомогательные линии через базовые анатомические точки стопы.
Система проектирования деталей по жесткой оболочке требует наличия справочных данных для определения деформации различных систем материалов, составляющих заготовку верха обуви, которые часто изменяются. Поэтому для каждой новой конструкции обуви необходимо определить удлинение системы материалов и рассчитать деформацию конкретных деталей проектируемой модели.
Преимуществом системы является возможность получить представление об эстетических, технологических и потребительских свойствах новой модели по рисунку на оболочке. Кроме того, система позволяет нанести рисунок модели с учетом анатомо-физиологического строения стопы, требований государственных стандартов и технологических нормативов, а также перейти от практического конструирования к методу проектирования деталей с учетом их толщины и деформации при формовании на колодке. К недостаткам можно отнести то, что не учитывается практический опыт графического построения деталей верха обуви. Проектирование деталей по системе жесткой оболочки рекомендуется применять при разработке моделей для автоматических линий, высокомеханизированных потоков и агрегатов.
Наиболее распространенной системой моделирования является комбинированная, в основу которой положены достоинства копировально-графической и системы проектирования деталей по жесткой оболочке. Боковая поверхность «неодетой» колодки копируется методом жесткой оболочки или слепка. Одновременно на слепок наносится рисунок модели с учетом анатомо-физиологического строения стопы, основных параметров деталей по государственному стандарту или технических условий, контрольных точек, линий и технологических нормативов.
Построение чертежа модели производится по УРК путем корректировки контуров деталей, перенесенных со слепка (или жесткой оболочки). При этом учитываются графическое положение контрольных линий, толщина облегающих деталей и их деформация при формовании, полученные на основании практического опыта моделирования и анализа размеров деталей обуви, действующих в производстве аналогичных моделей. Ведутся работы по созданию новой современной системы автоматизированного проектирования (САПР) обуви с применением ЭВМ. Для ее создания и функционирования необходимо иметь различные виды обеспечения, в том числе систему классификации и кодирования, нормативно-справочную «документацию, справочно-информационные массивы и банк графических данных. Полученное конечное множество классификационных признаков для заготовок верха обуви позволяет сформировать геометрический образ изделия путем разработки математической модели верха. Эта информация о модели хранится в памяти ЭВМ и при первой необходимо может быть использована. На графических устройствах ЭВМ можно получить чертежи деталей обуви.
Проектирование верха обуви с помощью ЭВМ можно осуществлять для типовых и нетиповых конструкций, что определяет выбор режима проектирования — автоматический или автоматизированный. Последний дает возможность наиболее полно увязать процесс художественного конструирования с процессом технического проектирования обуви. Такая система позволит находить более выгодные технические и экономические решения при внедрении новых моделей, повысить производительность труда модельеров и проектировщиков и сократить сроки внедрения в производство обуви нового ассортимента.
Глав 2
Способы получения условной развертки
Боковой поверхности колодки
В настоящее время существует много различных способов получения условной развертки колодки. Однако шаблоны, полученные с боковой поверхности одной и той же колодки различными способами, отличаются чаще всего по форме, так как их линейные размеры можно откорректировать по колодке.
Обувные колодки имеют сложную пространственную форму, которая не может бы описана простой математической зависимостью. Это затрудняет построение развертки ее поверхности общепринятыми методами начертательной геометрии. В геометрии такие поверхности называют случайными, или геометрически неопределяемыми, т. е. не развертываемыми.
Ниже рассмотрены общие положения получения условной развертки с неразвертываемых поверхностей. Для примера рассмотрим усеченную полусферу с радиусом R нижнего основания, радиусом верхней окружности сечения полусферы r = R /2 и длиной образующей боковой поверхности l =1,05 R (рис. III. 2).
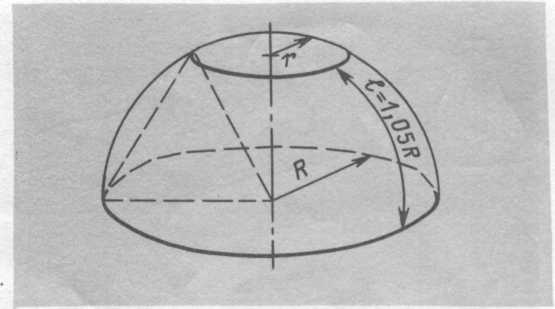
| Рис. III.2 Основные размеры усеченной полусферы
|
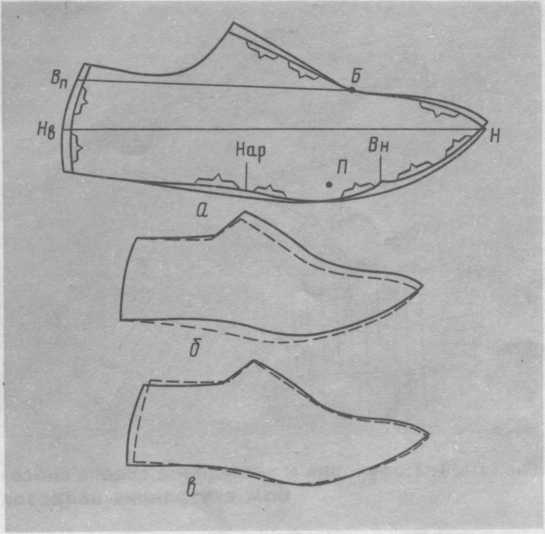
Обтянем эту поверхность пластичным материал (рис. III. 3, а — в), способным принять форму обтягиваемой поверхности и сохранить ее после снятия. Для уплощения полученной оболочки ее необходимо надрезать. Очевидно, что при небольшом числе надрезов оболочка не примет плоекой формы. Значит, чем больше надрезов, тем легче уплощается объемная форма оболочки. Надрезы могут выполняться в разных направлениях, но так, чтобы не разделить на части полученную оболочку, т. е. нужно оставить ненадрезанным какой-то участок (назовем его опорной полосой). Например, оставим опорную полосу у верхнего ребра (рис. III. 3, г). После уплощения надрезанной оболочки получим фигуру, изображенную на рис. III. 3, д. Если по этой фигуре выкроить деталь и соединить встык все полоски, получим исходную боковую поверхность усеченной полусферы. Если расположить опорную полосу у нижнего ребра (рис. III. 3, е), получим фигуру, представленную на рис. III. 3, ж. Положение опорной полосы в середине боковой поверхности полусферы (рис. III. 3, з) позволит получить полукольцо (рис. III. 3, и). Таким образом, чем ближе опорная полоса к основанию полусферы, тем больше форма полученной развертки приближается к прямоугольнику. Иными словами, форма плоского шаблона зависит от направления надрезов оболочки и положения опорной полосы. Форма носочной части обуви приближается к форме поверхности четверти сферы. До последнего времени плоская заготовка верха обуви приобретала объемную форму не за счет вырезания и сшивания вытачек, а за счет растяжения материала плоских деталей.
Из сказанного следует, что форма и размеры условной развертки зависят от способа формования, способности материала к растяжению и способа членения жесткой оболочки. Способ членения оболочки 
| Рис. III.3 Расположение опорной полосы надрезов на жесткой оболочке и формы условной развертки боковых поверхностей усеченной полусферы
|
определяется конструкцией верха обуви, т. е. пространственностью (типом) заготовок.
Рассмотрим наиболее рациональные способы получения развертки боковой поверхности колодки: способы слепка и жесткой оболочки, а также упрощенный (шаблонный).
Упрощенный (шаблонный)
Способ
Существует несколько разновидностей указанного способа, в основу которых положен бумажный шаблон или каркас (способы В. П. Апанасенко, Л. А. Тонковида, Г. И. Рослика, Е. А. Дубинского и др.), позволяющих точнее отразить линейные размеры колодки при ее копировании. Все эти способы довольно трудоемки и практически применяются редко, за исключением упрощенного известного еще в прошлом веке.
Перед копированием колодки любым способом ее необходимо подготовить.
Подготовка колодки к копированию. Перед копированием основные размеры колодки проверяются на соответствие государственным 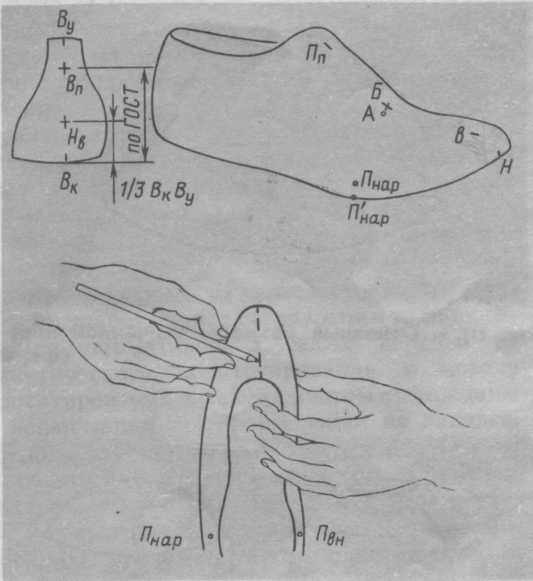
| Рис. III.4 Нанесение линий раздела на боковую поверхность колодки
|
стандартам и утвержденным шаблонам; наносятся линии, разделяющие боковую поверхность на наружную и внутреннюю стороны. Если по следу колодки отсутствует металлическая пластина, то по утвержденному для данной колодки шаблону стельки очерчивается контур его в геленочной части с внутренней стороны, разделяющий боковую и стелечную поверхности. Линия раздела проводится через точки
В к,
Н к,
Вп и
Ву в пяточной части колодки и точки
П п,
Б, в и
Н — по гребню и в носочно-пучковой части (рис. III. 4).
Точка Вк находите на середине пяточной части следа колодки и переносится на ее боковую поверхность, точка Н — на середине носочной части следа колодки и переносится на боковую поверхность; точка Н в находится на середине наиболее выпуклой пяточной части профиля колодки, ВкНв ≈⅓ВкВу. Точку Вп — высоту полуботинка— определяют по табл. III. 2 и откладывают от точки Вк по пяточному контуру. Точка Пп находится на середине наиболее выпуклой части гребня в сечении 0,55 L, через которую замеряется обхват прямого подъема; точка Б находится на середине участка ската гребня колодки, при этом АБ= 1/2 (АП'нар — АП'вн), точки П'нар и П'вн — проекции точек П нар и Пвн на грань следа колодки в пучках соответственно с наружной и внутренней стороны. Точка в находится на середине наиболее выпуклой носочной части боковой поверхности колодки.
| Рис. III.5 Копирование боковой поверхности колодки упрощенным способом
|
Средние значения точек, определяющих линию раздела, находятся визуально и отмечаются продольными засечками на участках раздела (см. рис. III. 4). Линия раздела наносится на колодку карандашом ТМ с помощью узкой гибкой линейки.
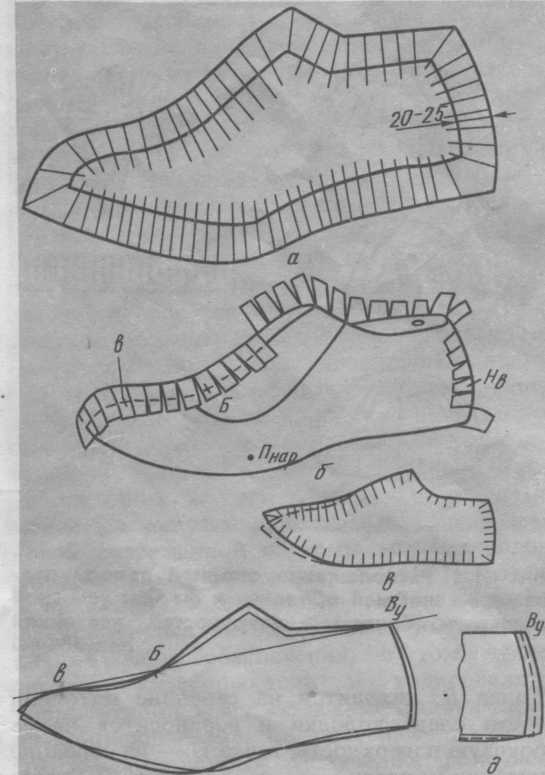
Подготовка бумажного шаблона. При упрощенном способе копирования боковой поверхности колодку накладывают внутренней стороной на двойной лист бумаги (или кальки) так, чтобы след ее был перпендикулярен плоскости доски. Удерживая колодку в этом положении, обводят ее отвесно поставленным карандашом. С обеих сторон проведенного контура наносят два дополнительных: наружный — на расстоянии 20— 25 мм и внутренний — опорный, расстояние до которого определяется характером кривизны боковой поверхности колодки (рис. III. 5, а). В носочной части ширина опорного контура должна быть не менее 10 мм, а в пяточной проводится на расстоянии 10—15 мм от первоначального.
Двойной шаблон вырезают по наружному контуру и надрезают по намеченным линиям, расположенным перпендикулярно первоначальному контуру, а в носочной части (в углах пяточного контура) — веерообразно (см. рис. III. 5, а). Надрезы выполняются для более плотного прилегания бумажного шаблона к боковой поверхности колодки. Расстояние между ними составляет 6—10 мм в зависимости от кривизны копируемого участка: чем больше кривизна, тем меньше расстояние между надрезами. Надрезы не должны сходиться в одной точке у внутреннего контура во избежание отрыва лепестков.
Копирование боковой поверхности колодки упрощенным (шаблонным) способом. Надрезанные шаблоны разъединяют и накладывают поочередно на каждую сторону боковой поверхности колодки для ее копирования. При этом опорную часть шаблона закрепляют на поверхности колодки с помощью резинового клея так, чтобы края надрезанного наружного контура равномерно перекрывали линии раздела и грань следа колодки. Лепестки шаблона должны расправляться без складок и морщин и не накладываться друг на друга (рис. III. 5, б).
Однако в углах пяточного и носочного контуров образуются наложения лепестков, а в геленке и на скате гребня они расходятся тем больше, чем больше кривизна боковой поверхности колодки. Как расхождения лепестков, так и наложения их друг на друга свидетельствуют о неточности копирования. Вследствие расхождения лепестков на скате гребня полученный плоский шаблон имеет большую приподнятость носочной части по сравнению с колодкой (рис. III. 5, в), что затрудняет проектирование союзки с хорошими формовочными свойствами. По пяточному контуру эти расхождения можно исключить, укладывая лепестки встык друг к другу. В свою очередь кривизна боковой поверхности возрастает с увеличением приподнятости пяточной части колодки от опорной поверхности.
При копировании лепестки шаблона поочередно плотно прижимаются к колодке. На них отмечаются линии раздела карандашом или шилом (см. рис. III. 5, б). Особенно тщательно располагают надрезы в местах пересечения линий раздела и грани следа колодки. Одновременно на каждую копию с колодки переносят точки наибольшей выпуклости в носочной и пяточной частях — точки в и Ву, необходимые для усреднения шаблонов. Затем бумажный шаблон аккуратно снимают с поверхности колодки и наклеивают на чистый лист бумаги, расправляя лепестки. По отмеченным точкам на шаблонах обрезают излишки бумаги и надписывают каждый шаблон с указанием фасона, размера, полноты колодки и названия поверхности (наружная, внутренняя).
Получение средней копии. Копии, полученные с наружной и внутренней сторон, отличаются одна от другой по форме и размерам. Для удобства дальнейших построений их приводят к единой, так называемой средней копии. Наружную и внутреннюю копии (рис. III. 5, г) совмещают в выпуклой точке носка — в, аверхний пяточный угол обеих сторон — с прямой, проведенной через точки в и Ву первоначально очерченной копии. Расстояние между двумя контурами делят пополам и проводят усредненный контур (рис. III. 5, д), кроме носочно-пучковой и частично геленочной частей по грани следа колодки. На этих участках учитывается максимальная разность линейных размеров с наружной и внутренней сторон. Эта асимметрия сохраняется при проектировании деталей с целью предотвращения перекосов заготовок при формовании их на колодке.
Применение шаблонного способа не требует дефицитных материалов и оборудования, позволяет быстро получить среднюю копию с боковой поверхности колодки. Однако при использовании его возможно искажение линейных размеров и формы колодки.
Указанный способ применяется обычно при разработке моделей для производства обуви очень малыми сериями и при изготовлении по индивидуальным заказам. Его можно усовершенствовать, если перед снятием с колодки копирующего шаблона вдоль разделяющих линий наклеить узкие полоски кальки (или липкой ленты) шириной 4—5 мм. После снятия с колодки такая копия имеет некоторую объемность. Уплощение в этом случае выполняется по усовершенствованной методике Общесоюзного Дома моделей обуви для слепка.
Способ слепка
| Рис. III.6 Подготовка шаблонов к копированию боковой поверхности колодки способом слепка
|
Слепок — это объемная оболочка после снятия ее с колодки. Слепок можно получить из ткани, кальки, а также из подкладочной эластоискожи — Т.
| Рис. III.7 Уплощение и корректировка слепка усовершенствованным способом
|
На проверенную и подготовленную к копированию колодку в точки
Б, П нар,
Пвн и
Вп (рис. III. 6) вбиваются шпильки (гвозди без шляпок, выступающие на 2—3 мм), необходимые для определения положения основных точек на оболочке. Для копирования боковой поверхности колодки способом слепка из ткани сначала получают бумажный шаблон. На сложенный вдвое лист бумаги накладывают колодку внутренней стороной так, чтобы наиболее выпуклая точка гребня
Пп и точка
в в носочной части касались линии сгиба, а след при этом должен располагаться перпендикулярно листу. Очерченный контур увеличивают на 10—20 мм (рис. III. 6,
а) и вырезают. При выкраивании шаблона из тик-саржи линию
АБ располагают по диагонали к переплетению основы и утка (рис. III.6,
б), что позволяет равномерно обтянуть колодку тканью.
Получение слепка из ткани. На вогнутые участки поверхности колодки и вдоль линий раздела, а также на края и среднюю часть тканевого шаблона наносят тонкий слой резинового клея. Подготовленный шаблон накладывают на колодку равномерно по всей ее поверхности, надевают на шпильку в точке Б (рис. III. 6, в) и приклеивают последовательно в области ската гребня, в поперечном направлении от линии БН и в направлении пятки. Резиновый клей быстро высыхает, что затрудняет обтяжку колодки. Поэтому на след клей наносят в последнюю очередь (на ширину 15— 20 мм). Ткань расправляют и приклеивают к следу колодки так, чтобы на боковой поверхности и по грани следа колодки не образовывались складки и морщины. По пяточному контуру крылья шаблона могут заходить друг на друга; излишки крыльев можно также обрезать по намеченной на колодке линии раздела.(На обтянутую колодку эти линии наносят в соответствии с описанным выше способом; затем отмечают контрольные точки Вп, Н в, П нар, П вн, Б, Пп и Н на наружной и внутренней сторонах, а также линии надрезов, Характер надрезов зависит от способа уплощения слепка, который в свою очередь зависит от способа формования заготовки верха обуви. Для уплощения слепка используется способ внутренних надрезов, рекомендуемый для всех способов формования (в особенности для способа внутреннего формования, требующего сохранения периметра слепка по грани следа колодки), и усовершенствованный — для заготовок, формуемых обтяжно-затяжным способом.
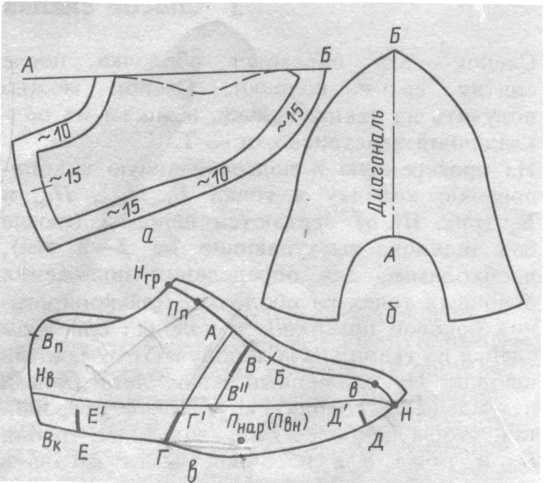
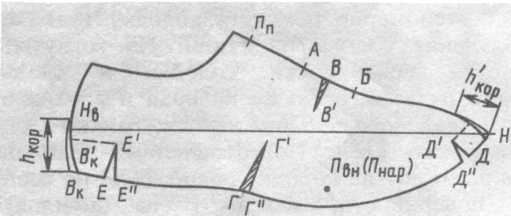
Нанесение надрезов для уплощения слепка усовершенствованным способом. На слепок с наружной и внутренней сторон наносят вспомогательные точки А, В, Г, Д и Е, а также линии надрезов ВВ", ГГ', ДД' и ЕЕ/ (рис. III. 6, в). Точка А находится на середине линии БПп, точка В — на середине отрезка АБ; ГПнар=1 /3ВКП; линия ВВ" проводится параллельно линии АГ; линии ВВ" и Г Г' не должны доходить до геодезической линии НВН на 2—3 мм. Линия ДД' наносится в наиболее выпуклой точке носка, а линия ЕЕ/' — в наиболее выпуклой точке пятки; эти линии также не должны доходить до геодезической линии. Вдоль линии раздела, с обеих сторон слепка, рекомендуется приклеить укрепляющую нерастягивающуюся тесьму или липкую ленту шириной 4—5 мм. Для придания формоустойчивости и жесткости на тканевую оболочку наносят пленкообразующее вещество (лак шеллачный или спиртовой, клей канцелярский или казеиновый и т. п.). Сушка проводится в естественных условиях так, чтобы копируемая деревянная колодка не изменила свои размеры.
Высушенную оболочку разрезают по пяточному контуру и осторожно снимают с колодки. Затем обрезают излишки по следу и площадке; оболочку разрезают на наружную и внутреннюю стороны по линии Нгр БН и надрезают по намеченным линиям.
Уплощение слепка усовершенствованным способом. Надрезанные стороны слепка поочередно приклеивают на бумагу без складок и морщин так, чтобы точки Н в и Н совпадали с прямой, проведенной предварительно на листе бумаги (рис. III. 7). В местах надрезов ДД' и ЕЕ' образуются расхождения (вытачки), а по линиям ГГ' и ВВ' — наложения материала слепка друг на друга (нахлест).

| Рис. III.8 Получение и уплощение слепка способом внутренних надрезов
|
В ы т а ч к и указывают на избыток материала на плоскости по сравнению с размерами слепка (колодки). На их величину необходимо уменьшить площадь плоского шаблона путем корректировки его на величину вытачки в пяточной и носочной частях. При этом
ВКВ'К=ЕЕ"; h ко p = EE, где
h ко p — высота корректировки. Аналогично
h '
ко p =ДД'.
Нахлест указывает на недостаток материала на плоскости по сравнению с размерами колодки, однако корректировка не проводится, так как величина на хлеста Г Г" учитывается при проектировании крыла союзки (или берцев) в геленочной части, а нахлест в точке В не оказывает существенного влияния на проектирование деталей по копировально-графической системе. Нахлест переносится со слепка на плоский шаблон, а затем на условную развертку колодки, Откорректированные шаблоны должны иметь четкие контуры, а их размеры по геодезической линии — соответствовать размерам боковой поверхности колодки.

| Рис. III.9 Получение УРК по первому варианту
|
Уплощение слепка способом внутренних надрезов. Оболочку разделяют на три участка линиями
БВП и
Б Г с наружной и внутренней сторон (рис. III. 8,
а). Контрольные точки
Б и
Вп соединяют с помощью гибкой линейки; затем проводят линию
БГ под углом 60° к линии
БВП. Для этого можно использовать гибкий треугольник, имеющий один из углов 60°. Чтобы контуры слепка не деформировались при снятии с колодки, на обтянутую тканью колодку вдоль линий раздела наклеивают укрепляющую ленту шириной 4—5 мм.
| Рис. III.10 Получение УРК по второму варианту
|
После сушки и разделения слепка на наружную и внутреннюю стороны внутри каждого участка делаются надрезы, которые не должны доходить до укрепляющей ленты на 1—2 мм и до вспомогательных линий
БВП и
БГ на 4—5 мм (рис. III. 8,
б). В пяточной части надрезы выполняются перпендикулярно линиям
БВП и
ВКВП, в носочной — параллельно биссектрисе угла
НБГ, на гребне — перпендикулярно линии
БНгр.
Линии надрезов можно наносить на оболочку до нанесения пленкообразующего вещества. Расстояние между надрезами должно быть равно 6—8 мм, а на участках малой кривизны поверхности слепка— 10—15 мм. В носочной части надрезы могут выполняться с интервалом 3 мм параллельно биссектрисе угла НБГ или по радиусу из точки Н.
Для уплощения надрезанный слепок слегка промазывают резиновым клеем в пяточной части, совмещают с проведенной на листе бумаги прямой ОХ так, чтобы точки Б и Вп оболочки совпадали с линией ОХ, и приклеивают к ней от линии БГ в сторону пятки. При этом все надрезы должны быть расположены встык друг к другу. Затем приклеивание производится в сторону носка от линии БГ. В последнюю очередь слепок приклеивается в области гребня.
Линейные размеры полученных плоских шаблонов можно сравнить с размерами колодки и откорректировать при необходимости. Проверке подлежат размеры ВПБ, БН, БГ и Н в Н.
Получение условной развертки колодки (УРК). Условную развертку боковой поверхности колодки получают путем совмещения плоских шаблонов наружной и внутренней сторон. Известны три варианта получения УРК.
В а р и а н т п е р в ы й. Один из плоских шаблонов слепков, откорректированных с наружной и внутренней сторон, обводят остро заточенным карандашом или шилом. Со слепка на лист переносят точки Б, Вп, Н и нахлест в геленке, а также проводят прямую БВп (рис. III. 9, а). Второй шаблон совмещают с очерченным так, чтобы точки Б совпали, а точка Вп оказалась на линии БВп. Шаблон обводят штриховой линией. При этом со слепка на лист переносят также величину нахлеста в геленке ГГ' и точку П. Разницу между двумя контурами усредняют, кроме пучково-носочной и геленочной частей, чтобы сохранить разность линейных размеров колодки с наружной и внутренней сторон на этих участках и предотвратить перекосы заготовок при формовании (рис. III.9, б), мм:
Lурк= (Lнар + Lвн) / 2,
т. е. длина условной развертки колодки Lypк равна половине суммы длин боковой поверхности колодки с наружной и внутренней сторон. Длину УРК замеряют по геодезической линии между точками Н и Н в. Этот вариант рекомендуется для построения чертежей симметричных моделей, не требующих точного расположения деталей на колодке (закрытые виды обуви без втачной стельки, имеющие линию перегиба союзки).

| Рис. III.11 Получение АРК по третьему варианту
|
В а р и а н т в т о р о й. УРК получают описанным выше способом, но без усреднения всех контуров (рис. III. 10,
а). При этом пяточный и носочный контуры и линия гребня приводятся к идентичным (равным по кривизне). Сначала получают идентичные контуры наружной и внутренней сторон шаблонов, а затем их совмещают для получения единого плоского шаблона УРК.
| Рис. III.12 Получение слепка с помощью кальки (в/г – разрез, выполняемый для заготовок с овальной вставкой)
|
Для получения идентичного контура на листе бумаги обводят один из уплощенных шаблонов. Второй шаблон совмещают поочередно пяточной (рис. III. 10,
б), а затем носочной частью и гребнем (рис. III. 10,
в), максимально приближаясь к очерченному контуру. Названные участки обводят и усредняют. Второй вариант рекомендуется применять для построения моделей заготовок верха обуви с передним швом (без линии перегиба союзки) и заготовок объемного типа с втачной стелькой.
В а р и а н т т р е т и й. Идентичные шаблоны совмещают по линии БН и не усредняют (рис. III. 11, а и б). Такой вариант АРК рекомендуется применять для построения туфель-лодочек, летних открытых туфель и других, требующих точного расположения деталей на колодке.
Получение УРК способом слепка более точно отражает форму и размеры колодки и, кроме того, позволяет наносить контуры деталей модели с учетом анатомо-физиологического строения стопы. Этот способ является наиболее рациональным для копировально-графической системы моделирования и построения моделей различных типов заготовок. Уплощение слепка может осуществляться аналогично индивидуальному уплощению жесткой оболочки. Условная развертка колодки, получаемая при уплощении слепка способом внутренних надрезов, имеет одинаковую форму носочной части вне зависимости от исполнителя.
Примечание. При обтягивании тканью поверхности колодки с высокой приподнятостью пяточной части во избежание образования морщин на тканевом шаблоне в области гребня по линии НгрА (см. рис. III. 6, в) и в области геленка с внутренней стороны на припуске под затяжку рекомендуется выполнить дополнительные надрезы. В местах надрезов образуются вытачки, которые заклеивают тканью. После сушки пленкообразующего вещества слепок представляет единую оболочку, которая не дает усадки после снятия ее с колодки. При сильной вытяжке тканевого шаблона может произойти усадка оболочки после снятия ее с колодки.
| Рис. III.13 Схема вакуум-аппарата для получения жесткой оболочки
|
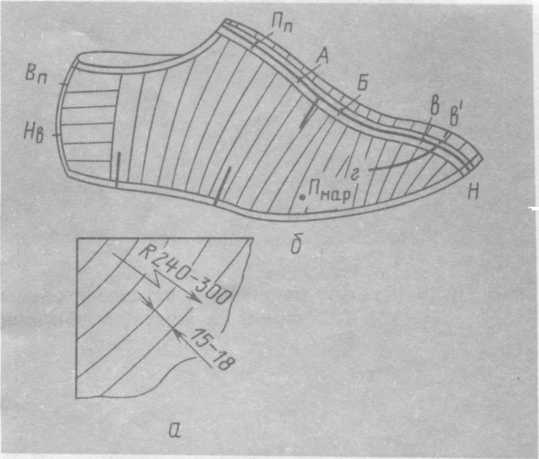
Слепок можно получить из кальки и подкладочной эластоискожи — Т. Кальку промазывают с обеих сторон тонким слоем резинового клея и разрезают на прямые полоски шириной 15—18 мм или на полоски с радиусом кривизны 240 — 300 мм (рис. III. 12). Подготовленную и разделенную на наружную и внутреннюю стороны колодку обклеивают в любом порядке полосками кальки так, чтобы они находили друг на друга на 5—7 мм. В носочной части радиус кривизны полосок должен быть меньше, чем в пучках; в пяточной части полоски должны быть только прямыми. Вдоль линий раздела, по грани следа и площадки, с обеих сторон слепка наклеивают укрепляющую ленту из кальки шириной 4— 5 мм или липкую ленту.
Уплотнение такого слепка производится усовершенствованным способом, а УРК — по любому из описанных выше вариантов.
Подкладочная эластоискожа — Т относится к материалам, способным восстанавливать свою форму после снятия напряжений. Поэтому ее можно применять для копирования колодок при моделировании верха обуви, выпускаемой малыми сериями с верхом из натуральной кожи. Копирование осуществляется так. Подготовленную колодку боковой поверхностью накладывают на кусок подкладочной эластоискожи — Т, промазанной клеем так, чтобы не деформировать его. Приклеенную эластоискожу — Т надрезают в геленочной части и на скате гребня; при этом образуются вытачки, которые заклеивают обрезками того же материала. В местах наибольшей выпуклости носочной и пяточной частей вырезают излишки так, чтобы образовался стык.
И з л и ш к и подкладочной эластоискожи — Т по линии разреза и грани следа обрезают ножом на колодке, после чего (не снимая полученной копии) аналогично копируют вторую сторону колодки. Снятые копии можно уплощать по усовершенствованной методике ОДМО и аналогично описанной ранее.
Способ жесткой оболочки
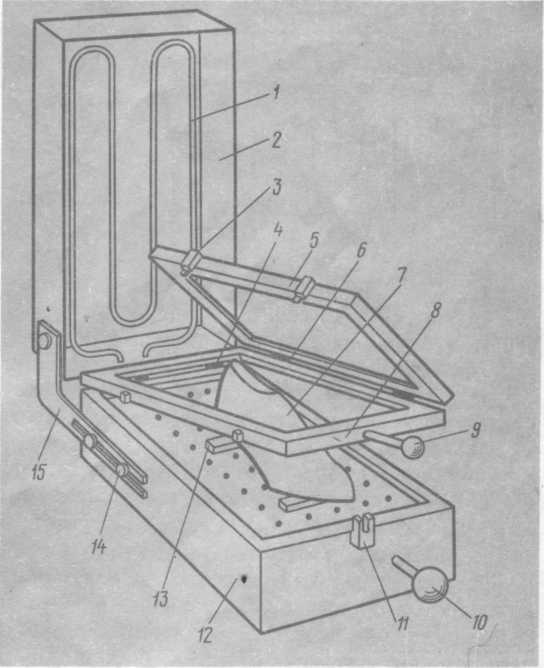
Получение жесткой оболочки. Жесткая оболочка — это объемная оболочка с боковой поверхности колодки, получаемая из пластмассовой пленки с помощью специального аппарата для термовакуумного формования пластмассовых изделий (рис. III. 13). В корпусе 12 аппарата размещен двухклапанный ручной насос с рукояткой 10, выведенной наружу. На задней стенке корпуса на петлях 4 расположена нижняя часть рамки 8 (рабочие размеры 250 X 500 мм) с рукояткой 9 и замком 3. Верхняя часть рамки 5 закреплена на нижней с помощью петель 6, к корпусу 12 с помощью кронштейна 15 и винтов 14 прикреплен нагреватель 2 с термоэлектронагревателями 1 мощностью 1 кВт. При работе аппарата разогретая пленка закрепляется между уплотнителями верхней и нижней рамок. Колодку 7 или другой предмет размещают на сменных подставках 13, устанавливают на съемную пластину с мелкими отверстиями, через которые при работе аппарата насосом выкачивается воздух. Рамка 8 закрепляется рукояткой 9 в зажиме 11. При работе аппарата должна включаться вытяжная вентиляция.
Для получения жесткой оболочки применяют различные пластмассовые пленки, удовлетворяющие следующим требованиям: при нагревании они должны размягчаться (при температуре 60—120 °С) и формоваться, а после охлаждения — сохранять форму и не растягиваться; пленка должна оставаться гибкой. Такими свойствами обладает, например, пленка из поливинил хлорида с малым содержанием пластификатора (около 70 %); толщина пленки 0,3—0,5 мм. Время, необходимое для получения оболочки с помощью вакуум-аппарата, составляет 1 — 3 мин.
Рекомендуется получать оболочку с одетой колодки, т. е. с приклеенными к ней стелькой, жестким задником и подноском.
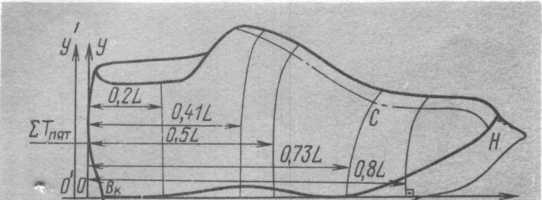
| Рис. III.14 Схема нанесения вспомогательных линий на жесткую оболочку
|
Нанесение рисунка на оболочку. Перед нанесением рисунка на оболочку наносятся линии раздела боковой поверхности колодки и вспомогательные линии (рис. III. 14), определяющие положение анатомических точек стопы от касательной к наиболее выпуклой точке пяточного контура до центра наружной лодыжки 0,20
L; точки сгиба стопы в голеностопном суставе — 0,41
L; середины стопы — 0,5
L; центра головки первой плюсневой кости — 0,73
L; конца мизинца — 0,8
L.
Если оболочка получена с одетой колодки, к рассчитанным размерам прибавляют суммарную толщину внутренних и промежуточных деталей верха обуви в пяточной части — ∑ Тпят. Линии раздела боковой поверхности колодки на наружную и внутреннюю наносят аналогично слепку. Для нанесения вспомогательных линий оболочку устанавливают в систему прямоугольных координат с делениями в миллиметрах. На боковую поверхность наносят точки, рассчитанные по коэффициентам, определяющим положение анатомических точек стопы с учетом ∑ Тпят. Через отмеченные точки с помощью гибкого прямоугольного треугольника перпендикулярно опорной поверхности ОХ наносят пять вспомогательных линий, которые могут быть непараллельны друг другу (см. рис. III. 14). Точки Вк, Н в, Вп, В у, Н гр, Н, С (в сеч. 0,73 L), Пнар и П вн наносят на оболочку так, как это делают по способу слепка.
Рисунок модели наносится на подготовленную жесткую оболочку с учетом анатомического строения стопы, эстетических, технологических и экономических требований, предъявляемых к данной обуви с учетом стандартов.
Рисунок модели должен быть выполнен мягким карандашом или фломастером с указанием всех основных и декоративных строчек и закрепки.

| Рис. III.15 Получение условной развертки колодки для заготовок полуплоского типа
|
Уплощение и принцип корректировки жесткой оболочки. После снятия с колодки жесткую оболочку разрезают по пяточному контуру и обрезают излишки по грани следа и верхней площадке. Для уплощения оболочку надрезают индивидуально для каждого типа заготовок. Глубина и частота надрезов должны обеспечивать полное уплощение оболочки и зависят от кривизны ее поверхности. В результате уплощения надрезанной оболочки на ней образуются вытачки и наложения, которые корректируют по принципу, аналогичному для всех типов заготовок.
При уплощении жесткой оболочки для заготовок полуплоского типа оболочку надрезают по гребню до точки С, в точке Н в и по периметру стелечного ребра так, чтобы подрезы были перпендикулярны ему (рис. III.15, а).
Оптимальная частота надрезов по периметру стелечного ребра равна, мм: в области закругления носка 5—10, в области пучков 10—15, в геленочной и пяточной частях 15—25. В точке Н надрез не делается. Все надрезы по периметру стелечного ребра не должны доходить до геодезической линии на 2—3 мм, чтобы не увеличивать длину условной развертки.
Для создания оптимальных формовочных свойств в проектируемой заготовке верха обуви ее грунт-модель (шаблон-чертеж) должна быть получена с определенным разведением крыльев.
Разведение крыльев определяется величиной угла между линией перегиба передней части модели (союзки) и геодезической линией, т. е. между линиями НС и НН В (см. об этом на с. 62).
При клеевой затяжке носочно-пучковой части на высокопроизводительном оборудовании, позволяющем в большей степени, чем на обычных затяжных машинах, деформировать детали в поперечном направлении, угол а увеличивается, что сокращает складкообразование по следу затянутой обуви при оптимальном натяжении верхнего края берцев.
При уплощении оболочки точку Н совмещают с вершиной угла α на бумаге, а НС — с осью OY. В этом положении оболочка закрепляется кнопками (рис. III. 15, б). Затем крылья оболочки по точкам Нв совмещают со сторонами углов наружной и внутренней сторон и закрепляют сначала в верхней части оболочки, а затем в нижней. При недостаточном уплощении гребня и оболочки в области точки С делается дополнительный надрез ВВ' по гребню и продолжается в точке С на 5—9 мм. В результате уплощения на оболочке образуются вытачки (в носке и пятке) и наложения (в геленке). Вытачки в носочной части не корректируются, поскольку объемную форму носочной части колодки нельзя получить с помощью деталей без значительной их деформации. Вытачки увеличивают периметр оболочки, а затем и заготовки по затяжной кромке, что приводит к складкообразованию в этой части по следу затянутой обуви.
Чем меньше угол α, тем больше вытачек образуется при уплощении оболочки, тем больше складок по следу затянутой обуви, зато верхняя часть заготовки (край берц





