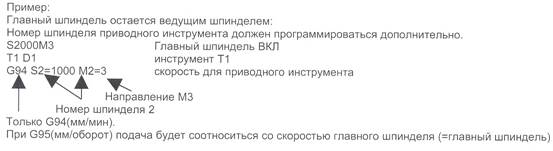
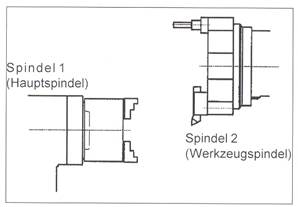
Шпиндель 1 = Главный шпиндель ^on-position)

S...M3 главный шпиндель вправо, скорость S... S...M4 главный шпиндель влево, скорость S...
М5 главный шпиндель, Останов
S2=...M2=3 инструмент, шпиндель вправо, скорость S... 32-...М2=4 инструмент, шпиндель влево, скорость S...
М2=5 инструментальный шпиндель, Останов
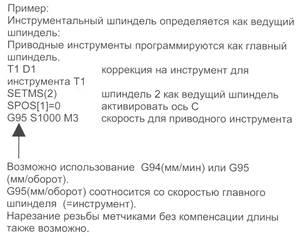
S1=...M1=3 главный шпиндель вправо, скорость S.. S1=...M1=4 главный шпиндель влево, скорость S...
М1~5 главный шпиндель, Останов S...M3 инструмент, шпиндель вправо, скорость S... S...M4 инструмент, шпиндель влево, скорость S...
М5 инструментальный шпиндель, Останов
SETMS(2) шпиндель 2 остается
ведущим шпинделем
SETMS сброс в on-position

TRANSMIT
TRANSMIT - TRANSform - Milling Into Turning
При использовании функции Transmit любой контур может быть обработан фрезерованием на торцевой стороне детали.
Выбор:
Общий................................ TMCON
Отмена:
Общий................................... TMCOFF
TMCON и TMCOFF сохраняются в пользовательских циклах и являются свободно программируемыми. Пример- Transmit (шестигранный ключ-размер 30)
G54
TRANS Z100
TMCON
ТЗ D1 (концевая фреза DM
5 тип инструмента 100; L1=Z-
L3=X)
G94S1000M3 F120 G0X45 Y10 Х17.32 Y10G41 Z-6 G1 Y0 X8.66 Y-15 X-8.66 X-17.32 Y0 X-8.66 Y15 X8.66 X17.32 Y0 Y-10 G40
Z100M5
TMCOFF (отмена трансформации)
M30

Примечание:
По причине текущей трансформации или отмены трансформации, сдвиг нуля и предшествующие трансформации (например, Transmit) отменяются и должны быть установлены снова.
TRACYL
Используется для контурного фрезерования на поверхности детали.
Трансформация цилиндрического изгиба обеспечивает следующие возможности:
• Продольные канавки на цилиндрических
объектах,
• Поперечные канавки на цилиндрических
объектах,
• Любые другие канавки на цилиндрических
объектах.
Форма канавки программируется
относительно зоны поверхности текущего уровня обработки цилиндра..
Выбор:
Общий.................................... TRACYLf)
Отмена:
Общий.................................. TRAFOOF
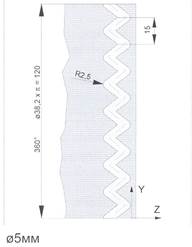
Пример- Tracyl
G54
TRANS Z150
Т7 D1 (концевая фреза DM-5 Тип
инструмента 100)
SETMS (2) (инструмент с механическим
приводом) G19
SETMS(2) (приводной инструмент)
G95S1000 МЗ GO X45 Z0
SPOS [1] =0 (Основной шпиндель 0)
TRACYL (38.2) (Деталь- 0)
G54
TRANS Z150 G1 Х35 Y0Z0 F0.3 G1 Z-10 Y7.5 Z0 Y15 Z-10 Y22.5 Z0Y30 Z-10Y37.5 Z0Y45 Z-10Y52.5 Z0Y60 Z-10Y67.5 Z0Y75 Z-10 Y82.5 Z0 Y90 Z-10 Y97.5 Z0 Y105 Z-10Y112.5 Z0 Y120 X45
TRAFOOF (отмена трансформации) G54
TRANS Z150 G0X100Z0 M30
Оптимизация подачи CFTCP, CFC, CFIN
Базовый статус (CFC):
При активной коррекции на радиус инструмента G41/42, подача достоверна для запрограммированного контура.

Характеристики подачи могут быть определены при помощи следующих команд:
CFTCP
(Постоянная скорость на вершине
режущего инструмента)
Форма контура не влияет на скорость подачи
в центре инструмента.
Применение:
Инструмент выполняет резание по всему
диаметру, например, черновая обработка)
CFC
(Постоянная скорость на контуре)
Базовая установка.
Постоянная скорость на изгибе.
Скорость подачи на траектории центра
инструмента увеличивается, когда
инструмента снаружи изгиба, и
уменьшается, когда инструмент внутри
изгиба.
Применение:
Инструмент выполняет резание только по
окружности, например, чистовая обработка)
Базовая установка CFC может привести к нежелательной высокой или низкой скорости подачи на изгибах на стороне детали, противоположной контуру.

CFIN
(Постоянная скорость на внутреннем
Радиусе)
Скорость подачи на траектории центра инструмента уменьшается, если инструмент внутри изгиба.
Снаружи изгиба скорость подачи на траектории центра инструмента не увеличивается (важно при обработке полностью внедряемым инструментом, чистовой обработке торца и т.д.).
Описание М-Команд
MOO Программируемый останов
Данная команда выполняет останов обработки в программе детали. Шпиндельная бабка, подача, СОЖ отключаются. Дверь станка может быть открыта без сигнала тревоги.
При помощи кнопки "NC START"  вы можете продолжить выполнение программы. При этом
вы можете продолжить выполнение программы. При этом
основной привод будет включен со всеми значениями достоверными прежде.






