ЭМ-3172 – автомат нанесения клея
 Назначение:
Назначение:
• нанесение клея или паяльной пасты методом капельного дозирования на поверхность печатной платы для поверхностного монтажа чип-компонентов. Может эксплуатироваться автономно или в комплекте с автоматом монтажа чип-компонентов ЭМ-4425.
Особенности:
• ручная установка печатных плат на одноместный стол, имеющий базирующие штыри или упор;
• автоматическая подача печатных плат в рабочую зону и базирование при установке стола транспортера;
• ручное совмещение при помощи лазерной указки и электронного манипулятора.
Основные технические характеристики
| Время цикла нанесения одной клеевой точки, не более
| 0,5 с
|
| Размер печатной платы
| от 50´50 до 250´350 мм
|
| Потребляемая мощность
| 0,4 кВт
|
| Габаритные размеры
| 600´650´850 мм
|
| Масса
| 50 кг
|
Примечание: разработка и производство ОКБТЭМ-СО (г. Минск, Республика Беларусь)
Глава 5. Бессвинцовая пайка в технологии производства ППИ
На протяжении нескольких десятилетий пайка свинцовыми припоями широко применяется в производстве дискретных ППИ, микросборок, гибридных ИС, при монтаже компонентов на печатные платы и т. п. Это связано с хорошими техническими характеристиками классического припоя ПОС61 и, в первую очередь, низкой температурой плавления (183 ºС). В тоже время, следует отметить, что оловянно-свинцовые припои имеют ряд существенных недостатков.
Недостатки Pb-Sn припоев
Свинец на воздухе окисляется и покрывается синевато-серой оксидной пленкой (PbO или PbO2). Поэтому свинцовые предметы не имеют металлического блеска. Свинец корродирует в разбавленной азотной кислоте в некоторых аэрированных разбавленных органических кислотах (в частности, уксусной и муравьиной). Возможна значительная коррозия металла при контакте со свежезаготовленной древесиной определенных пород (например, дугласовой пихтой или дубом), которая медленно выделяет летучие кислоты. Не вызывает подобных разрушений выдержанный кедр.
Свинец стоек в морской воде. Однако скорость коррозии в аэрированной дистиллированной воде велика (около 9 г/м2·сут). Свинец стоек в атмосфере, особенно в промышленной, в которой на нем образуется защитная пленка PbSO4. Следует отметить, что скорость коррозии свинца в земле в присутствии органических кислот выше, чем стали. В почвах с высоким содержанием сульфатов скорость коррозии низкая. Если Pb испытывает периодическое нагревы и охлаждения, то вследствие высокого коэффициента термического расширения может возникать межкристаллическое растрескивание.
Оловянно-свинцовые припои имеют следующие недостатки:
1. Низкая температура плавления (<190 ºС). Поэтому они не могут применяться при сборке кремниевых ППИ, допускающих высокую температуру нагрева (диоды при Uобр ≤ 1600 В имеют предельную температуру 190 ºС, биполярные транзисторы 200 ºС).
В производстве СПП при пайке кристаллов к основаниям корпусов используются припои с температурой плавления свыше 250 ºС.
2. Высокая температура нагрева при капиллярной пайке кристаллов большой площади к основаниям корпусов. Например, при пайке припоем ПОС40 в виде шариков, чтобы разрушить оксидную пленку на поверхности шариков и обеспечить течение припоя в зазоре между кристаллом и основанием корпуса, требуется температура нагрева 390±20 ºС (пайка в водородной печи).
3. Интенсивное растворение золота (покрытия и проволоки) как в жидкой фазе при пайке Sn-Pb припоями, так и в твердой фазе в режиме эксплуатации изделий.
Известно, что в припое ПОС61 растворяются все металлические покрытия за исключением сплава олово-никель. При температуре 250 ºС скорость растворения золота в припое ПОС61 составляет около 4 мкм/с (по некоторым данным – до 1 мкм/с). При растворении золота в припое образуются интерметаллические соединения золота с оловом трех типов – AuSn, AuSn2, AuSn4 и бинарный сплав со свинцом AuPb2. На прочность слоя припоя оказывают влияние в основном хрупкие дендриты AuPb2 и игольчатые кристаллы AuSn4. Механическая прочность паяных соединений существенно снижается при повышении температуры и очень резко с увеличением толщины покрытия.
Максимальная прочность паяных соединений на сдвиг наблюдается при содержании золота в припое около 4 %. При содержании золота в припое более 4 % его ударная вязкость резко падает. Этот фактор нужно учитывать при перепайке позолоченных СВЧ и ГИС плат на металлические основания с использованием припоя ПОС61 (даже при толщине золотого покрытия 2-3 мкм). Хорошая паяемость наблюдается по золотым покрытиям толщиной не более 1,3 мкм, а плохая – по толстослойным покрытиям. В тоже время известно, что на прочность паяного соединения влияет не только толщина золотого покрытия, но и состав припоя и температура пайки (температура расплава припоя).
Исследования растворения золотой проволоки в жидких низкотемпературных припоях проводились в ряде работ. Рассматривались две принципиально различные методики оценки растворения: с помощью металлографических шлифов и взвешиванием образцов. Например, золотую проволоку диаметров 1 мм, предварительно смоченную раствором канифоли, в течение 15 с погружали в расплавленные припой на глубину 20 мм, а затем с такой же скоростью извлекали из ванны. Взвешиванием определяли количество золота, перешедшего в расплав припоя. Растворение золотой проволоки диаметром 0,5 мм исследовали также с помощью металлографических шлифов поперечных сечений. Предварительно проволоку длинной 38 мм погружали в расплав припоя на глубину 25 мм. Шлифы сечений проволоки изготавливались после выдержки образцов в припое в течение 10-120 с интервалом 10 с.
Данные методики не применимы для исследований микросоединений в ППИ, так как в данном случае используется золотая проволока диаметром 0,04 мм, а время пайки в зависимости от состава припоя от 1 до 3 с.
Вопросы формирования надежных контактов с использованием золотой проволоки и низкотемпературных припоев еще полностью не решены. Если и удалось, в частности, получить прочные паяные соединения с помощью индиевых припоев, то нельзя не учитывать то, что процессы старения протекают в этих соединениях с большей скоростью, чем при использовании оловянно-свинцовых припоев. Поэтому при решении применять тот или иной припой необходимо учитывать конструкционное особенности ППИ и их условия эксплуатации. Знание процессов взаимодействия золотой проволоки с различными припоями как при пайке, тое и при эксплуатации ППИ в конечном итоге определяет долговечность и надежность контактных соединений.
В производстве ГИС и микросборок для монтажа золотой проволокой диаметром 0,04 мм широко применяются припои ПОС61, ПОС61М, ПСрОС3-58, ПОИ50 и ПОСК50-18. При пайке золотой проволоки к контактным площадкам ГИС вышеуказанными припоями наблюдались дефекты паяных контактов как на стадии производства, так и на этапе эксплуатации. Исследования показали, что отказы на стадии монтажа связаны с растворением золотой проволоки в жидкой фазе припоя (при пайке), а на этапе эксплуатации – в твердой фаза (при воздействии повышенных температур).
Для исследования растворения золотой проволоки в жидкой фазе припоя использовалась специально разработанная установка, позволяющая изменять время контактирования проволоки с жидким припоем от 0,2 до 10 с. Скорость растворения золота определялась по уменьшению диаметра сердцевины проволоки, не затронутой реакцией. Растворение золотой проволоки оценивалось по шлифам поперечных сечений с точностью до 1 мкм.
Установлено растворение золотой проволоки при низкотемпературной пайке от температуры и времени пайки. Из рис. 5.1 видно, чем меньше температура расплава, тем меньше растворение золотой проволоки в припое. В связи с этим, рекомендовано при монтаже ГИС золотой проволокой пайку проводить при температуре не выше 10 °С от температуры плавления припоя.

Рис. 5.1. Растворение золотой проволоки диаметром 40 мкм от времени выдержки в припоях ПОС61 (а) и ПОИ50 (б) при различных температурах расплава
Экспериментальным путем нами установлено растворение золотой проволоки диаметром 40 мкм от времени выдержки в твердой фазе (температура 100 °С) низкотемпературных припоев (рис. 5.2). Полное растворение проволоки произошло через 60 ч испытаний в припое ПОСК50-18 и через 540 ч – в припое ПОИ50. Наименьшей растворимостью обладает золотая проволока в контакте с Sn-Pb припоями с добавкой серебра: за 600 ч выдержки в припое ПСрОС3-58 диаметр проволоки уменьшился до 18 мкм.
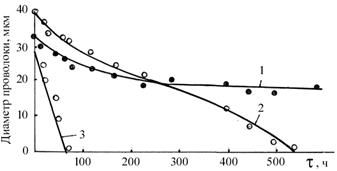
Рис. 5.2. Растворение золотой проволоки диаметром 40 мкм от времени выдержки при температуре 100 °С для различных припоев: 1 – ПСрОС3-58; 2 – ПОИ50; 3 – ПОСК50-18
Для уменьшения растворения золотой проволоки как в жидкой, так и в твердой фазах припоя используют способ пайки сопротивлением, позволяющий гарантировать дозированное погружение в припой золотой проволоки при пайке.





