Этот метод основан на использовании жесткой формы негативного типа (пресс-камеры) и упругого (надувного) пуансона (рис. 7). Внешняя поверхность стеклопластикового изделия оформляется поверхностью жесткой формы, а внутренняя - упругим резиновым чехлом.

Рис. 7. Схема пресс-камерного формования:
1 - эластичная диафрагма; 2 - крышка формы; 3 - канал для подачи сжатого
газа; 4 - боковое выпускное отверстие; 5 - канал для соединения с атмосферой
или вакуумом; 6 - композиционный материал; 7 – дренаж
Предварительно отформованное изделие помещается в жесткую пресс-камерную форму, стенки которой способны выдержать большие внутренние давления. Внутрь заготовки вводится резиновый чехол, прикрепленный к верхней плите пресс-камеры и герметично заделанный. Плита жестко скрепляется с пресс-камерой, после чего в пресс-камеру подается сжатый воздух пар или вода, которые создают рабочее давление упругого формования от 1,5 до 5 кГ/см2. Однако воздух, оставшийся между чехлом и формуемой массой полуфабриката изделия, может скапливаться в застойных зонах и при формовании диффундировать в структуру материала. Это не позволяет получить качественной поверхности, плотности, герметичности и отрицательно сказывается на механической прочности. Поэтому для повышения качества пресс-камерного формования рекомендуется применять вакуумный отсос воздуха из-под резинового чехла.
Таким образом, технологическая структура операции пресс-камерного формования выглядит так: предварительное формование полуфабриката, вакуумирование (при необходимости), нагнетание рабочей среды в упругий пуансон пресс-камеры, отверждение. В условиях серийного производства данный способ позволяет получать изделия высокой прочности и герметичности.
Методы жесткого формования
Для получения крупногабаритных изделий с высокой точностью размеров, геометрических форм и взаимного расположения поверхностей при высоком качестве и чистоте как наружных, так и внутренних поверхностей рекомендуется применять методы жесткого формования.
При жестком формовании в зависимости от конструктивной сложности геометрии изделия плотность и механические свойства готового материала не всегда получаются одинаковыми, но уровень этих показателей достаточно высок, благодаря чему механическая прочность деталей мало уступает прочности изделий, полученных методом упругого формования. Однако при жестком формовании несколько усложняется и удорожается стоимость технологической оснастки. Поэтому этот метод рекомендуется использовать в серийном и крупносерийном производстве.
Структурные критерии и механические свойства пластиков при жестком формовании изделий зависят от типа используемых арматуры и связующего, конфигурации изделия и технологических параметров процесса формования и отверждения. В частности, конфигурация изделия оказывает непосредственное влияние на величину контактного давления (рис. 8).
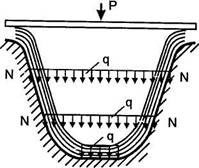
Рис. 8. Технологическая схема жесткого
формования с помощью цулаги
При рабочем движении жесткого формующего элемента, который, в отличие от пуансона матрицы, принято называть цулагой, создается требуемая величина контактного давления N. При этом, если считать, что вертикальная составляющая этого давления q будет величиной постоянной в любом горизонтальном сечении, т.е. q = const по высоте изделия, то контактное давление, перпендикулярное к формуемой стенке, будет зависеть от угла γ, образуемого нормалью к поверхности цулаги и плоскостью горизонтального сечения:

Таким образом, в силу зависимости N от геометрии детали и непостоянства его даже в пределах одной и той же поверхности в качестве технологического параметра следует принять контактное давление жесткого формования q на горизонтальную проекцию поверхности формования S:

где Р - сила, действующая на цулагу.
С увеличением температуры формования t улучшается формуемость, уменьшается величина усилий Р и контактного давления формования в плане q, поскольку с увеличением температуры уменьшается технологическая вязкость и когезия связующего, но повышается качество пропитки и его аутогезия. Однако при повышенных температурах формования вследствие низкой вязкости возможен отжим связующего из структуры материала и уменьшение его процентного содержания в пластике. По этой же причине возможно передавливание арматуры, неодинаковая плотность и большая неоднородность механических свойств в готовом изделии. Поэтому величина температуры должна быть строго регламентирована в зависимости от типа связующего, арматуры, давления формования и геометрии изделия. Большое влияние на плотность и прочность изделий оказывает величина контактного давления жесткого формования.






