

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
При создании автоматического сборочного оборудования большое значение придают применению контрольных средств. В конструкциях сборочных линий и автоматов предусматривают устройства для контроля наличия детали в приспособлении (механизме), ее размеров или положения, а также параметров соединения.
Контроль наличия и положения деталей в сборочных механизмах необходим для исключения работы вхолостую и поломок оборудования в случае отказа механизма загрузки. Контроль размеров деталей перед автоматической сборкой проводят для проверки соответствия детали техническим требованиям в целях исключения брака по этой причине и отказа сборочного оборудования. Контроль параметров соединения призван надежно обеспечить качество сборки. Этими параметрами могут быть линейные размеры или физические величины. Последние, например момент затяжки или силы запрессовки, контролируют в процессе выполнения соединения.
В конструкциях сборочных автоматов применяют механические, электрические, фотоэлектрические, пневматические и другие устройства контроля.
Механические устройства можно использовать для многих видов контроля. Например, входной контроль наличия резьбы нужного шага у шпильки осуществляют механической гребенкой (рис. 6.31, а). Шпилька, находящаяся на лотке, останавливается упором 1. Гребенка 2 с насечкой, соответствующей шагу контролируемой резьбы, перемещается по шпильке. При резьбе нужного шага гребенка попадает в резьбу, захватывает шпильку и перемещает ее в лоток 3. Если резьба не соответствует требуемой, то гребенка проскальзывает по шпильке, упор убирается и шпилька отбраковывается.
Момент затяжки гайки контролируют механическим устройством по реактивному моменту на корпусе резьбозавертывающего механизма. Схема контроля показана на рис. 6.31, б. Упругая пластина 2 закреплена на корпусе 1. При возникновении на корпусе реактивного момента М, равного моменту затяжки, пластина 2 прогибается, опираясь на неподвижную опору 3, и воздействует на конечный выключатель 4, останавливающий двигатель. Регулировку момента затяжки осуществляют перемещением положения выключателя.
|
|
Основными элементами электрических механизмов контроля являются индуктивные или емкостные датчики, осуществляющие бесконтактный контроль параметра. В основном механизмы с такими датчиками используют для контроля наличия деталей в сборочных устройствах или их положения после ориентации. Принцип работы датчиков основан на изменении электрического тока, проходящего через датчик, при попадании в его поле металлических деталей.
Электрические датчики сопротивления (тензорезисторы) позволяют также измерять параметры процесса. Датчики приклеивают к измеряемому объекту или специальному элементу измерительного устройства. При возникновении деформаций в конструкции изменяется сопротивление датчика и, следовательно, ток, проходящий через него. По изменению тока судят о значении измеряемого параметра. Например, на пластину 2 (рис. 6.31,6) можно наклеить датчик сопротивления и контролировать момент затяжки.

Рис. 6.31. Контроль резьбы (а) и момента затяжки гайки (б)
Точность контроля при этом будет выше, чем при контроле описанным ранее методом.
Принцип работы пневматических датчиков основан на том, что при попадании детали в струю воздуха, выходящую из сопла, в воздушной системе изменяются параметры давления и расхода. По изменению этих параметров (в основном давления) судят об изменении контролируемого параметра. Эти датчики можно использовать для контроля наличия детали, ее положения и размера. В сборочных процессах пневматические датчики используют редко и только для контроля положения.
|
|
Фотоэлектрические датчики работают по следующему принципу. Датчик фотоэлектрический (фотодиод) устанавливают на контрольной позиции и освещают лампочкой 1 (рис. 6.32, а). При прохождении между лампочкой и датчиком 3 детали 2 перекрывается поток света на датчик и сопротивление фотодиода изменяется.
Механизмы с фотоэлектрическими датчиками нашли широкое применение для контроля положения детали. Например, контроль положения отверстия под смазку у втулки относительно отверстия в малой головке шатуна при ее запрессовке осуществляют по схеме, показанной на рис. 6.32, б.
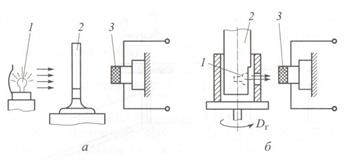
Рис. 6.32. Контроль наличия детали и ее положения
Перед установкой втулка должна занять строго определенное положение относительно отверстия в головке шатуна. Для ориентации втулку медленно вращают относительно штока 2, в котором вмонтирована лампочка 1, освещающая фотодиод 3. При совпадении отверстия с заданным положением фотодиод освещается и вращение прекращается. Фотодиоды являются чувствительными датчиками. При использовании их для контроля размеров можно определить отклонение размера на несколько микрометров.
Контрольные вопросы
1. Охарактеризуйте методы обеспечения радиального зазора в подшипниках качения.
2. Как контролируют диаметральный зазор при сборке подшипников скольжения?
3. Перечислите технические требования к цилиндрическим направляющим и методы их обеспечения при сборке.
4. От каких факторов зависит точность бокового зазора в зубчатых зацеплениях в процессе их сборки?
5. Дайте сравнительную характеристику способов балансировки.
6. Перечислите виды технического контроля качества сборки и дайте их краткую характеристику.
7. На каких принципах основано проектирование типовых сборочных механизмов? Охарактеризуйте их.
8. От каких факторов зависит компоновка автоматического сборочного оборудования?
9. Дайте характеристику автоматизированным линиям сборки узлов автомобилей и тракторов.
10. Назовите типы контрольных устройств, применяемых при автоматической сборке.
|
|
|

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!